
一种焊缝装配定位装置及其装配定位焊接工艺方法.pdf

宜然****找我

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊缝装配定位装置及其装配定位焊接工艺方法.pdf
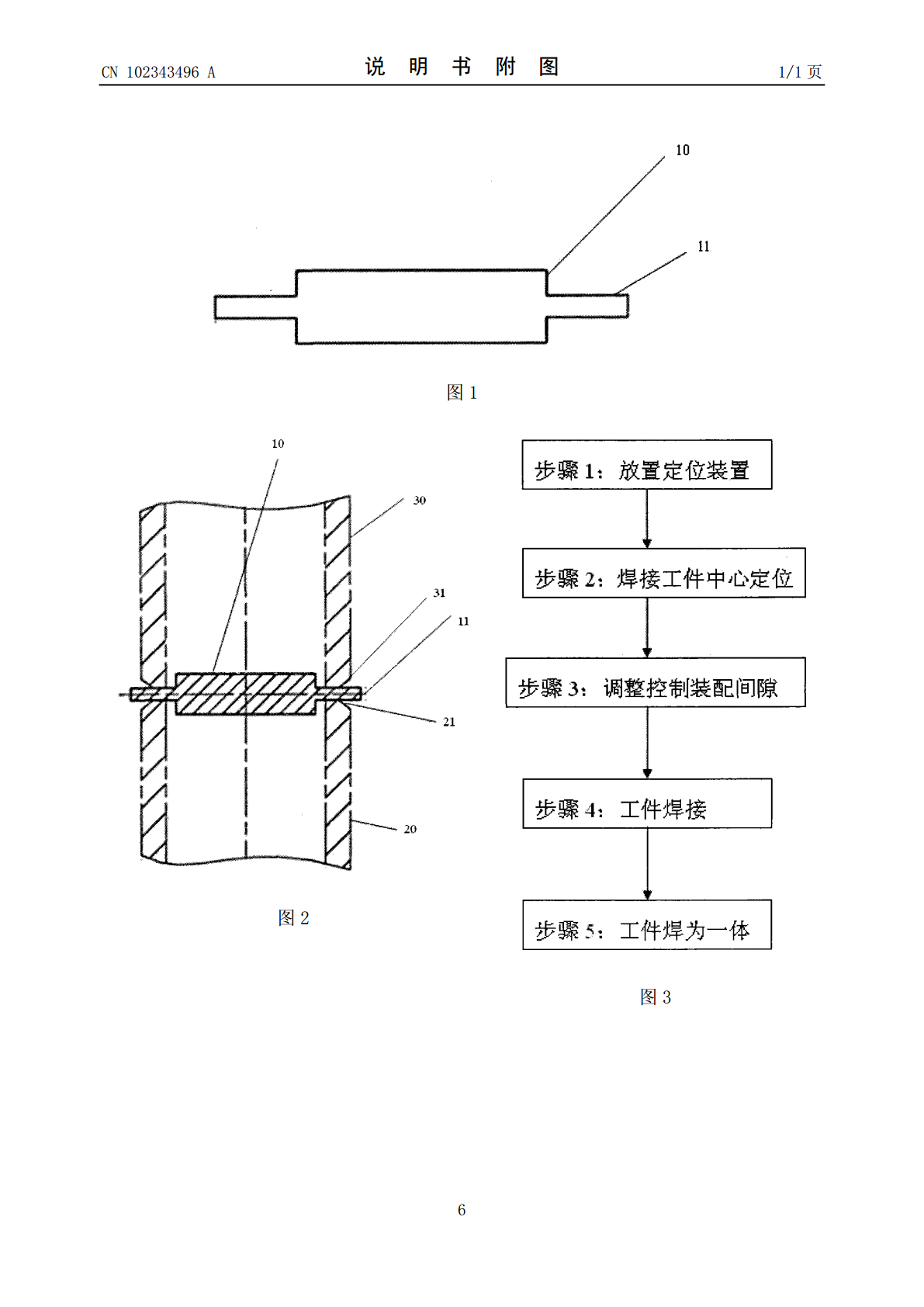
本发明涉及一种焊缝装配定位装置及其装配定位焊接工艺方法,焊缝装配定位装置包含本体及由本体边沿向外延伸的支撑脚,该装置用于定位焊接垂直放置的两个焊接工件,支撑脚厚度等于两个焊接工件之间的装配间隙,本体厚度大于支撑脚的厚度。该装配定位焊接工艺方法,在于把该装置放置在两个焊接工件之间,定位搭电焊接后,去除支撑脚并焊接两焊接工件。本发明可以保证焊接工件坡口之间的间隙均匀,焊接坡口根部完全焊透;可以保证两对接焊接工件中心一致;在装配定位并定位搭电焊接后,在对焊接工件进行预热或进行后续焊接的同时,可将该可燃材料制作的
