
一种半钢包工作衬浇注方法.pdf

英瑞****写意

1/8

2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种半钢包工作衬浇注方法.pdf
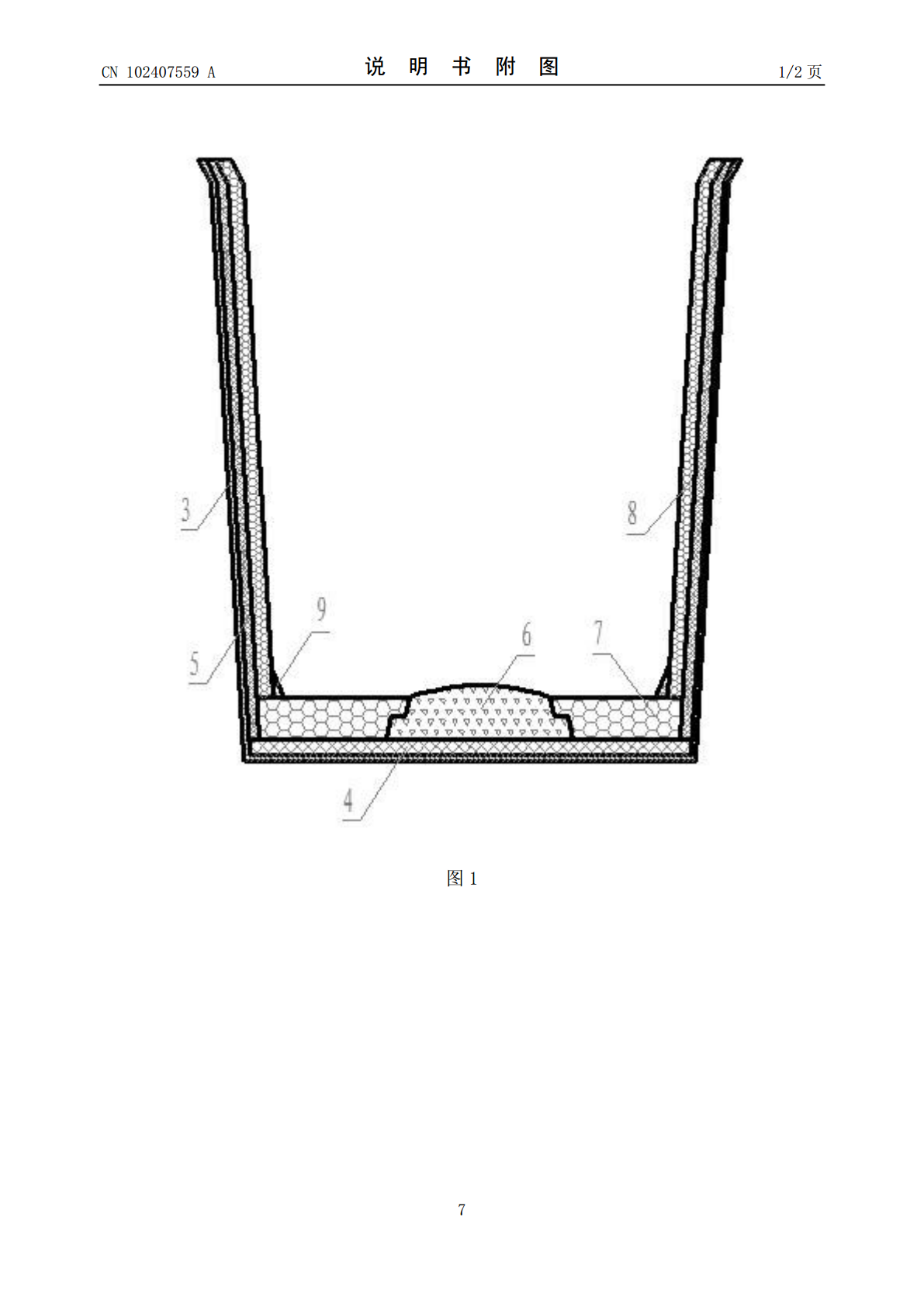
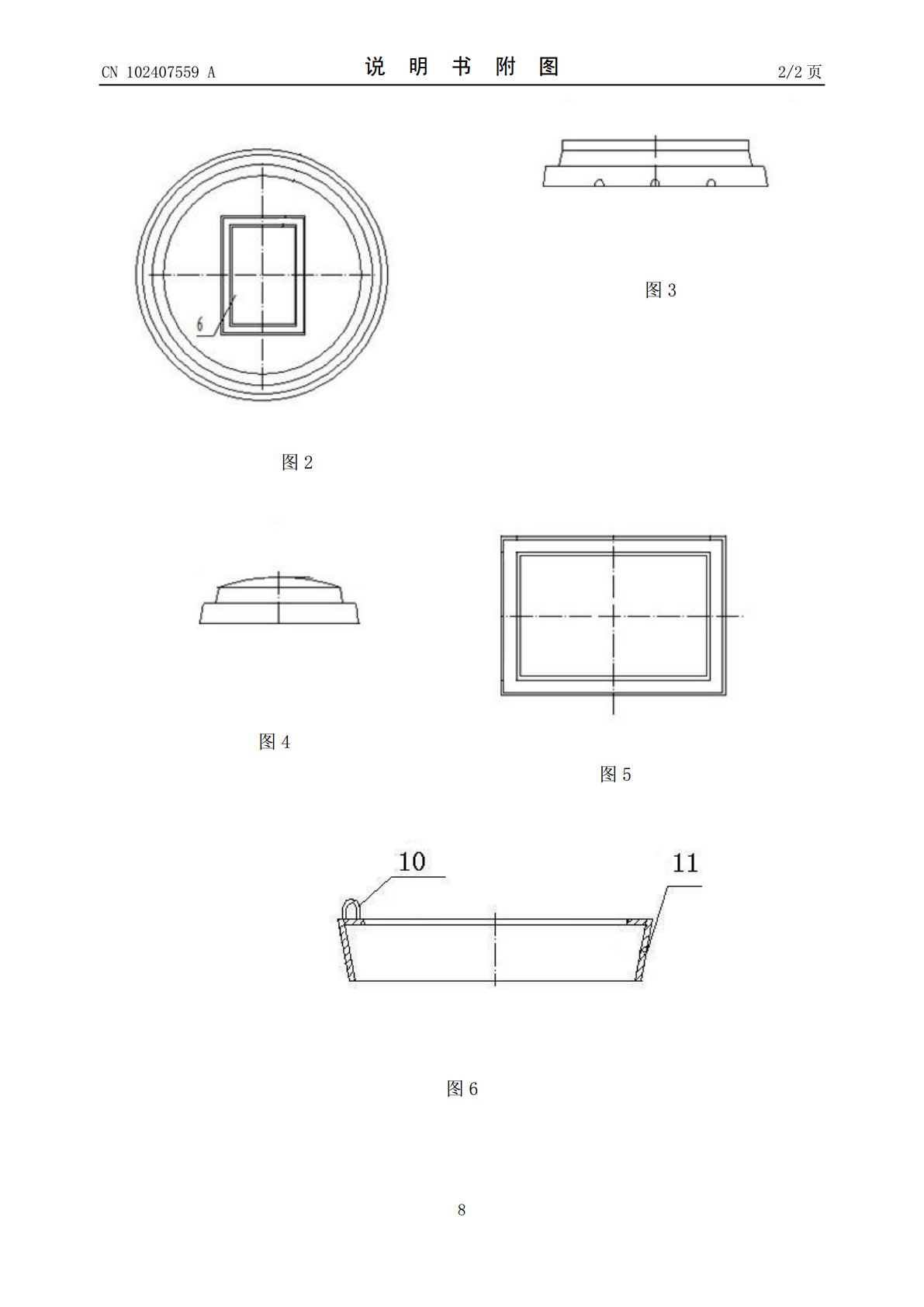
本发明涉及一种半钢包工作衬浇注方法,属于钢铁冶金中半钢包内衬整体浇注技术领域。技术方案是:按照先浇注包底和冲击块、后浇注包壁、再浇注冲击保护圈的顺序进行;包底冲击块位于包底永久衬上,包底冲击块(6)与包底永久衬(4)和包底工作衬(7)之间浇注为一体;使用膜具浇注冲击保护圈,冲击保护圈(11)位于包底工作衬(5)与包壁工作衬(8)连接区域,冲击保护圈与包底工作衬和包壁工作衬之间浇注为一体。本发明用于浇注半钢包新工作衬和包底工作衬侵蚀重的包壁残衬的套浇,延长工作衬使用寿命,降低包衬耐火材料消耗量,综合包衬使用
