
多头膜式引出接管装配定位装置及其装配方法.pdf

是雁****找我

1/7
2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多头膜式引出接管装配定位装置及其装配方法.pdf
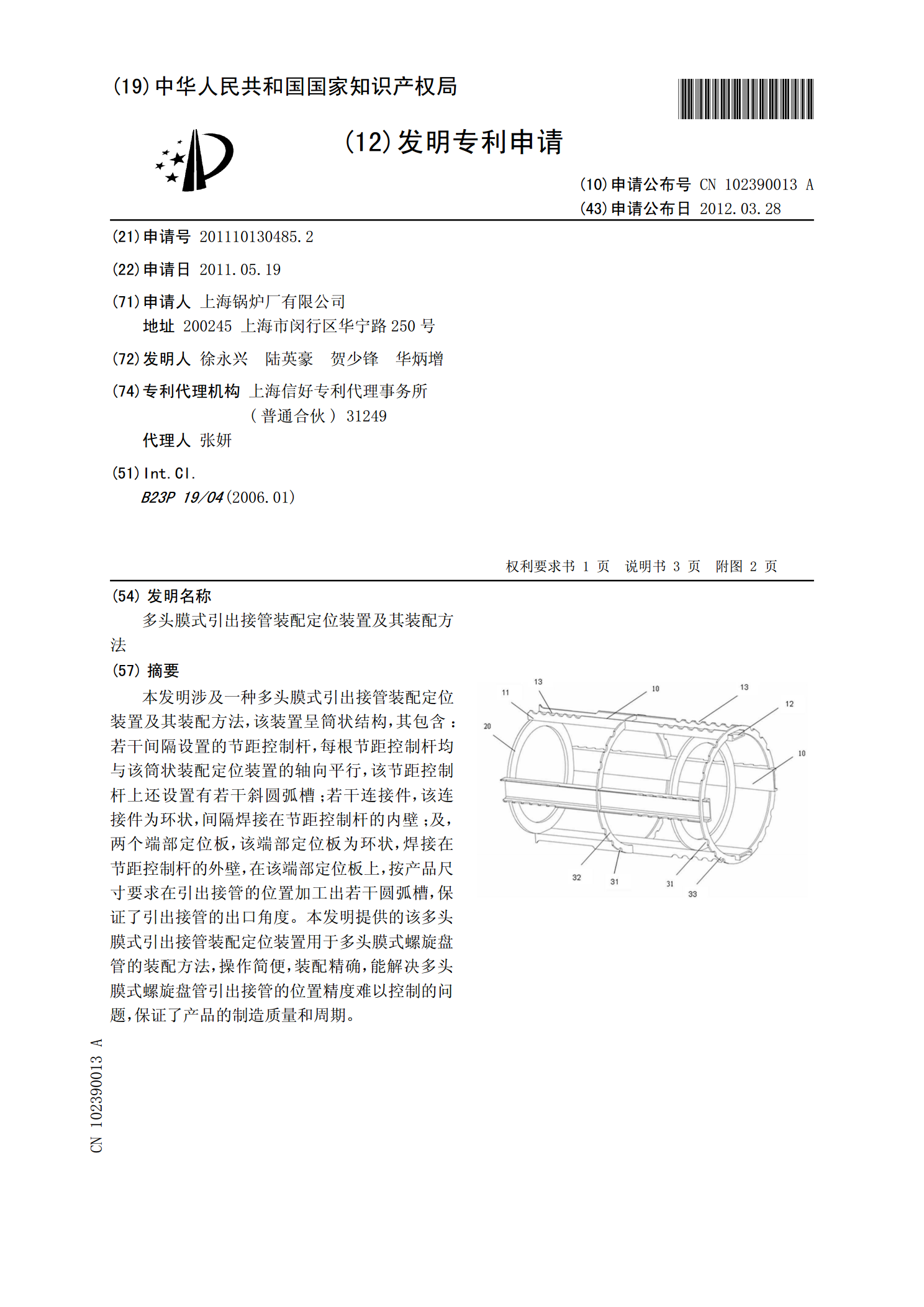
本发明涉及一种多头膜式引出接管装配定位装置及其装配方法,该装置呈筒状结构,其包含:若干间隔设置的节距控制杆,每根节距控制杆均与该筒状装配定位装置的轴向平行,该节距控制杆上还设置有若干斜圆弧槽;若干连接件,该连接件为环状,间隔焊接在节距控制杆的内壁;及,两个端部定位板,该端部定位板为环状,焊接在节距控制杆的外壁,在该端部定位板上,按产品尺寸要求在引出接管的位置加工出若干圆弧槽,保证了引出接管的出口角度。本发明提供的该多头膜式引出接管装配定位装置用于多头膜式螺旋盘管的装配方法,操作简便,装配精确,能解决多头膜
