
碳纤维硬毡表面处理方法及碳纤维硬毡.pdf

书生****文章


1/7
2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
碳纤维硬毡表面处理方法及碳纤维硬毡.pdf
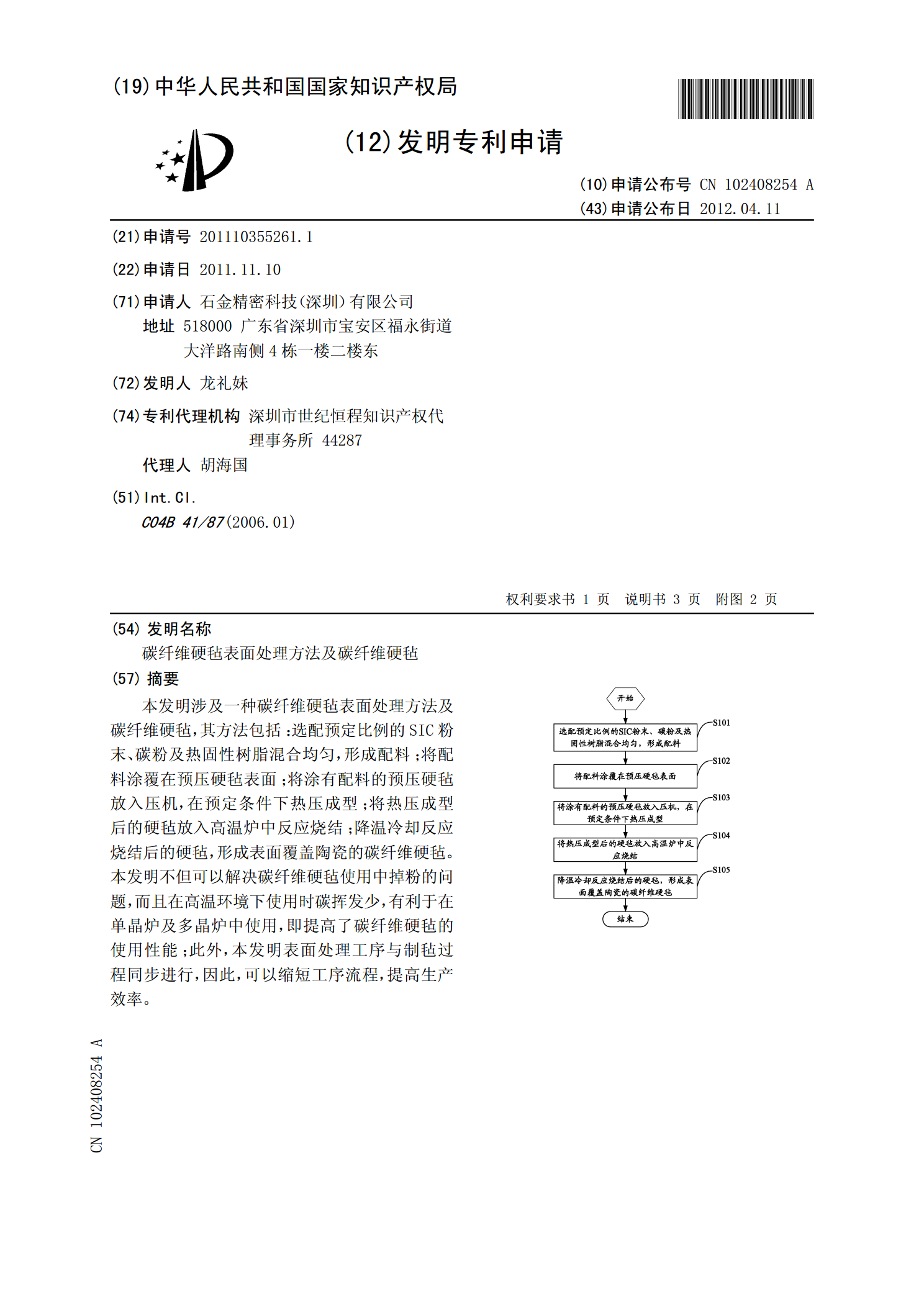
本发明涉及一种碳纤维硬毡表面处理方法及碳纤维硬毡,其方法包括:选配预定比例的SIC粉末、碳粉及热固性树脂混合均匀,形成配料;将配料涂覆在预压硬毡表面;将涂有配料的预压硬毡放入压机,在预定条件下热压成型;将热压成型后的硬毡放入高温炉中反应烧结;降温冷却反应烧结后的硬毡,形成表面覆盖陶瓷的碳纤维硬毡。本发明不但可以解决碳纤维硬毡使用中掉粉的问题,而且在高温环境下使用时碳挥发少,有利于在单晶炉及多晶炉中使用,即提高了碳纤维硬毡的使用性能;此外,本发明表面处理工序与制毡过程同步进行,因此,可以缩短工序流程,提高生