一种钢包浇注工作衬的修砌方法.pdf
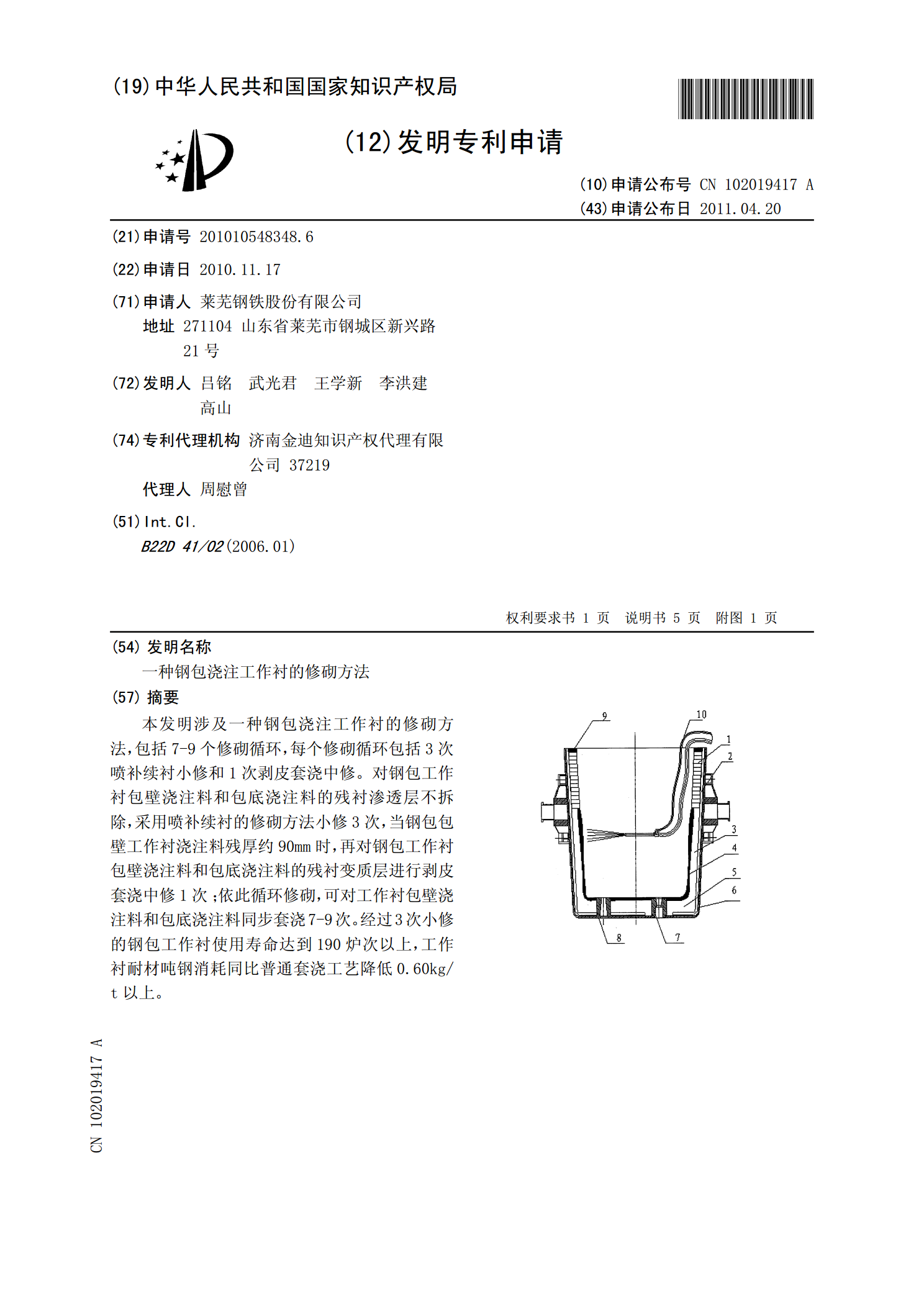
本发明涉及一种钢包浇注工作衬的修砌方法,包括7-9个修砌循环,每个修砌循环包括3次喷补续衬小修和1次剥皮套浇中修。对钢包工作衬包壁浇注料和包底浇注料的残衬渗透层不拆除,采用喷补续衬的修砌方法小修3次,当钢包包壁工作衬浇注料残厚约90mm时,再对钢包工作衬包壁浇注料和包底浇注料的残衬变质层进行剥皮套浇中修1次;依此循环修砌,可对工作衬包壁浇注料和包底浇注料同步套浇7-9次。经过3次小修的钢包工作衬使用寿命达到190炉次以上,工作衬耐材吨钢消耗同比普通套浇工艺降低0.60kg/t以上。
半轻质钢包永久层浇注料及其制备钢包永久层的方法.pdf
