
一种蓄电池极板片收片装置.pdf

春波****公主

1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种蓄电池极板片收片装置.pdf
本发明公开了一种蓄电池极板片收片装置,包括干燥炉、干燥炉输送链、第一输送链、第二输送链,所述第二输送链的后下部设有间断运行输送带,所述第二输送链上的极板片之间具有间隙,所述第二输送链的上部设有计数器。有益效果在于:①杜绝第二输送链上的极板片局部部位相互叠置现象,能够很容易发现有缺陷的极板片;②无需人工计数,降低劳动强度,并且计数准确;③取消了片耳与链条的金属旋转摩擦机构,从而降低消耗,减少生产成本。
一种极板包片装置.pdf
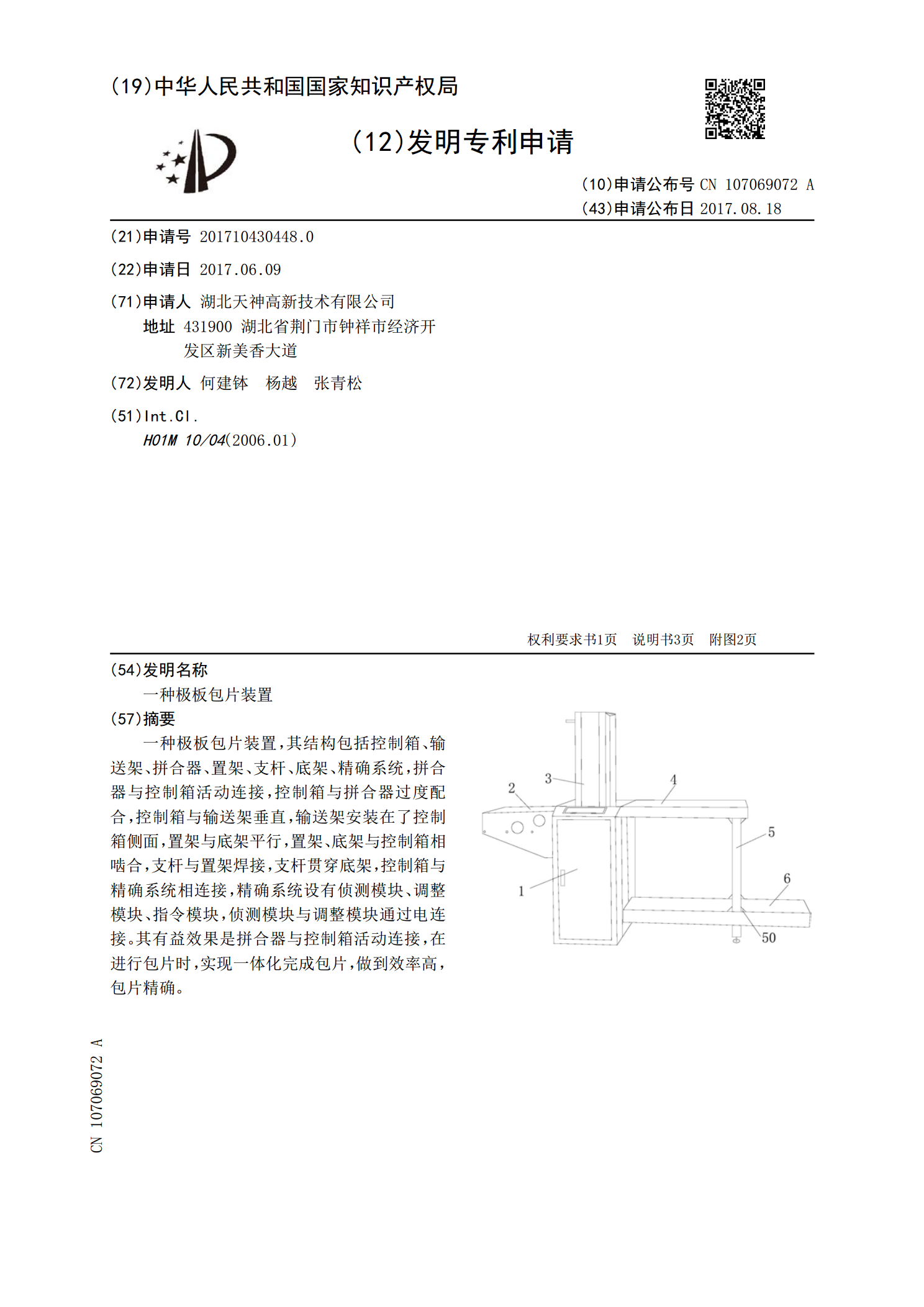
一种极板包片装置,其结构包括控制箱、输送架、拼合器、置架、支杆、底架、精确系统,拼合器与控制箱活动连接,控制箱与拼合器过度配合,控制箱与输送架垂直,输送架安装在了控制箱侧面,置架与底架平行,置架、底架与控制箱相啮合,支杆与置架焊接,支杆贯穿底架,控制箱与精确系统相连接,精确系统设有侦测模块、调整模块、指令模块,侦测模块与调整模块通过电连接。其有益效果是拼合器与控制箱活动连接,在进行包片时,实现一体化完成包片,做到效率高,包片精确。
一种自动收片装置.pdf
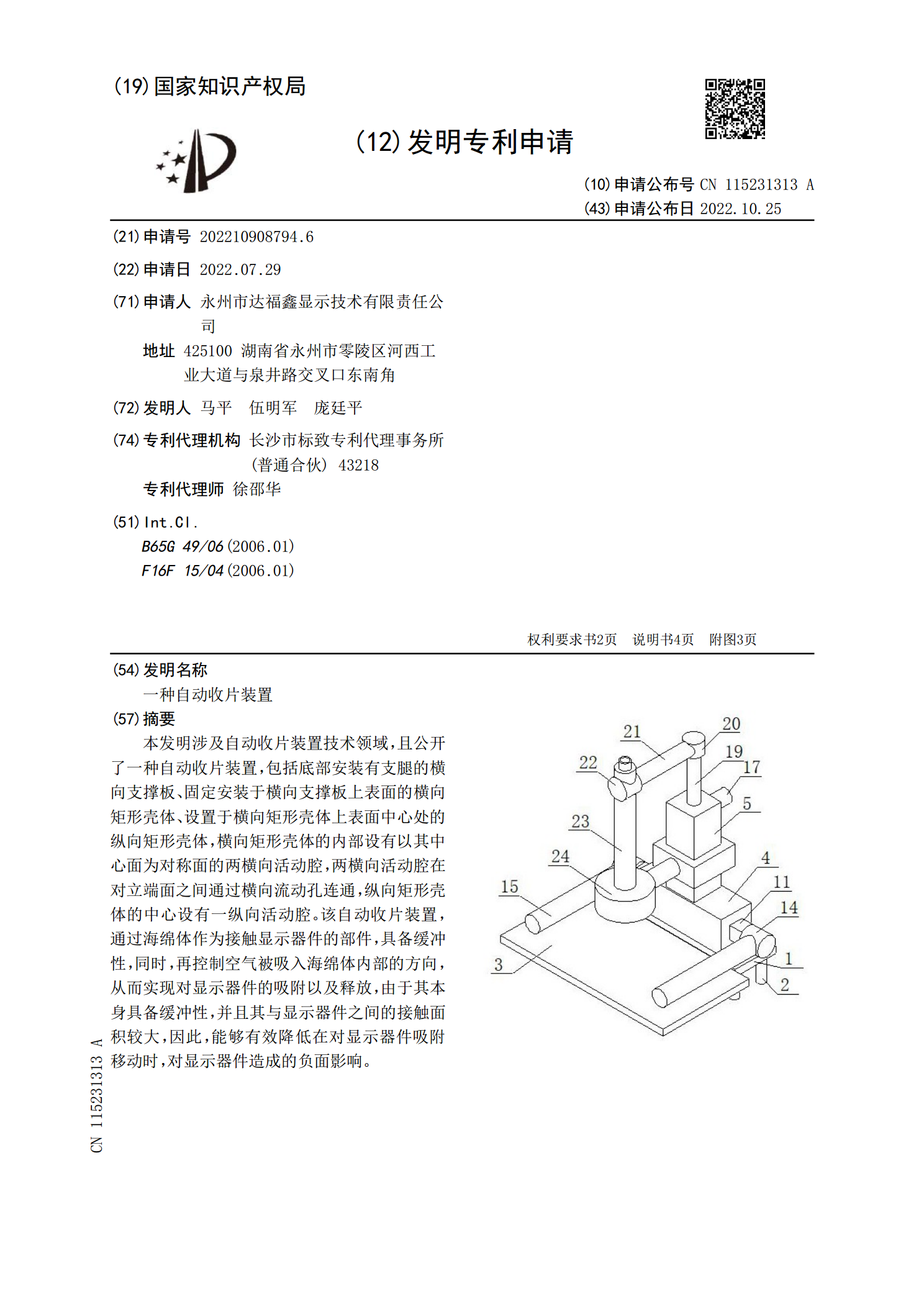
