
采用镍基钎料热喷焊制备单层金刚石的方法.pdf

慧颖****23

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
采用镍基钎料热喷焊制备单层金刚石的方法.pdf
一种采用镍基钎料热喷焊制备单层金刚石工具的方法,具体包括(1)金刚石工具基体制备,(2)将高温钎料喷焊到工具基体表面,(3)向熔融态高温钎料中加入金刚石颗粒,(4)钎焊金刚石工具。本发明利用机械方法向熔融态高温钎料中加入金刚石颗粒,在减少高温钎焊金刚石颗粒热损伤的同时,金刚石颗粒和钎料发生化学冶金结合,具有较高的结合强度,使金刚石颗粒的性能得到充分利用。与普通真空炉中钎焊相比,可以缩短加热和制备时间,提高工具生产效率。
镍锰基无硼钎料.pdf
镍锰基无硼钎料,涉及一种合金钎料。所述镍锰基无硼钎料按质量百分比的组成为:45%~70%Ni、25%~48%Mn、0.5%~2%Si、0%~10%Fe、0%~7%Co。所述镍锰基无硼钎料的制备方法如下:将全部原材料放入电弧熔炼炉中,在氩气保护气氛下逐渐加大电流至100~150A,使得原材料熔炼均匀,即得镍锰基无硼钎料。镍锰基无硼钎料可制成块状和薄带。镍锰基无硼钎料锰含量高,熔点低,钎焊接头可获得很高的强度和韧性;不含硼,硅含量低,钎缝组织为单相固溶体;并且制备工艺简单,成本低,具有重要的实际应用价值。
