
一种小方坯生产工艺.pdf

是你****优呀


1/7
2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小方坯生产工艺.pdf
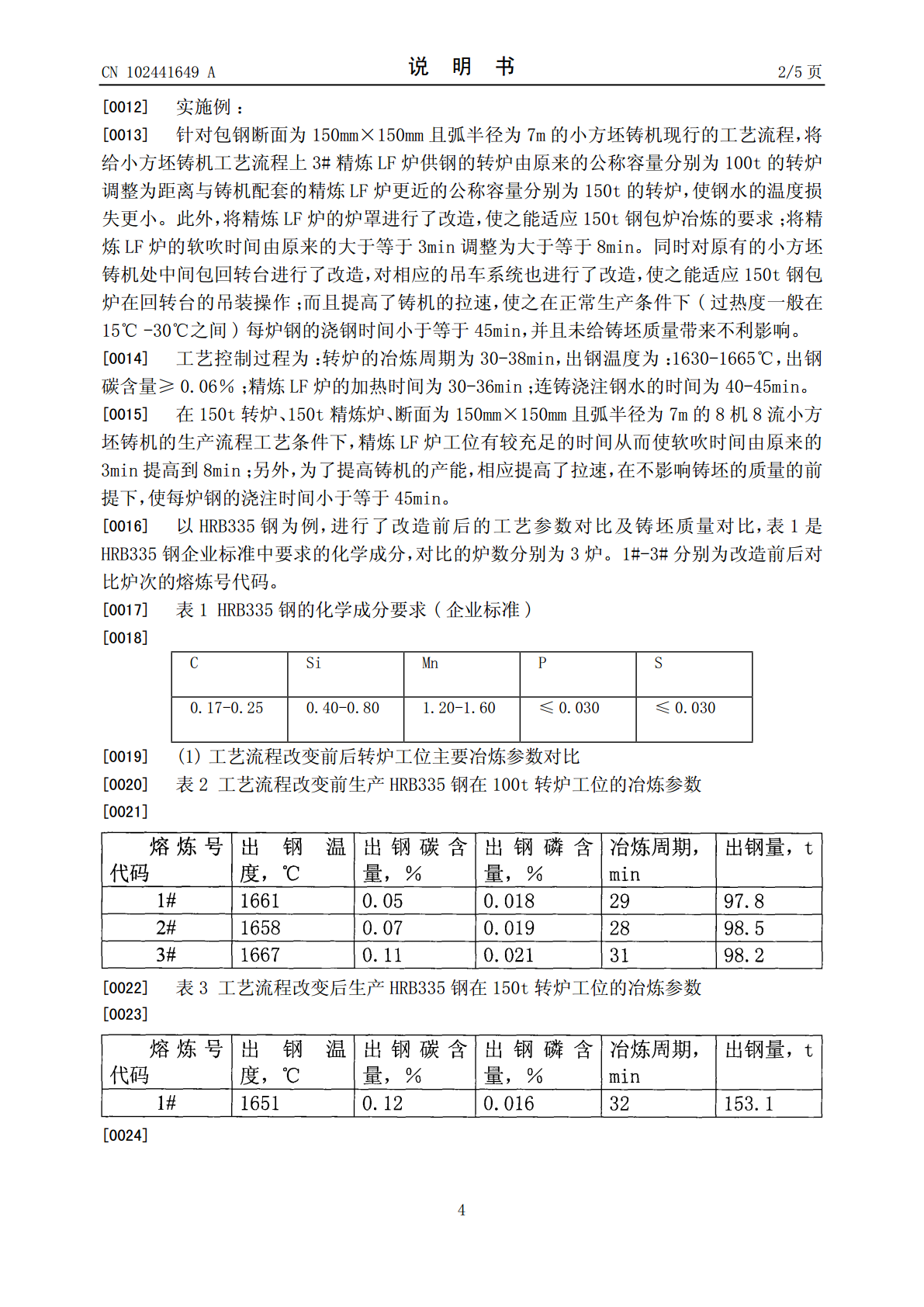
本发明涉及一种小方坯生产工艺,其特征是:在150t转炉、150t精炼炉、断面为150mm×150mm且弧半径为7m的8机8流小方坯铸机的生产工艺流程条件下,钢水中全氧的重量含量小于等于35×10-6,工艺控制过程为:转炉的冶炼周期为30-38min,出钢温度为:1630-1665℃,出钢碳含量≥0.06wt%;精炼LF炉的加热时间为30-36min;连铸浇注钢水的时间为40-45min。其优点是:使小方坯铸机生产的钢水质量进一步提高,并且提高了小方坯铸机的产量。

一种小方坯60Si2Mn钢的生产工艺.pdf
本发明属于钢铁生产技术领域,具体涉及一种小方坯60Si2Mn钢的生产工艺,转炉出钢碳控制在0.08‑0.15%,出钢温度为1600‑1640℃,使用铝硅铁出钢硅成分达到工艺下限0‑+0.10%,使用石油质增碳剂碳成分达到工艺下限‑0.10%‑0,精炼中期或后期采用硅灰石将碱度调整到1.5‑2,控制渣中SiO2/AL2O3≧2,控制钢种溶解氧为10‑15ppm,软吹氩时间控制在8‑12分钟;生产工艺中的连铸采用快换水口浇铸工艺。研发了一种能够避免发生漏钢事故且能够安全控制的生产工艺,降低了生产成本和废品率,
一种小方坯连铸机生产含钛铁素体不锈钢小方坯的方法.pdf
本发明公开了一种小方坯连铸机生产含钛铁素体不锈钢小方坯的方法,所述方法包括AOD终渣调质、LF炉高碱度配TiO

40Mn2小方坯连铸生产工艺研究.docx
40Mn2小方坯连铸生产工艺研究淬火回火钢是机械制造行业中广泛使用的材料之一,其常见种类之一为40Mn2。小方坯作为铸造的一种形式,广泛使用于大型工件的生产中。而小方坯连铸作为一种高效的生产工艺,在淬火回火钢的生产中也得到了广泛的应用。因此,本文将对40Mn2小方坯连铸生产工艺进行研究。一、40Mn2小方坯的性能40Mn2钢是一种低碳合金钢,由于其合适的碳含量和加入了适量的镍、铜等合金元素,使得该钢具有优异的可焊性、热处理性能、抗变形能力等优点。同时,40Mn2钢也具有比较高的强度和韧性,广泛应用于涉及大
一种消除高碳钢小方坯铸坯表面缺陷的方法.pdf
本发明的目的在于提供一种消除碳钢小方坯表面缺陷的方法,对矫直后的铸坯采用高压水对铸坯表面进行预处理,预处理后的铸坯进行空心堆垛缓冷,同时控制加热炉气氛和铸坯在炉时间等方式,增加铸坯表面氧化层厚度深度,将铸坯表面大部分的细小缺陷包裹在铸坯表面氧化层内,通过去除铸坯表面的氧化铁皮的方式来清除铸坯表面的微小质量缺陷,避免轧制过程线材表面结疤缺陷的生成。