一种碳纤维保温硬毡层间均匀快速粘接的方法.pdf
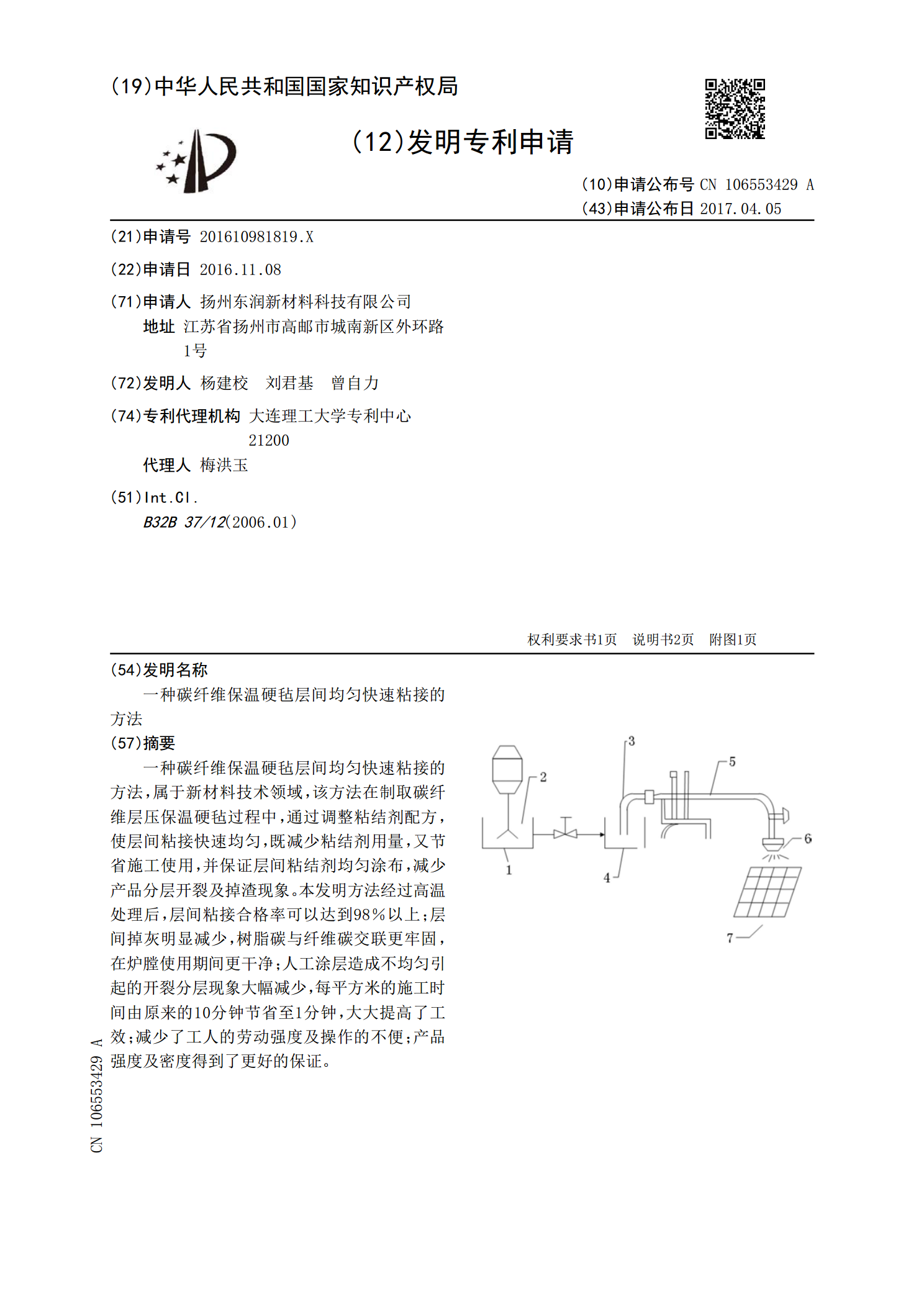
一种碳纤维保温硬毡层间均匀快速粘接的方法,属于新材料技术领域,该方法在制取碳纤维层压保温硬毡过程中,通过调整粘结剂配方,使层间粘接快速均匀,既减少粘结剂用量,又节省施工使用,并保证层间粘结剂均匀涂布,减少产品分层开裂及掉渣现象。本发明方法经过高温处理后,层间粘接合格率可以达到98%以上;层间掉灰明显减少,树脂碳与纤维碳交联更牢固,在炉膛使用期间更干净;人工涂层造成不均匀引起的开裂分层现象大幅减少,每平方米的施工时间由原来的10分钟节省至1分钟,大大提高了工效;减少了工人的劳动强度及操作的不便;产品强度及密
水溶性酚醛树脂作为固化剂制备碳纤维隔热硬毡的方法.pdf