采用Ag-Cr复合钎料钎焊碳材料与镍基合金的方法.pdf
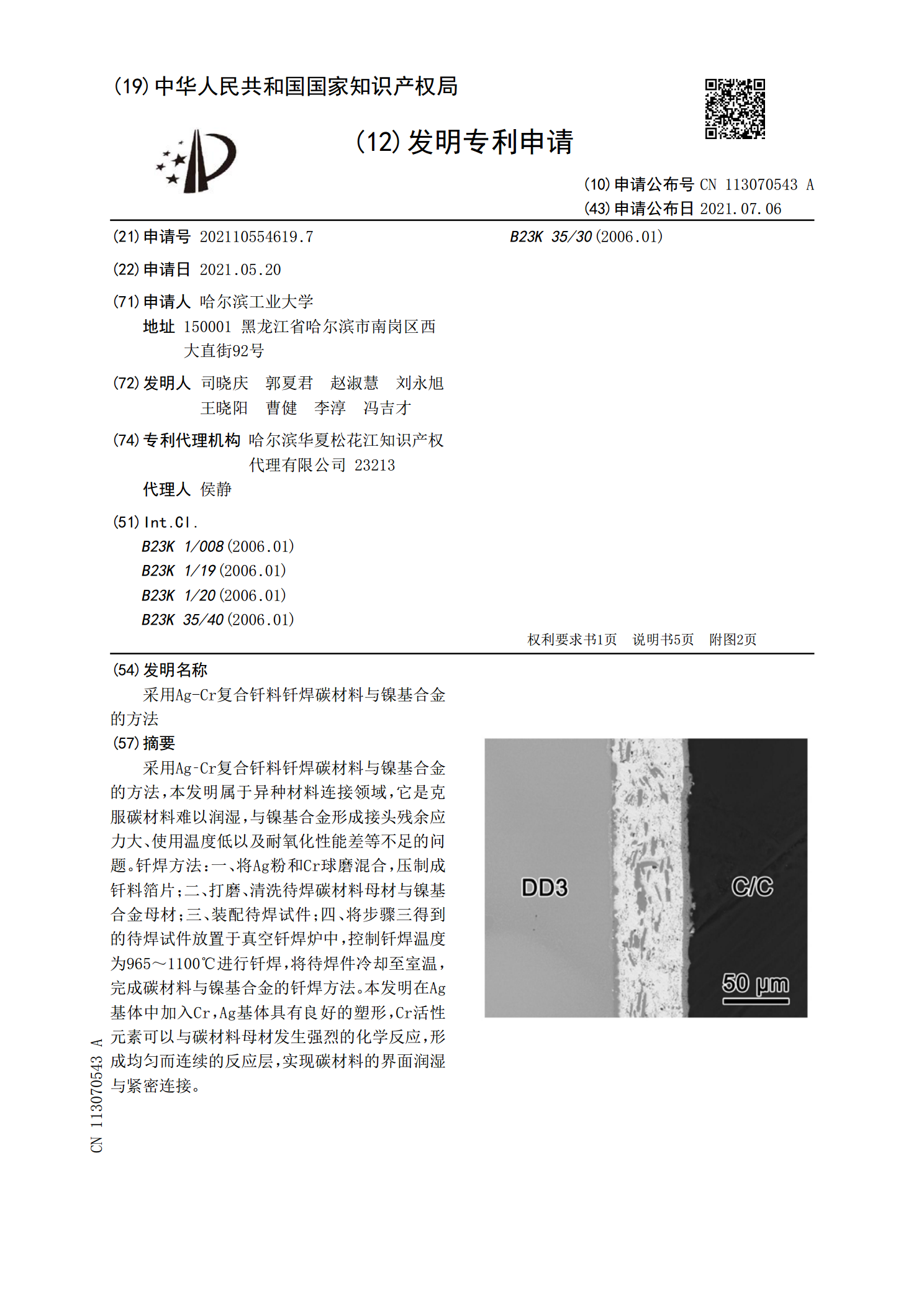
采用Ag‑Cr复合钎料钎焊碳材料与镍基合金的方法,本发明属于异种材料连接领域,它是克服碳材料难以润湿,与镍基合金形成接头残余应力大、使用温度低以及耐氧化性能差等不足的问题。钎焊方法:一、将Ag粉和Cr球磨混合,压制成钎料箔片;二、打磨、清洗待焊碳材料母材与镍基合金母材;三、装配待焊试件;四、将步骤三得到的待焊试件放置于真空钎焊炉中,控制钎焊温度为965~1100℃进行钎焊,将待焊件冷却至室温,完成碳材料与镍基合金的钎焊方法。本发明在Ag基体中加入Cr,Ag基体具有良好的塑形,Cr活性元素可以与碳材料母材发
高抗腐蚀性镍基钎料箔带及其制备方法.pdf
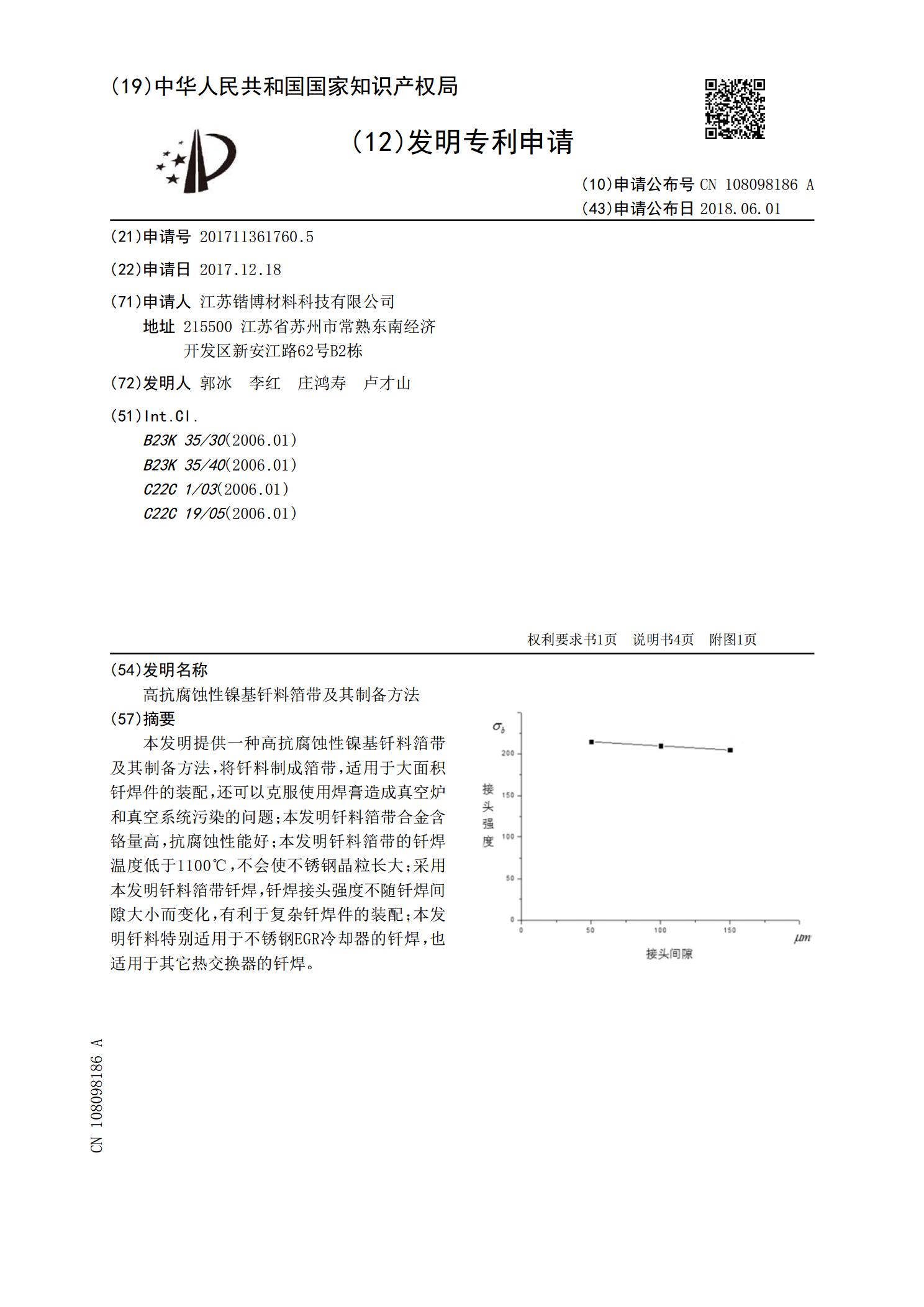
本发明提供一种高抗腐蚀性镍基钎料箔带及其制备方法,将钎料制成箔带,适用于大面积钎焊件的装配,还可以克服使用焊膏造成真空炉和真空系统污染的问题;本发明钎料箔带合金含铬量高,抗腐蚀性能好;本发明钎料箔带的钎焊温度低于1100℃,不会使不锈钢晶粒长大;采用本发明钎料箔带钎焊,钎焊接头强度不随钎焊间隙大小而变化,有利于复杂钎焊件的装配;本发明钎料特别适用于不锈钢EGR冷却器的钎焊,也适用于其它热交换器的钎焊。
GB10859-89镍基钎料.pdf