
一种锻件汽轮机用套筒的锻造加热方法.pdf

An****99


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锻件汽轮机用套筒的锻造加热方法.pdf
本发明公开一种锻件汽轮机用套筒的锻造加热方法,其将2Cr12NiMo1W1V锻造坯料放入温度为650℃加热炉内,然后在3小时内匀速升温至850℃,保温1小时,再在1.5小时内匀速升温至1140℃~1180℃,保温1.5小时后取出进行锻造。本发明低倍组织均匀,无偏析,非金属夹杂物≤2级(ASTM评级图),奥氏体晶粒度>4级,调质后δ铁素体不均匀不超过10%,解决了制程过程易碎裂、变形难度高、性能指标难达到的关键性技术问题,其锻件汽轮机用套筒具有优良的机械性能。
一种锻件密封环的锻造加热方法.pdf
本发明公开一种锻件密封环的锻造加热方法,其将NiCr20TiAl-T6锻造坯料放入温度为300℃加热炉内,然后在4小时内匀速升温至800℃,保温3.8小时,再在3小时内匀速升温至1150℃,保温3.5小时后取出进行锻造。本发明材料选择、制作过程粗细、加工部署须合理科学,材料采用真空冶炼电渣重熔钢,制定严格的加热锻造控制工艺来解决锻造温度范围窄(100-120℃),变形抗力大,易开裂、粗晶、中心疏松、临界变形量及中间锻造过程控制关键技术问题,其锻件密封环具有优良的机械性能。