一种滑块定位装置及其装配方法.pdf
本发明公开了一种滑块定位装置及其装配方法,包括,综框、中支撑、定位架、固定滑块和滑轨;所述综框为回字形结构,所述滑轨开设在综框的两侧较长端内壁,所述中支撑的两端通过紧固螺丝与固定滑块螺纹连接,所述定位架嵌设在滑轨的内壁且位于固定滑块的上方,所述定位架的两侧竖直端外壁均焊接有套管,且套管的内部螺纹连接有传动杆,所述传动杆的底部焊接有轴承套,且轴承套的底部通过销轴转动连接有支杆。本发明中,该滑块定位装置在综框中支撑固定滑块的螺丝发生断裂损坏后,通过定位架可以将固定滑块夹持固定在综框的指定位置处,并准确的定位到
一种大型零部件装箱定位装配装置及其定位装配方法.pdf
本发明提供一种应用于大型零部件装配技术领域的大型零部件装箱定位装配装置,本发明还涉及大型零部件装箱定位装配方法,所述的大型零部件装箱定位装配装置的箱体检测部件(3)、待装零部件检测部件(4)分别与控制部件(6)连接,箱体检测部件(3)包括导轨端面检测部件Ⅰ(9)和导轨端面检测部件Ⅱ(10),待装零部件检测部件(4)包括面结构光传感器Ⅲ(11)、线结构光传感器Ⅰ(12)和线结构传感器Ⅱ(13),本发明的大型零部件装箱定位装配装置及其定位装配方法,能够对零部件箱体和待装零部件实现精准定位,装配前时能够使得零部
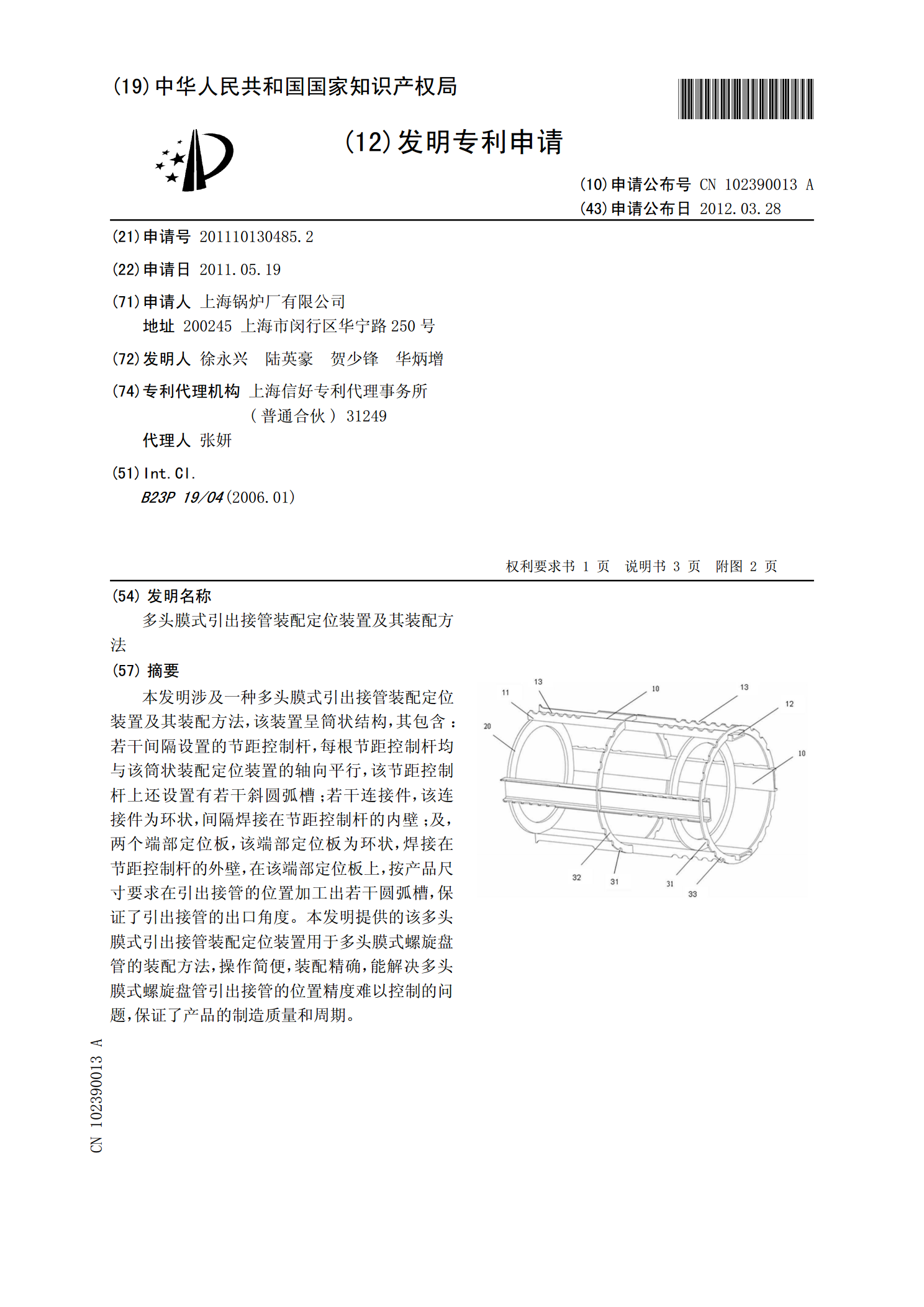
多头膜式引出接管装配定位装置及其装配方法.pdf
本发明涉及一种多头膜式引出接管装配定位装置及其装配方法,该装置呈筒状结构,其包含:若干间隔设置的节距控制杆,每根节距控制杆均与该筒状装配定位装置的轴向平行,该节距控制杆上还设置有若干斜圆弧槽;若干连接件,该连接件为环状,间隔焊接在节距控制杆的内壁;及,两个端部定位板,该端部定位板为环状,焊接在节距控制杆的外壁,在该端部定位板上,按产品尺寸要求在引出接管的位置加工出若干圆弧槽,保证了引出接管的出口角度。