
电力管热浸塑加工工艺.pdf

雨巷****可歆


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电力管热浸塑加工工艺.pdf
本发明公开了一种能够保证涂层厚度均匀性的电力管热浸塑加工工艺。本发明电力管热浸塑加工工艺,通过下述技术方案予以实现,酸洗除锈:将管材浸在酸液中;基材预热:管材匀速运行于管材加热炉均匀受热;内外浸塑:将管材70%浸入含流化粉末的流化床内进行滚塑和内吸涂塑;加热流平:将带有涂层的管材放入加热流平炉内;将成品进行检测,合格后打包入库。本发明使管材同时进行内外表面涂塑,减少涂塑时间,最大程度利用热量,保证涂层厚度均匀性。
轴承保持器热浸塑加工工艺及设备.pdf
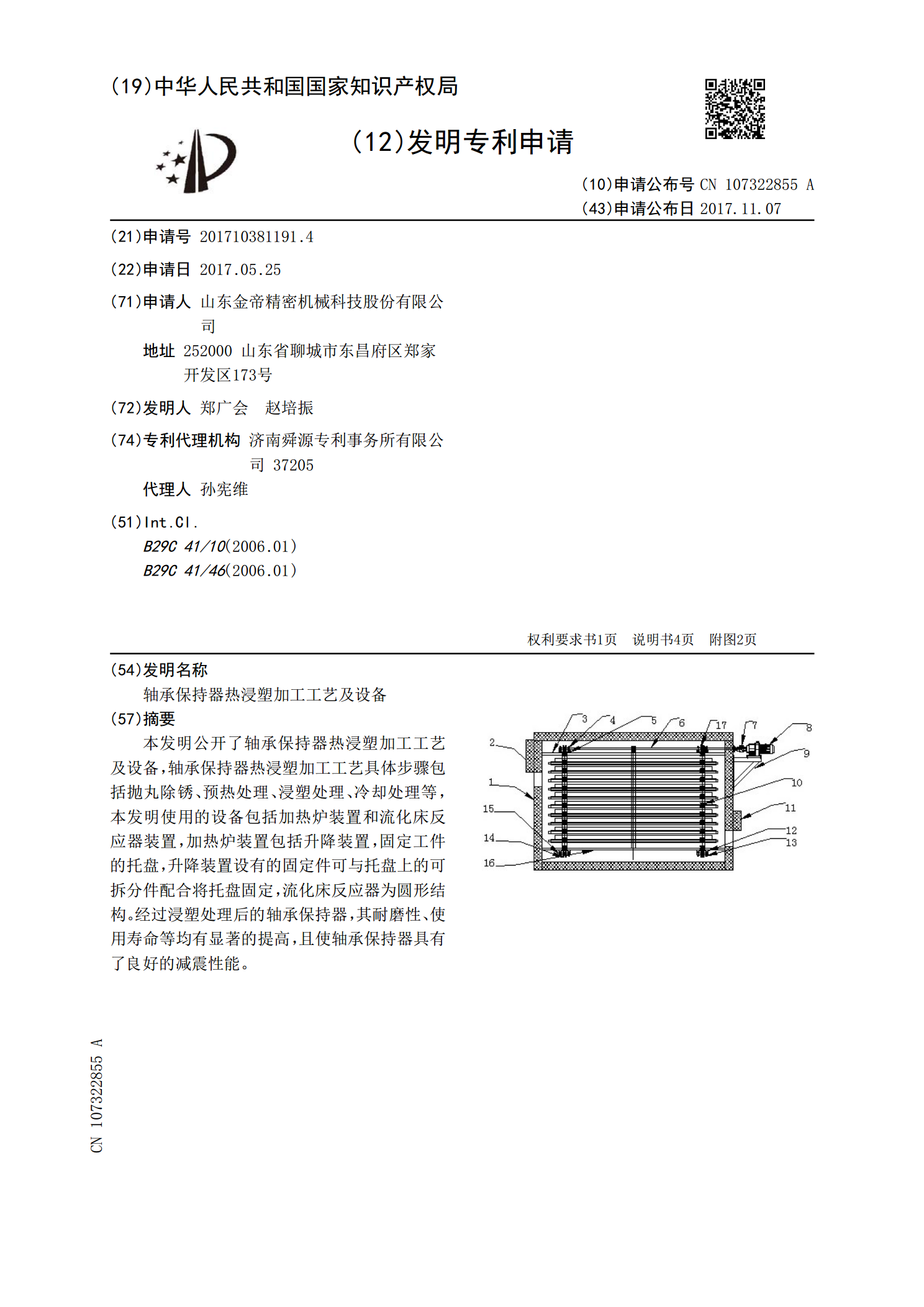
本发明公开了轴承保持器热浸塑加工工艺及设备,轴承保持器热浸塑加工工艺具体步骤包括抛丸除锈、预热处理、浸塑处理、冷却处理等,本发明使用的设备包括加热炉装置和流化床反应器装置,加热炉装置包括升降装置,固定工件的托盘,升降装置设有的固定件可与托盘上的可拆分件配合将托盘固定,流化床反应器为圆形结构。经过浸塑处理后的轴承保持器,其耐磨性、使用寿命等均有显著的提高,且使轴承保持器具有了良好的减震性能。