汽轮机用耐高温锻件及其锻造方法.pdf
本发明提供一种汽轮机用耐高温锻件及其锻造方法,该汽轮机用耐高温锻件按重量百分比计,其成分包含:C:0.20‑0.24%、Si:0.10‑0.50%、Mn:0.50‑0.80%、P:≤0.025%、S:≤0.020%、Cr:11.8‑12.5%、Mo:1.0‑1.20%、Ni:0.60‑0.80%、V:0.25‑0.35%、Al:0.02‑0.05%、W:≤0.60%、Nb0.02‑0.05%、N:80‑180PPm,其余为Fe和不可避免的杂质。
汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件.pdf
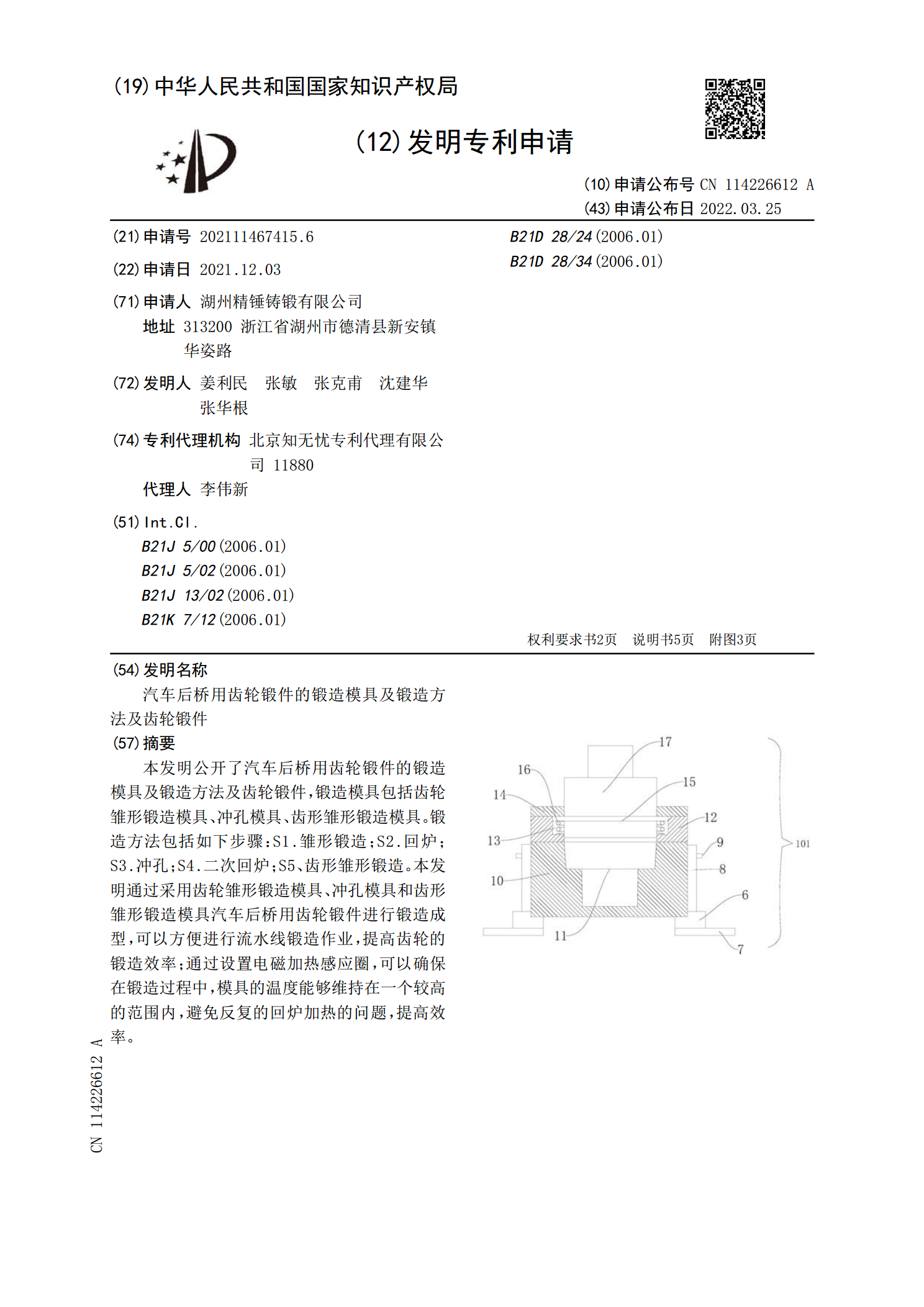
本发明公开了汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件,锻造模具包括齿轮雏形锻造模具、冲孔模具、齿形雏形锻造模具。锻造方法包括如下步骤:S1.雏形锻造;S2.回炉;S3.冲孔;S4.二次回炉;S5、齿形雏形锻造。本发明通过采用齿轮雏形锻造模具、冲孔模具和齿形雏形锻造模具汽车后桥用齿轮锻件进行锻造成型,可以方便进行流水线锻造作业,提高齿轮的锻造效率;通过设置电磁加热感应圈,可以确保在锻造过程中,模具的温度能够维持在一个较高的范围内,避免反复的回炉加热的问题,提高效率。
汽轮机转子锻件的锻造装置和方法.pdf
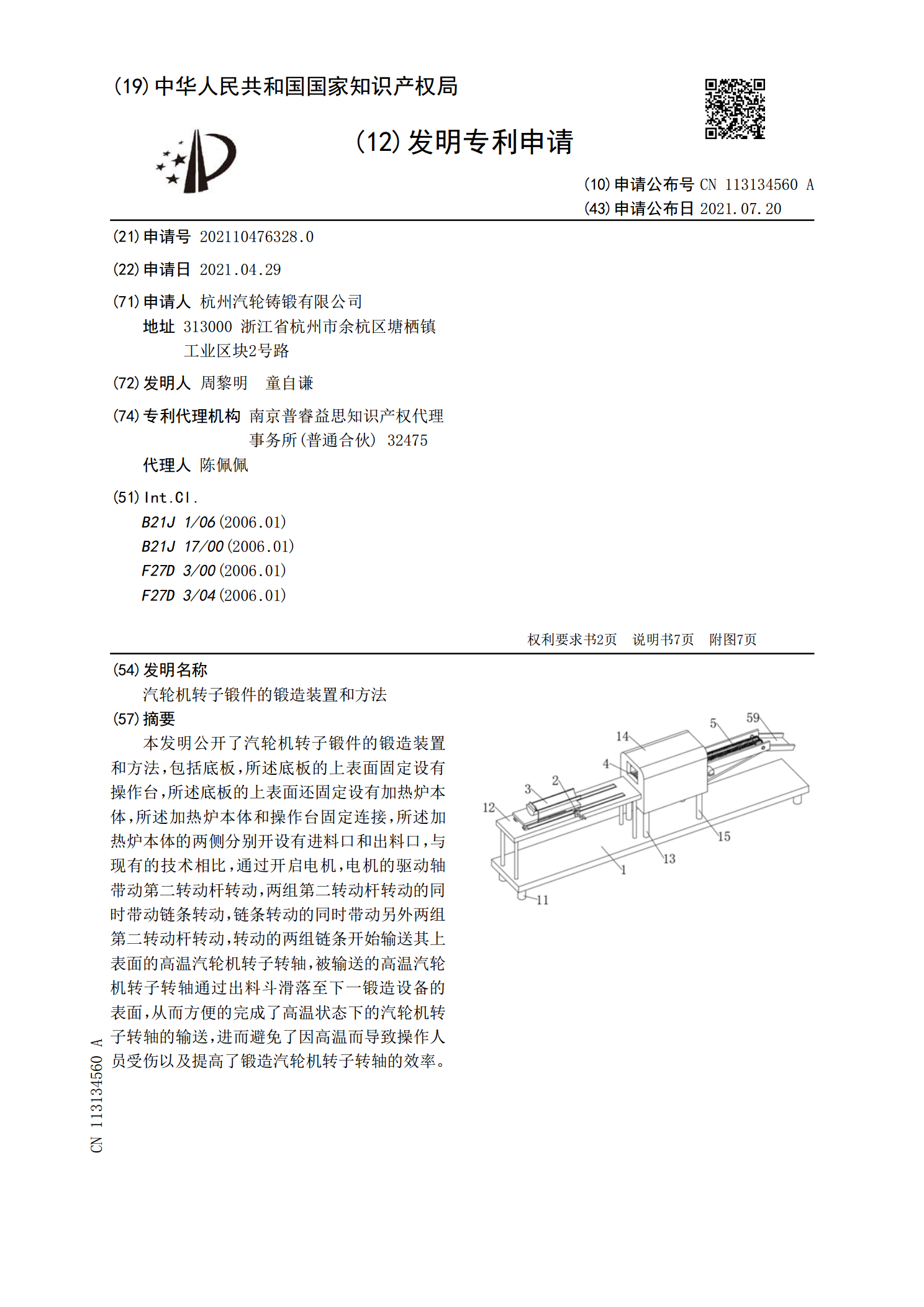
本发明公开了汽轮机转子锻件的锻造装置和方法,包括底板,所述底板的上表面固定设有操作台,所述底板的上表面还固定设有加热炉本体,所述加热炉本体和操作台固定连接,所述加热炉本体的两侧分别开设有进料口和出料口,与现有的技术相比,通过开启电机,电机的驱动轴带动第二转动杆转动,两组第二转动杆转动的同时带动链条转动,链条转动的同时带动另外两组第二转动杆转动,转动的两组链条开始输送其上表面的高温汽轮机转子转轴,被输送的高温汽轮机转子转轴通过出料斗滑落至下一锻造设备的表面,从而方便的完成了高温状态下的汽轮机转子转轴的输送,