
制冷系统不锈钢管路件及其制造工艺.pdf

英瑞****写意

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制冷系统不锈钢管路件及其制造工艺.pdf
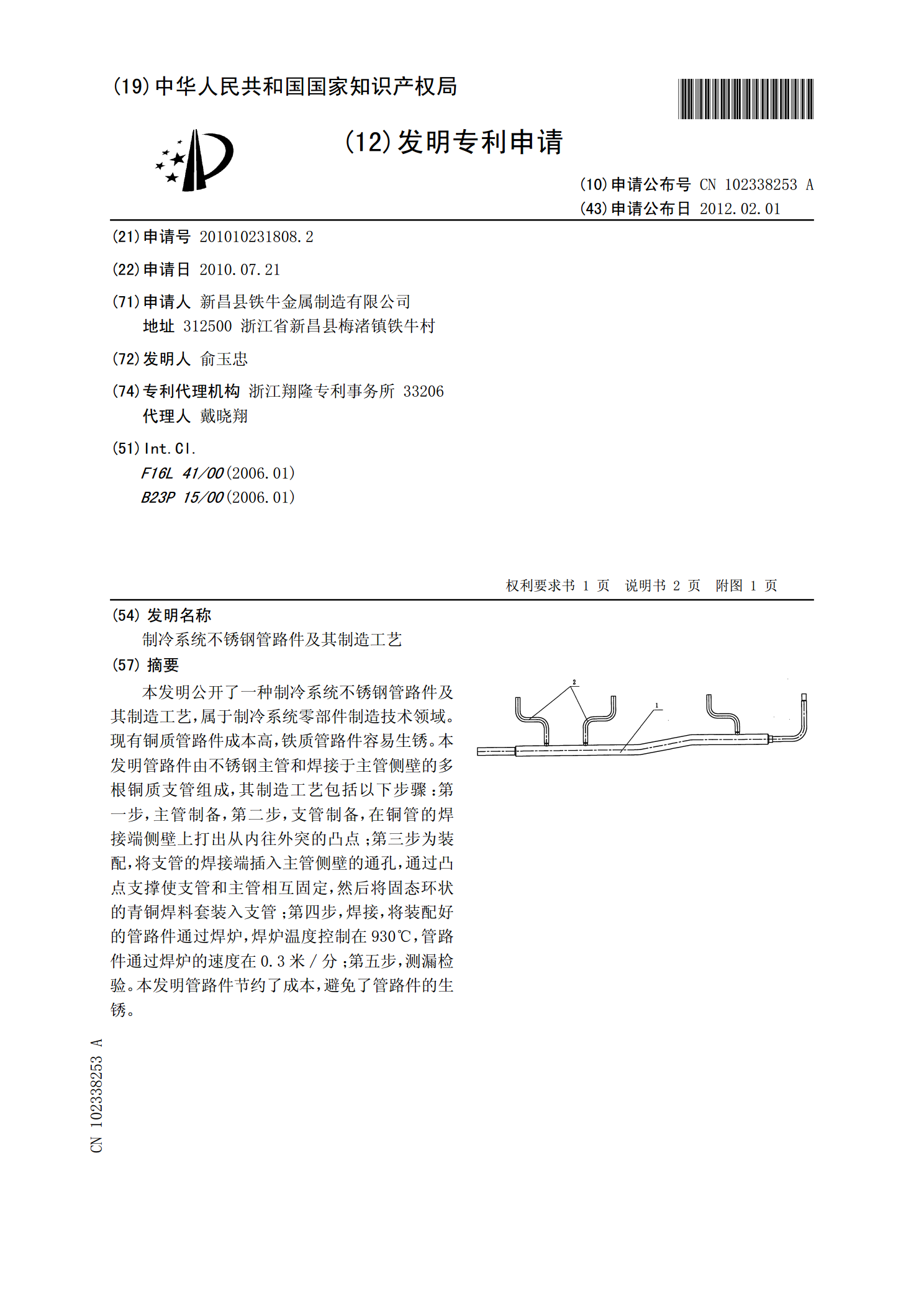
本发明公开了一种制冷系统不锈钢管路件及其制造工艺,属于制冷系统零部件制造技术领域。现有铜质管路件成本高,铁质管路件容易生锈。本发明管路件由不锈钢主管和焊接于主管侧壁的多根铜质支管组成,其制造工艺包括以下步骤:第一步,主管制备,第二步,支管制备,在铜管的焊接端侧壁上打出从内往外突的凸点;第三步为装配,将支管的焊接端插入主管侧壁的通孔,通过凸点