一种焊缝装配定位装置及其装配定位焊接工艺方法.pdf
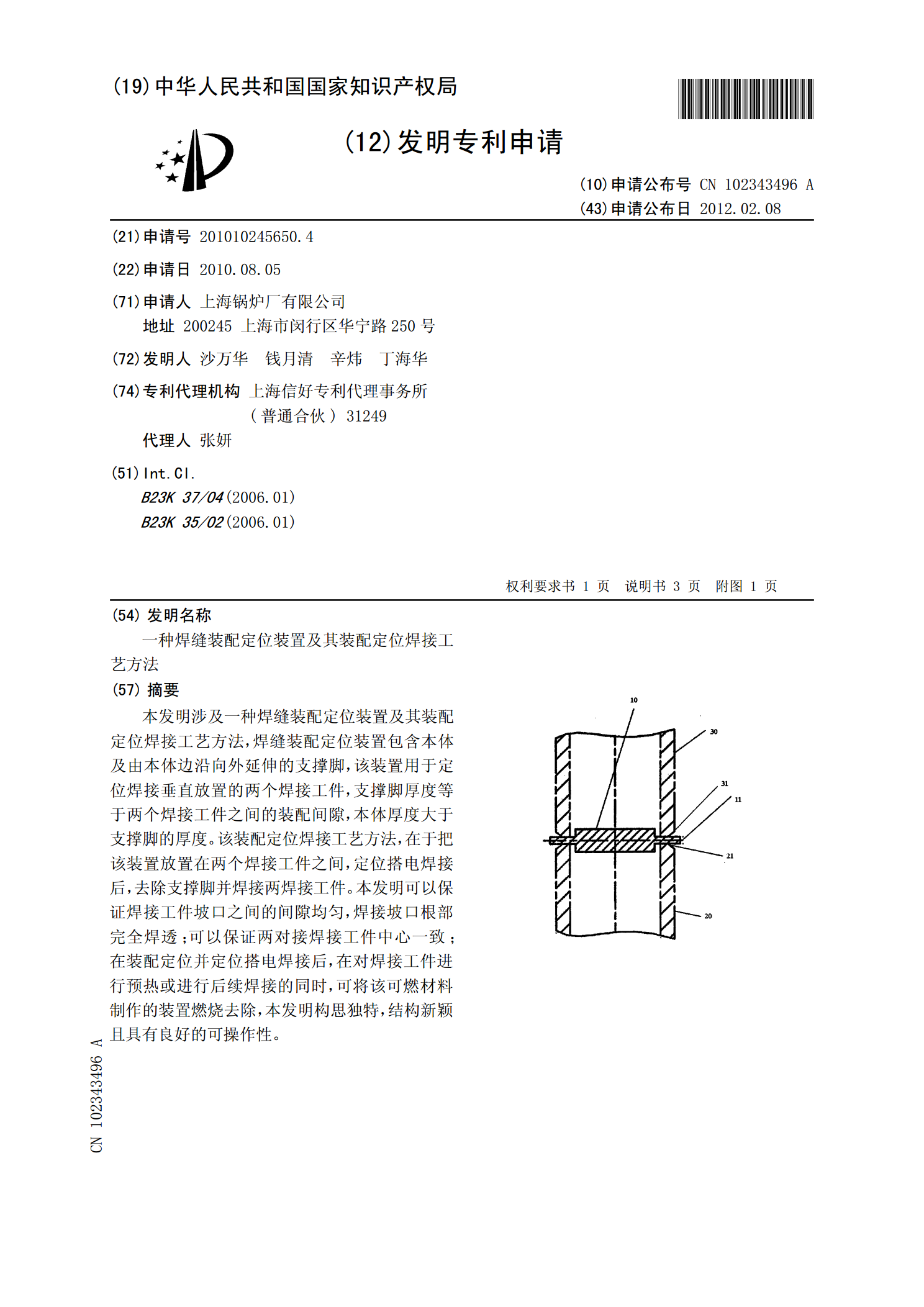
本发明涉及一种焊缝装配定位装置及其装配定位焊接工艺方法,焊缝装配定位装置包含本体及由本体边沿向外延伸的支撑脚,该装置用于定位焊接垂直放置的两个焊接工件,支撑脚厚度等于两个焊接工件之间的装配间隙,本体厚度大于支撑脚的厚度。该装配定位焊接工艺方法,在于把该装置放置在两个焊接工件之间,定位搭电焊接后,去除支撑脚并焊接两焊接工件。本发明可以保证焊接工件坡口之间的间隙均匀,焊接坡口根部完全焊透;可以保证两对接焊接工件中心一致;在装配定位并定位搭电焊接后,在对焊接工件进行预热或进行后续焊接的同时,可将该可燃材料制作的

电池装置及其装配方法、装配设备、电池组件定位工装.pdf
