
液压马达输出轴离子渗氮工艺方法.pdf

努力****冰心

1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
液压马达输出轴离子渗氮工艺方法.pdf
本发明公开了一种液压马达输出轴离子渗氮工艺方法,它包括装炉、升温、保温和降温等步骤,它采用了专用的离子渗氮工具进行辉光离子渗氮处理,这种专用的离子渗氮工具包括有金属材料制成的,上端和下端设有开口的,壁厚小于6毫米的筒体,该筒体的上端口设有支撑板,在所述支撑板中插装有金属棒;所述筒体的筒壁上至少包括有5个直径各不相同的标尺通孔,这5个标尺通孔当中最大一个标尺通孔的直径为15毫米,最小一个标尺通孔直径为4毫米。本发明可以解决液压马达输出轴处理后变形大,处理后因为变形大而造成加工困难和制造成本高的问题。

一种氛围循环的井式氮化炉及液压马达输出轴渗氮工艺.pdf
本发明涉及一种渗氮处理技术,具体是一种氛围循环的井式氮化炉及液压马达输出轴渗氮工艺,该氮化炉包括炉体结构和氮气循环结构;炉体结构内设置有内衬,内衬将炉体结构的内部分隔为外腔和内腔;氮气循环结构包括用于用于将处于炉体结构上方的氮气于内腔中垂直向下吹送的直吹组件,和用于将外腔上部的氮气向内腔中水平抽送的平抽组件;直吹组件与平抽组件机械配合。通过设置的内衬将炉体内部划分为内外双腔,并在双腔之间设置了平抽组件和直吹组件,平抽组件与直吹组件之间机械配合,有序疏导内外腔中的氮气氛围反向流动,使得氮气氛围在炉体内形成闭

