
P91电渣钢表面裂纹的控制方法.pdf

一条****杉淑


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

P91电渣钢表面裂纹的控制方法.docx
P91电渣钢表面裂纹的控制方法P91电渣钢是一种用于高温高压领域的特殊钢材,具有优异的高温强度和良好的耐热性能,被广泛应用于核电、石化、锅炉、汽轮机等领域。然而,P91电渣钢在使用过程中,经常会出现表面裂纹的问题,严重影响了材料的使用寿命和安全性能。为此,本文将探讨P91电渣钢表面裂纹的形成机理以及控制方法。一、P91电渣钢表面裂纹的形成机理P91电渣钢的表面裂纹主要是由于热处理过程中的晶间脆化和应力集中引起的。具体来说,P91电渣钢在高温时,由于晶界上的钒碳化物颗粒容易出现囤积,在固溶硬化或时效过程中,
P91电渣钢表面裂纹的控制方法.pdf
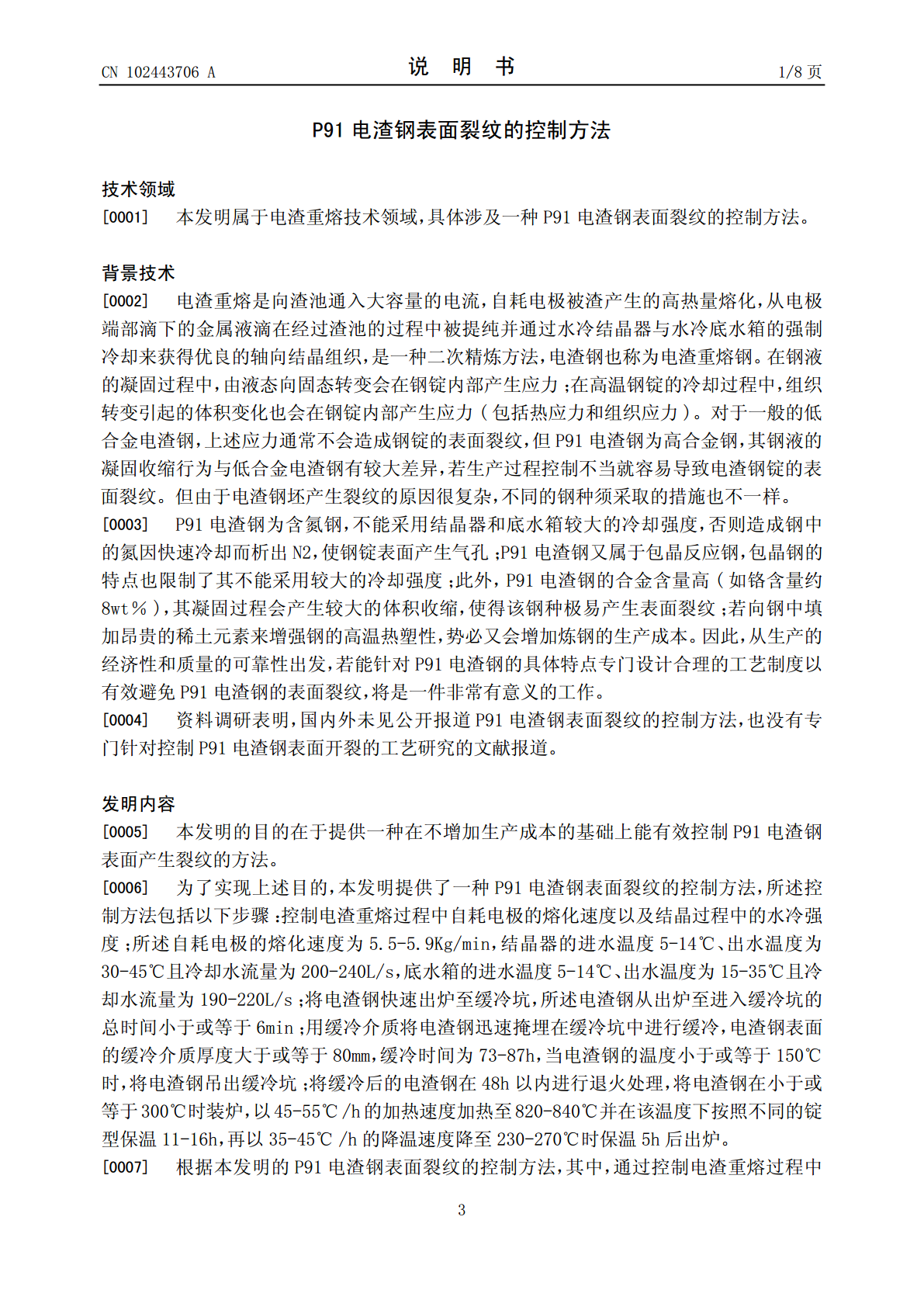
本发明公开了一种P91电渣钢表面裂纹的控制方法,所述控制方法包括以下步骤:控制电渣重熔过程中自耗电极的熔化速度以及结晶过程中的水冷强度;将电渣钢快速出炉至缓冷坑,所述从出炉至进入缓冷坑的总时间小于或等于6min;用缓冷介质将电渣钢迅速掩埋在缓冷坑中进行缓冷,电渣钢表面的缓冷介质厚度大于或等于80mm,缓冷时间为73-87h,当电渣钢的温度小于或等于150℃时,将电渣钢吊出缓冷坑;将缓冷后的电渣钢在48h以内进行退火处理,将电渣钢在小于或等于300℃时装炉,以45-55℃/h的加热速度加热至820-840℃