本发明涉及自动收片装置技术领域,且公开了一种自动收片装置,包括底部安装有支腿的横向支撑板、固定安装于横向支撑板上表面的横向矩形壳体、设置于横向矩形壳体上表面中心处的纵向矩形壳体,横向矩形壳体的内部设有以其中心面为对称面的两横向活动腔,两横向活动腔在对立端面之间通过横向流动孔连通,纵向矩形壳体的中心设有一纵向活动腔。该自动收片装置,通过海绵体作为接触显示器件的部件,具备缓冲性,同时,再控制空气被吸入海绵体内部的方向,从而实现对显示器件的吸附以及释放,由于其本身具备缓冲性,并且其与显示器件之间的接触面积较大,

铅酸蓄电池极板刷片机.pdf
本发明公开了一种铅酸蓄电池极板刷片机,包括机身、夹具链条系统、刷子系统,所述夹具链条系统设于所述机身的上部,所述刷子系统设于所述夹具链条系统的中部,所述夹具链条系统包括主电机、主动链轮、张紧链轮、主链条,所述主动链轮由所述主电机驱动,所述主链条上设有若干夹具,所述刷子系统包括相对设置的碗形刷,所述碗形刷由碗刷电机驱动。本发明由于采用了上述技术方案,该设备对铅酸蓄电池正负极板边框实现自动化刷磨,刷片效果好且质量稳定,减少人力占用,设备操作简单、便捷、可靠。

铅酸蓄电池极板刷片机.pdf
本发明提供铅酸蓄电池极板刷片机,包括机身、设在机身上的夹具链条系统、设在机身上与夹具链条系统对应的气缸驱动系统、刷子系统,所述机身上还设有与刷子系统对应的偏心轮运动系统。能够对铅酸蓄电池极板边框实现自动化刷磨,粉尘污染小,刷片效果好且质量稳定。