本发明公开了一种半轻质钢包永久层浇注料及其制备钢包永久层的方法,属于炼钢钢包炉技术领域。它由如下重量百分比的各成分组成:高铝矾土熟料10~35%;天然烧结莫来石10~30%;轻质莫来石10~30%;莫来石球10~20%;铝酸钙水泥2~6%;氧化铝微粉2~8%;硅微粉3~6%;不锈钢纤维0.5~3%;聚丙烯纤维0.01~0.04%;减水剂0.1~0.5%。由该浇注料制成的永久层不仅具备隔热保温性能,同时,在承受高温钢水侵蚀作用下,力学强度较高,能有效防止钢壳形变以及其带来的相关安全风险。

一种钢包工作衬砖的修补方法.pdf
本发明涉及钢铁冶金钢包内衬修砌技术领域,公开了一种钢包工作衬砖的修补方法,包括步骤S1:通过工作衬砖的结构参数以及工作衬砖上对应孔缝的结构参数选取挖补设备;步骤S2:利用挖补设备对孔缝进行预设处理,并将修补填料安装在预设处理后的孔缝中;步骤S3:将修补后的钢包进行烘烤备用。本发明提供的钢包工作衬砖的修补方法,通过选择合适的挖补设备对工作衬砖的孔隙进行处理,利用修补填料对孔隙进行修补并进行烘烤,最大程度上保留了钢包工作衬的整体结构,解决了修补后钢包连续使用寿命问题,同时降低了吨钢耐材损耗,节省了整体耐材消耗

钢包工作衬刚玉--尖晶石浇注料的研究的开题报告.docx
钢包工作衬刚玉--尖晶石浇注料的研究的开题报告一、选题背景钢包是钢铁生产中不可或缺的重要设备,在钢水浇铸过程中承担着极为重要的作用。然而,钢包在使用过程中面临着许多严峻的挑战,如高温、腐蚀等,为了保证钢包的稳定运行和延长使用寿命,必须采取有效的措施对其进行维护和保养。其中,钢包工作衬是保障钢包正常运行的关键性部件,其表面质量和使用寿命直接影响钢包的工作效率和生产成本。目前,钢包工作衬主要采用的是尖晶石类浇注料,因其具有较好的耐磨、抗腐蚀性能等优点,已成为钢包工作衬的主流材料。但是,当前尖晶石类浇注料的材质