电渣冷拉轴承钢表面“裂纹”试验研究.docx
电渣冷拉轴承钢表面“裂纹”试验研究电渣冷拉轴承钢表面“裂纹”试验研究摘要:本文通过对电渣冷拉轴承钢表面“裂纹”的试验研究,探究了电渣冷拉工艺对轴承钢表面质量的影响,在试验中发现,正确的电渣冷拉工艺可以有效减少轴承钢表面的“裂纹”问题。关键词:电渣冷拉,轴承钢,表面质量,裂纹一、引言轴承是我们生活中不可或缺的基本零件,而轴承钢作为制作轴承的重要材料,其表面质量对于轴承性能和寿命均有重要的影响。然而,电渣冷拉是一种常见的轴承钢制备工艺,而在使用过程中,轴承钢表面的“裂纹”问题却时常出现,影响了轴承性能和寿命的
一种低氧低夹杂物P91电渣钢的制备方法.pdf
本发明属于电渣重熔技术领域,具体涉及一种Φ390~Φ500mm、P91电渣钢的氧含量及其非金属夹杂物的控制方法。所述方法包括以下步骤:采用抛丸方式清理自耗电极表面残留的氧化铁;控制电渣重熔渣系和渣量:所述渣系由以下重量百分比成分组成:CaF2?47~53%,Al2O3?23~27%,CaO?18~22%,MgO?4.2~5.8%;所述电渣钢锭锭型为Φ390~Φ500mm,渣量控制在54~120Kg/炉;电渣重熔过程中加入还原剂,所述还原剂为铝粉,铝粉加入量为0~8g/5min;通过本方法生产P91电渣钢的
控制316LN核电钢轧制表面裂纹的方法.pdf
本发明涉及一种控制316LN核电钢轧制表面裂纹的方法,包括钢坯涂层控制、钢坯加热控制和钢坯轧制控制,钢坯加热控制包括采用低温焖钢加热工艺对钢坯加热,包括预热段、加热一段、加热二段和均热段,预热段加热温度≤1100℃,预热段加热时间≥1.5h,加热一段、加热二段和均热段的加热温度1250~1280℃,加热一段加热时间1~1.5h,加热二段加热时间1.5~2h,均热段加热时间2~2.5h,总驻炉时间控制为≥6h;钢坯轧制控制包括采用两火轧制的工艺对钢坯轧制,第一火轧制将具有初始厚度的钢坯轧制至具有中间厚度的中