本申请涉及电池技术领域,公开一种电池装置及其装配方法、装配设备、电池组件定位工装。电池装置包括梁、箱体底板、箱体边框和电池,梁、箱体底板和箱体边框围成箱体,电池设置在箱体内;装配方法包括以下步骤:将梁、箱体底板和箱体边框按照设定顺序分别与电池连接装配,设定顺序中,箱体底板或者至少部分箱体边框在梁之后进行装配。本申请提供的电池装置的装配方法,不易产生影响电池装置良率的因素,可以避免焊接导致的箱体一致性差、焊渣焊缝等导致的装配不良和绝缘失效等问题;并且,装配流程和工艺更加简单,且能够实现整个装配工序无缝衔接,

空心式电抗器的装配装置及其装配方法.pdf
本发明涉及电抗器技术领域,尤其涉及一种空心式电抗器的装配装置,包括支架、左托架、右托架、若干个移动车、驱动电机以及链条;所述支架的两端分别与所述左托架和右托架连接,所述支架的上部两侧分别固定有上轨道,所述支架的下部两侧分别固定有下轨道,所述左托架上安装有调节支架,所述调节支架上通过轴承安装有左传送轮,所调节支架的左端通过调节杆与所述左托架的一端连接,所述右托架上通过轴承安装有右传送轮;所述移动车的中部固定有卡套,卡套内滑动配合有定位销。