离子渗氮工艺原理.doc
离子渗氮工艺原理【2009-1-8】﹝一﹞钢的渗氮渗氮是把氮渗入钢件的表面,形成富氮硬化层的化学热处理过程。在工业生产中,常用的工艺方法有:气体渗氮、盐浴渗氮和离子渗氮。1.渗氮工艺的特点﹝1﹞渗氮后的零件表面具有高的硬度、耐磨性、疲劳强度和低的缺口敏感性。﹝2﹞渗氮温度较低,一般在500-600℃,而且,渗氮层的高硬度可以由渗氮直接得到,不需要经过较高温度的加热和淬火。所以,渗氮工艺的变形是最小的,常常作为零件的最后一道工序。﹝3﹞渗氮层有较高的抗腐蚀性能。2.渗氮工艺的化学过程渗氮和其他化学热处理工艺
一种摆线液压马达输出轴及其加工方法.pdf
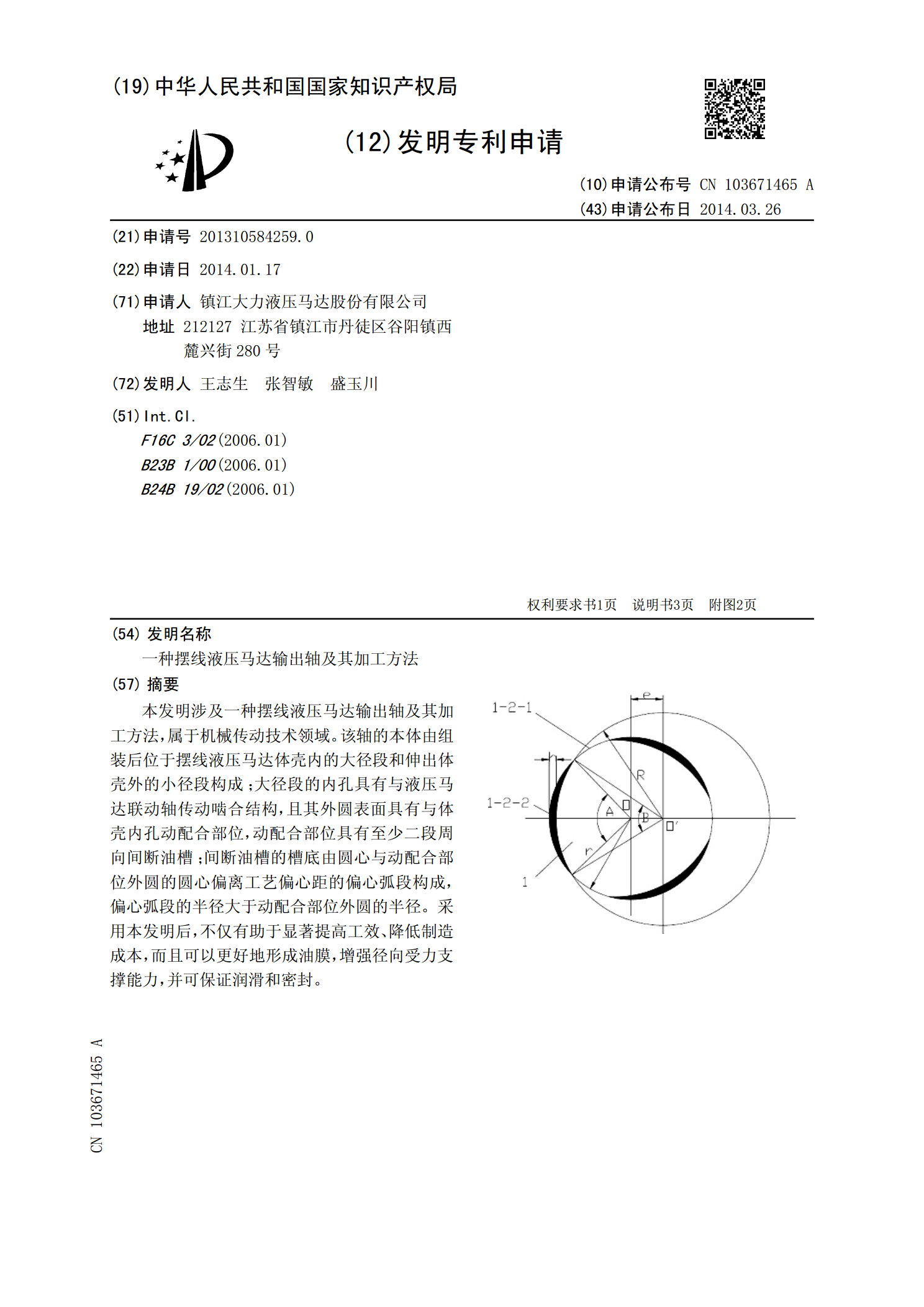
本发明涉及一种摆线液压马达输出轴及其加工方法,属于机械传动技术领域。该轴的本体由组装后位于摆线液压马达体壳内的大径段和伸出体壳外的小径段构成;大径段的内孔具有与液压马达联动轴传动啮合结构,且其外圆表面具有与体壳内孔动配合部位,动配合部位具有至少二段周向间断油槽;间断油槽的槽底由圆心与动配合部位外圆的圆心偏离工艺偏心距的偏心弧段构成,偏心弧段的半径大于动配合部位外圆的半径。采用本发明后,不仅有助于显著提高工效、降低制造成本,而且可以更好地形成油膜,增强径向受力支撑能力,并可保证润滑和密封。

后轴输出轴配流摆线液压马达.pdf
本发明涉及一种后轴输出轴配流摆线液压马达,液压传动技术领域。本发明的该摆线液压马达包括体壳和定子,体壳后端与定子的前端相互固连,体壳中支撑有从其前端伸出的输出轴,定子中装有与之构成摆线针轮副的转子,输出轴与体壳之间构成轴配流机构,还包括后盖、后轴以及联轴器,后盖支撑其后端输出的后轴,后轴的输出端具有突出的小轴,小轴上采用铣扁结构与辅助传动连接。采用本发明后,采用本发明后,可以实现与输出轴同步辅助运动的精确输出,满足特定运动输出的需求,增加马达的功能,从而提高了产品的性价比。