支撑使支管和主管相互固定,然后将固态环状的青铜焊料套装入支管;第四步,焊接,将装配好的管路件通过焊炉,焊炉温度控制在930℃,管路件通过焊炉的速度在0.3米/分;第五步
不锈钢储液器及其制造工艺.pdf
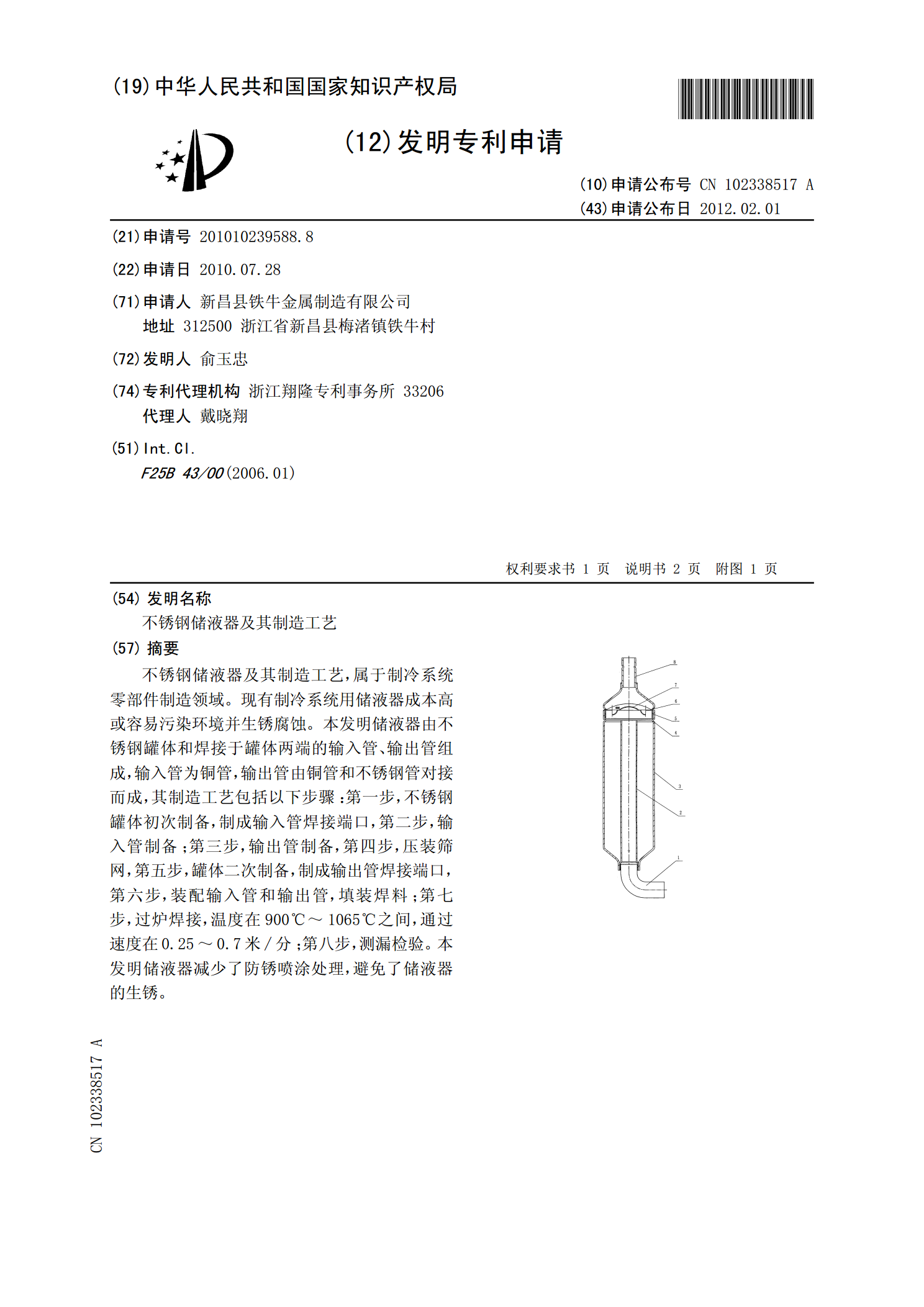
不锈钢储液器及其制造工艺,属于制冷系统零部件制造领域。现有制冷系统用储液器成本高或容易污染环境并生锈腐蚀。本发明储液器由不锈钢罐体和焊接于罐体两端的输入管、输出管组成,输入管为铜管,输出管由铜管和不锈钢管对接而成,其制造工艺包括以下步骤:第一步,不锈钢罐体初次制备,制成输入管焊接端口,第二步,输入管制备;第三步,输出管制备,第四步,压装筛网,第五步,