一种城市电网用热浸塑电力钢管加工除锈设备.pdf
本发明公开了一种城市电网用热浸塑电力钢管加工除锈设备,包括固定架,所述固定架的一侧设有第一固定筒,所述第一固定筒的内部设有用于为热浸塑钢管移动提供动力的驱动机构,所述固定架的中部设有圆口,所述圆口的一侧设有与驱动机构配合的用于对热浸塑钢管进行除锈的除锈机构,所述固定架的一侧设有与驱动机构配合的除液机构,所述固定架的外部设有与驱动机构配合的防锈机构。本发明结构合理,可以通过推杆带动卡板移动并转动,便于对热浸塑钢管进行除锈,并对热浸塑钢管外壁的锈迹残留进行清洗,将残留的清洗剂擦除,还可以将储罐内部的防锈油抽出
热浸塑高温炉.pdf
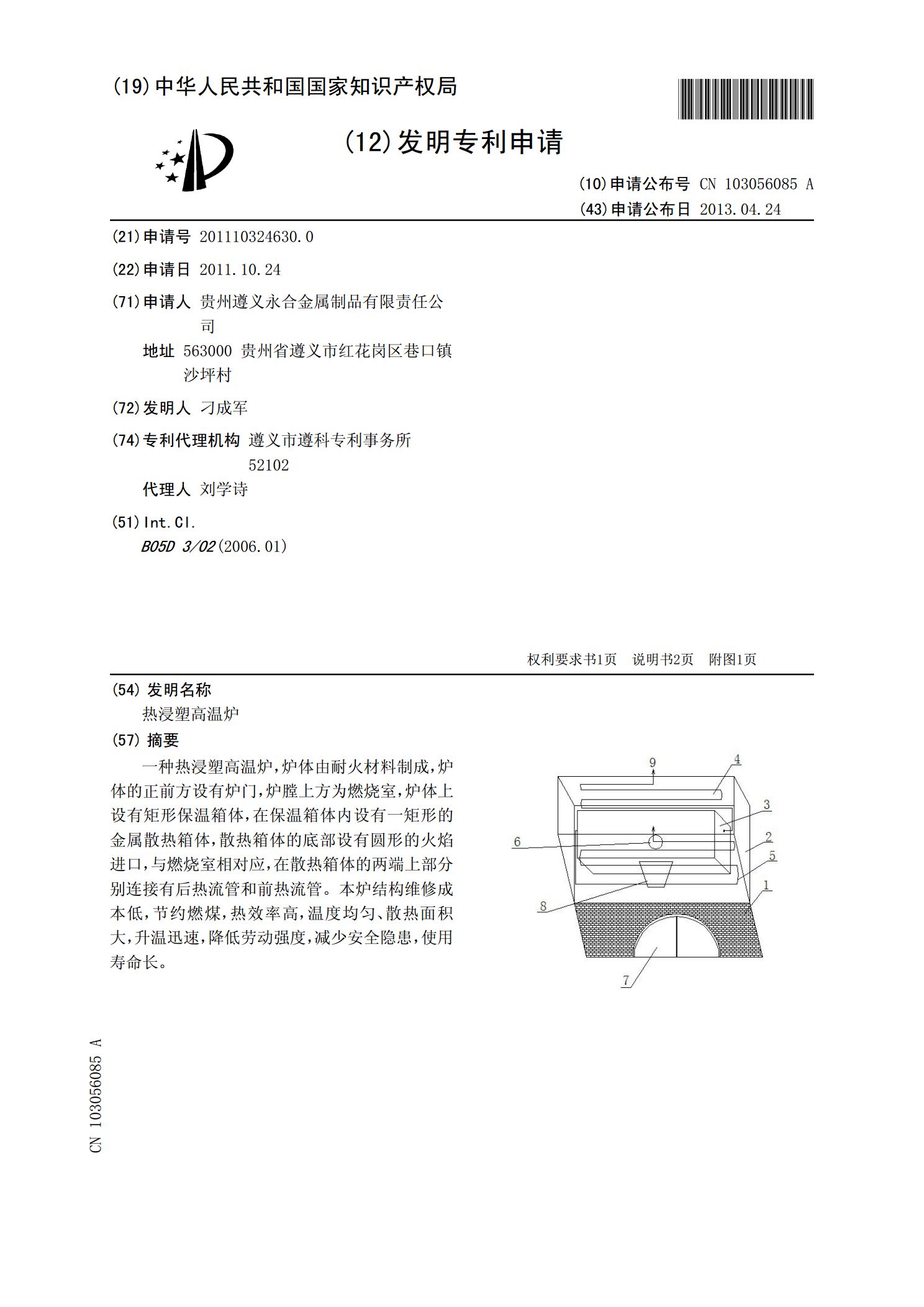
一种热浸塑高温炉,炉体由耐火材料制成,炉体的正前方设有炉门,炉膛上方为燃烧室,炉体上设有矩形保温箱体,在保温箱体内设有一矩形的金属散热箱体,散热箱体的底部设有圆形的火焰进口,与燃烧室相对应,在散热箱体的两端上部分别连接有后热流管和前热流管。本炉结构维修成本低,节约燃煤,热效率高,温度均匀、散热面积大,升温迅速,降低劳动强度,减少安全隐患,使用寿命长。

浸塑工艺介绍.doc
什么是浸塑发布日期:2010-01-15--------------------------------------------------------------------------------金属浸塑是对金属表面防腐的一种新型技术处理工艺方式。浸塑技术是防腐技术的新发展,是高分子聚合物材料的新使用。浸塑产品近年来悄然走俏,我国的浸塑产品涉及到公路、铁路、城市管理、园林、农渔业、旅游业、住宅建设、医药卫生等各个领域。浸塑工艺流程:工艺前处理上工件预烘(预烘320-37015分钟)浸塑(振动,除余粉)