本发明提供的该多头膜式引出接管装配定位装置用于多头膜式螺旋盘管的装配方法,操作简便,装配精确,能解决多头膜
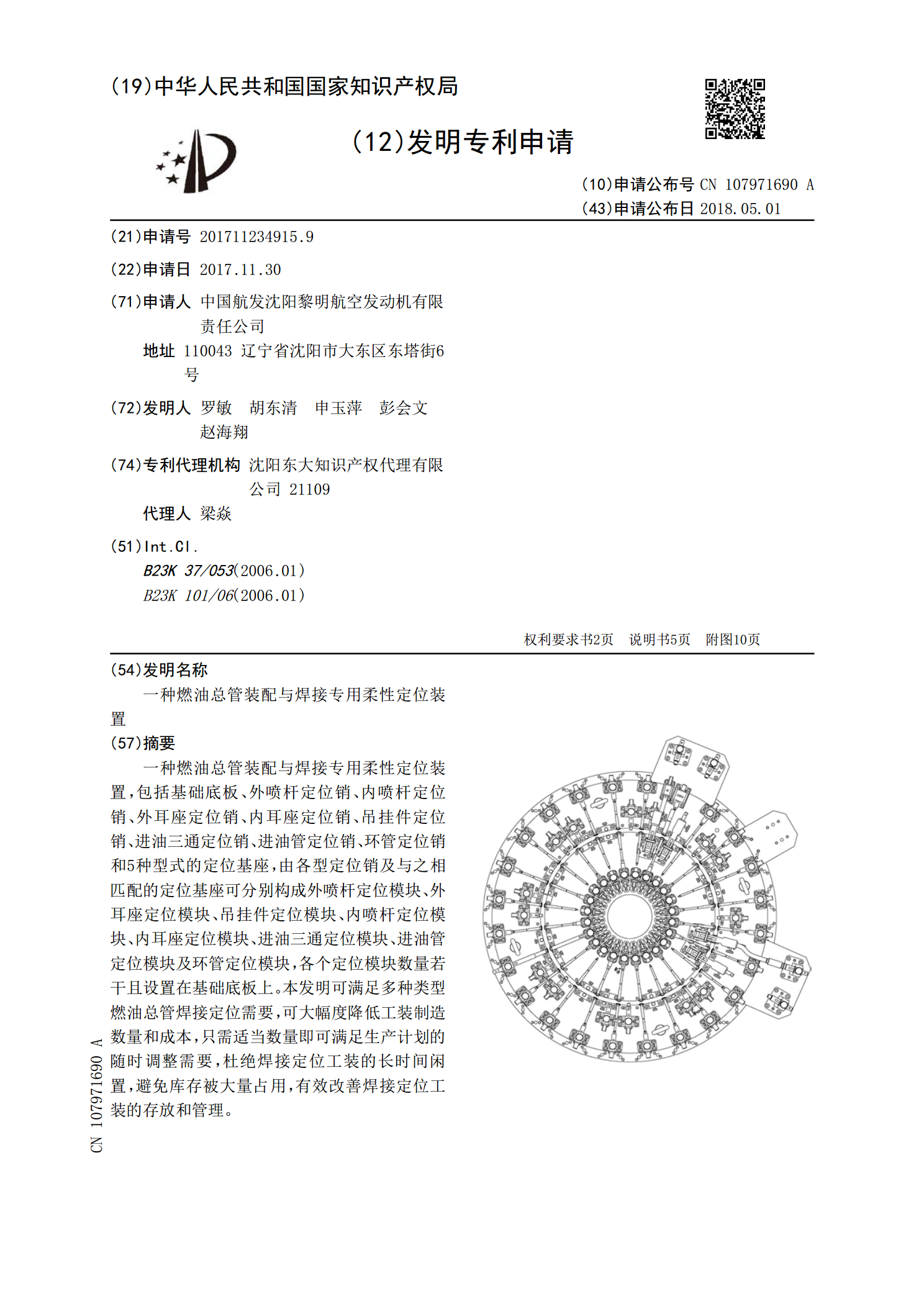
一种燃油总管装配与焊接专用柔性定位装置.pdf
一种燃油总管装配与焊接专用柔性定位装置,包括基础底板、外喷杆定位销、内喷杆定位销、外耳座定位销、内耳座定位销、吊挂件定位销、进油三通定位销、进油管定位销、环管定位销和5种型式的定位基座,由各型定位销及与之相匹配的定位基座可分别构成外喷杆定位模块、外耳座定位模块、吊挂件定位模块、内喷杆定位模块、内耳座定位模块、进油三通定位模块、进油管定位模块及环管定位模块,各个定位模块数量若干且设置在基础底板上。本发明可满足多种类型燃油总管焊接定位需要,可大幅度降低工装制造数量和成本,只需适当数量即可满足生产计划的随时调整