本申请提供了一种水溶性酚醛树脂作为固化剂制备碳纤维隔热硬毡的方法,首先将碳纤维软毡引入储存有水溶性酚醛树脂的浸渍罐中进行浸渍处理,浸渍完成后经挤压轮挤压出多余的浸渍液,然后将碳纤维软毡引入低温烘箱中进行脱水处理,完成后制得碳纤维预浸料软毡,然后将碳纤维预浸料软毡放在模具内,在热压机内通过热压固化处理变成碳纤维硬毡毛胚,然后将碳纤维硬毡毛胚在真空高温炉中烧结,制得石墨化的碳纤维隔热硬毡;采用水溶性酚醛树脂来代替酚醛树脂有机溶剂溶液作为固化剂,且对多个工艺步骤与工艺参数进行了适应性改变,最终避免了使用传统有机
一种活性碳纤维毡表面清理设备.pdf
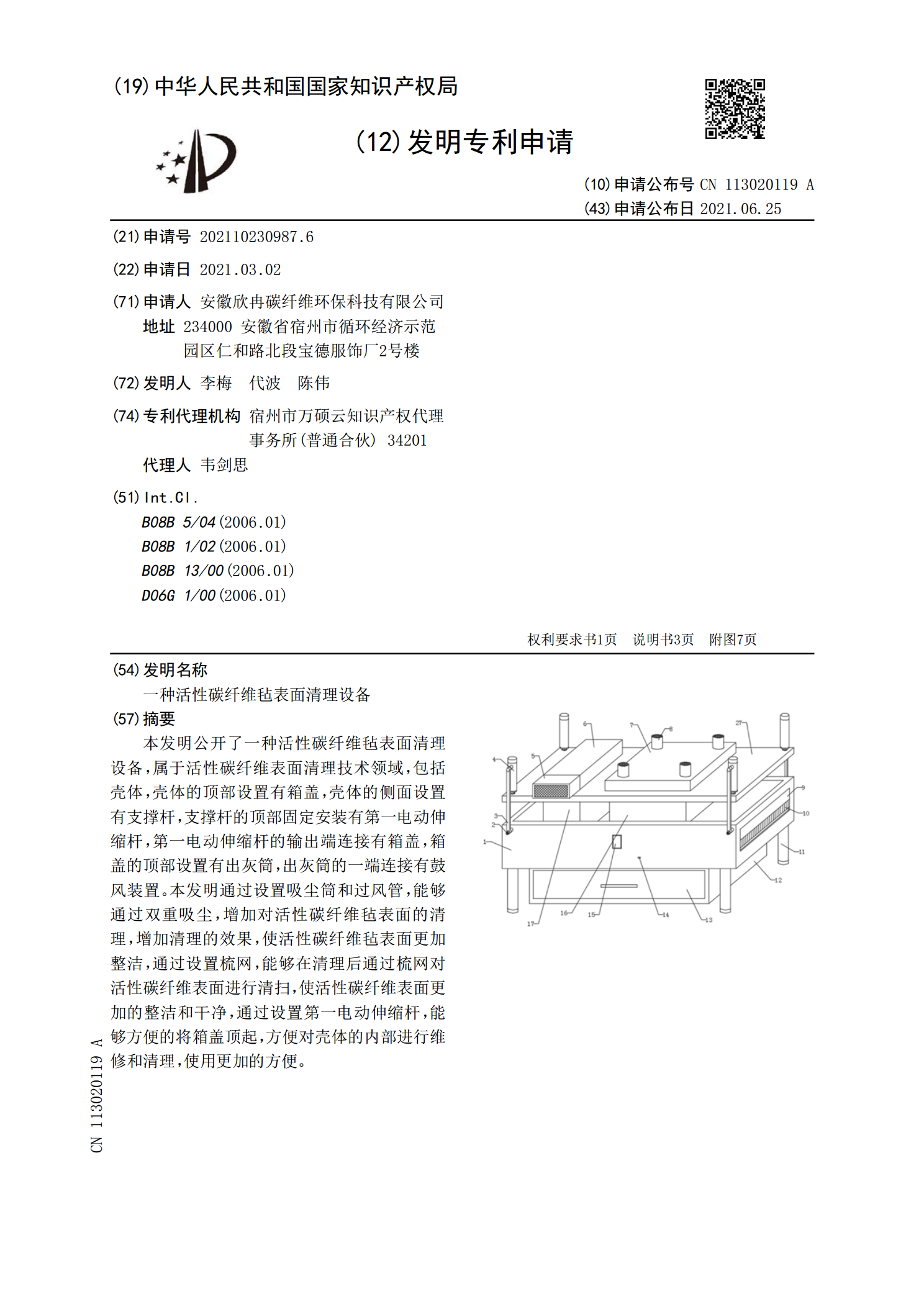
本发明公开了一种活性碳纤维毡表面清理设备,属于活性碳纤维表面清理技术领域,包括壳体,壳体的顶部设置有箱盖,壳体的侧面设置有支撑杆,支撑杆的顶部固定安装有第一电动伸缩杆,第一电动伸缩杆的输出端连接有箱盖,箱盖的顶部设置有出灰筒,出灰筒的一端连接有鼓风装置。本发明通过设置吸尘筒和过风管,能够通过双重吸尘,增加对活性碳纤维毡表面的清理,增加清理的效果,使活性碳纤维毡表面更加整洁,通过设置梳网,能够在清理后通过梳网对活性碳纤维表面进行清扫,使活性碳纤维表面更加的整洁和干净,通过设置第一电动伸缩杆,能够方便的将箱盖

碳纤维毡表面磁控溅射纳米铜薄膜的工艺优化.docx
碳纤维毡表面磁控溅射纳米铜薄膜的工艺优化碳纤维毡表面磁控溅射纳米铜薄膜的工艺优化摘要:随着纳米技术的快速发展,纳米材料的研究和应用日益受到关注。本文以碳纤维毡表面磁控溅射纳米铜薄膜的工艺优化为研究课题。通过对溅射参数、基底处理和后处理等方面的优化,实现了纳米铜薄膜的高质量、高精度制备。关键词:纳米铜薄膜;碳纤维毡;磁控溅射;工艺优化引言:纳米铜薄膜是一种具有优异性能的新型功能材料,广泛应用于光电子器件、传感器、能源储存等领域。磁控溅射是一种常用的纳米薄膜制备技术,具有制备过程简单、成本低、制备薄膜质量高等