罐体二次制备,制成输出管焊接端口,第六步,装配输入管和输出管,填装焊料;第七步,过炉焊接,温度在900℃~1065℃之间,通过速度在0.25~0.7米/分;第
不锈钢消音器及其制造工艺.pdf
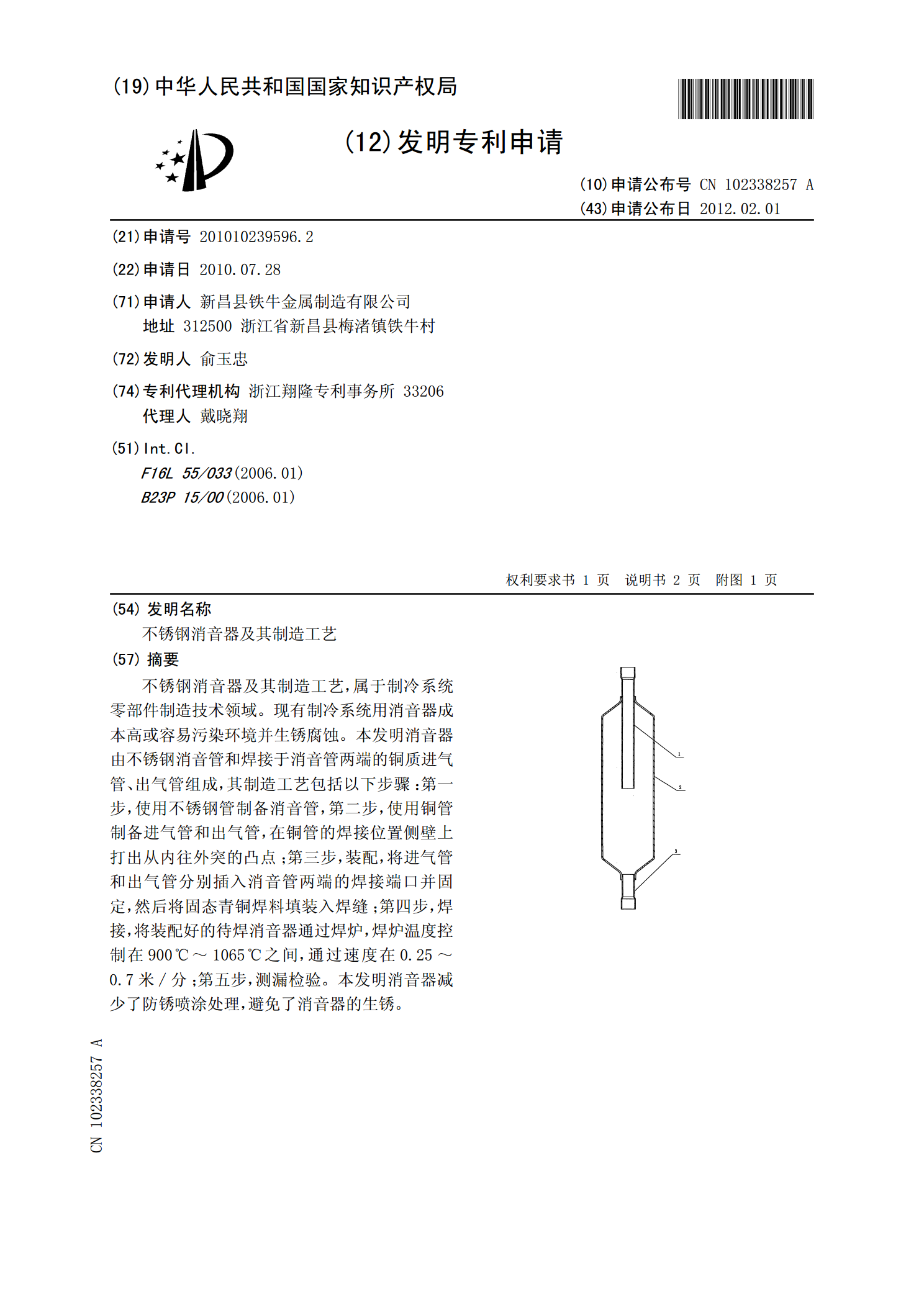
不锈钢消音器及其制造工艺,属于制冷系统零部件制造技术领域。现有制冷系统用消音器成本高或容易污染环境并生锈腐蚀。本发明消音器由不锈钢消音管和焊接于消音管两端的铜质进气管、出气管组成,其制造工艺包括以下步骤:第一步,使用不锈钢管制备消音管,第二步,使用铜管制备进气管和出气管,在铜管的焊接位置侧壁上打出从内往外突的凸点;第三步,装配,将进气管和出气管分别插入消音管