利用本装置对目前的成吨中的空心式电抗器进行组装,一方面,移动更加的便捷
一种装配式建筑吊装定位装置及定位方法.pdf
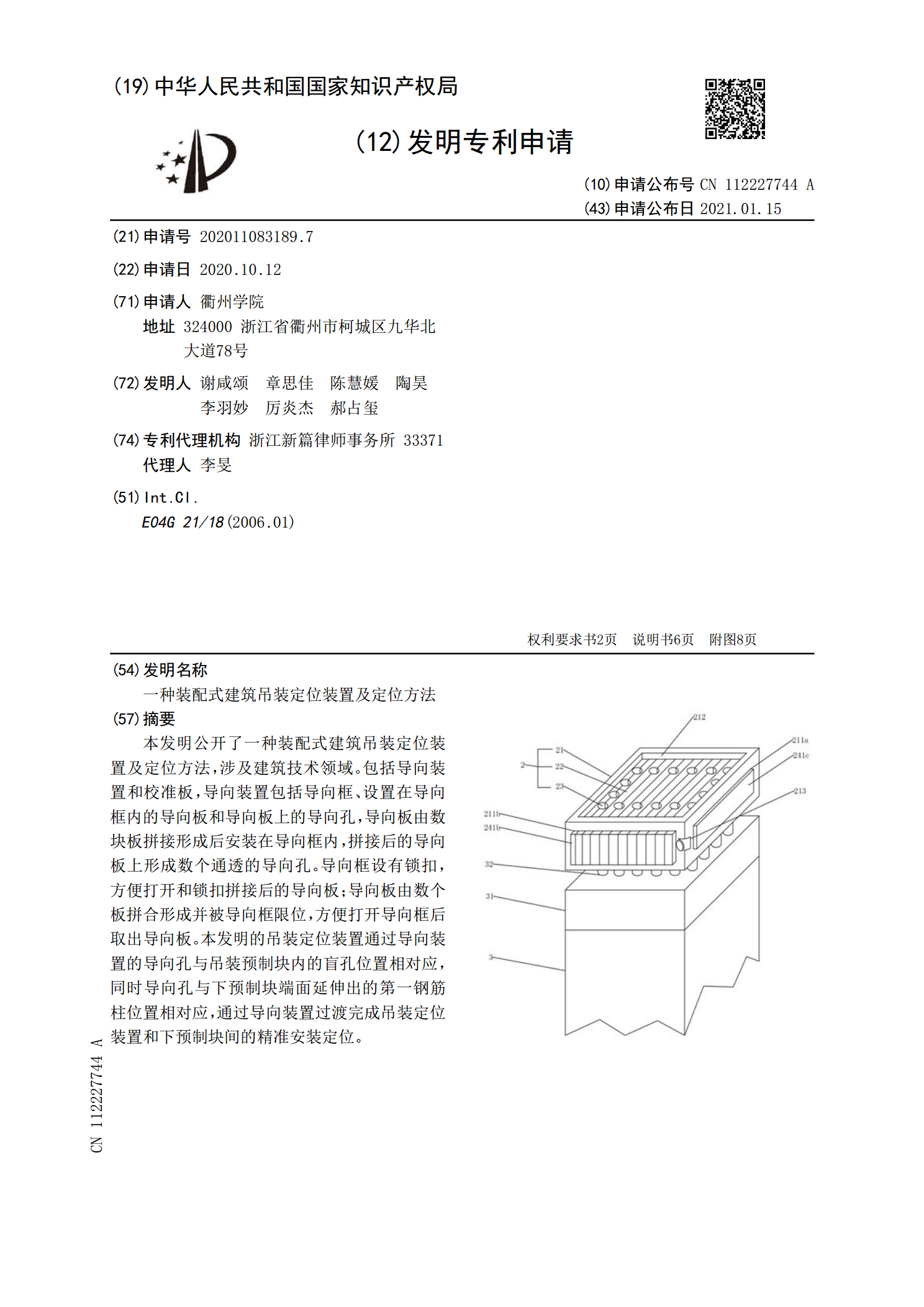
本发明公开了一种装配式建筑吊装定位装置及定位方法,涉及建筑技术领域。包括导向装置和校准板,导向装置包括导向框、设置在导向框内的导向板和导向板上的导向孔,导向板由数块板拼接形成后安装在导向框内,拼接后的导向板上形成数个通透的导向孔。导向框设有锁扣,方便打开和锁扣拼接后的导向板;导向板由数个板拼合形成并被导向框限位,方便打开导向框后取出导向板。本发明的吊装定位装置通过导向装置的导向孔与吊装预制块内的盲孔位置相对应,同时导向孔与下预制块端面延伸出的第一钢筋柱位置相对应,通过导向装置过渡完成吊装定位装置和下预制块