两端的焊接端口并固定,然后将固态青铜焊料填装入焊缝;第四步,焊接,将装配好的待焊消音器通过焊炉,焊炉温度控制在900℃~1065℃之间,通过速度在0.

不锈钢波纹储油罐及其制造工艺.pdf
本发明涉及不锈钢波纹储油罐及其制造工艺,工艺包括:(1)下料,(2)将不锈钢板焊成圆管,(3)涨波,(4)整形,(5)将波纹管拉成矩形,(6)压缩,(7)将两个波纹管叠在一起焊好,(8)将两个波纹管的连接面焊接;(9)焊接上下面板,(10)试漏。不锈钢波纹储油罐,由至少两节波纹管焊接而成,其上下端分别密封连接上下面板,上面板设有排气管接口;芯体两侧设有滑轮,芯体上表面设有配重块。本发明不锈钢波纹储油罐两侧设有滑轮,安装时与轨道配合使用,使芯体上下伸缩时稳定性好,长期使用能保持芯体上下垂直,不会出现倒波和拉
一种不锈钢零件制造工艺.pdf
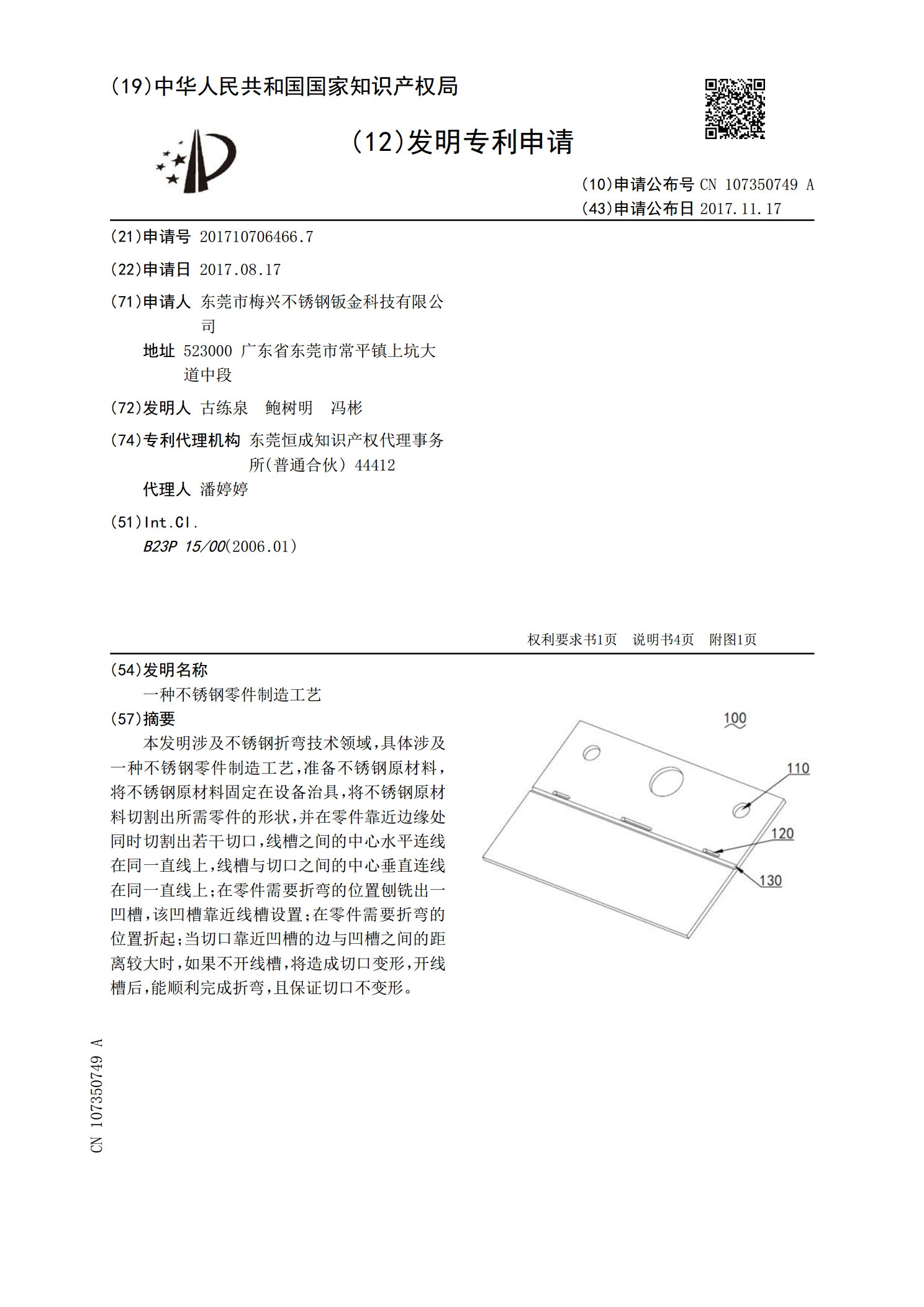
本发明涉及不锈钢折弯技术领域,具体涉及一种不锈钢零件制造工艺,准备不锈钢原材料,将不锈钢原材料固定在设备治具,将不锈钢原材料切割出所需零件的形状,并在零件靠近边缘处同时切割出若干切口,线槽之间的中心水平连线在同一直线上,线槽与切口之间的中心垂直连线在同一直线上;在零件需要折弯的位置刨铣出一凹槽,该凹槽靠近线槽设置;在零件需要折弯的位置折起;当切口靠近凹槽的边与凹槽之间的距离较大时,如果不开线槽,将造成切口变形,开线槽后,能顺利完成折弯,且保证切口不变形。