
一种铝制板翅式换热器芯部叠层真空钎焊方法.pdf

论文****轩吖

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝制板翅式换热器芯部叠层真空钎焊方法.pdf
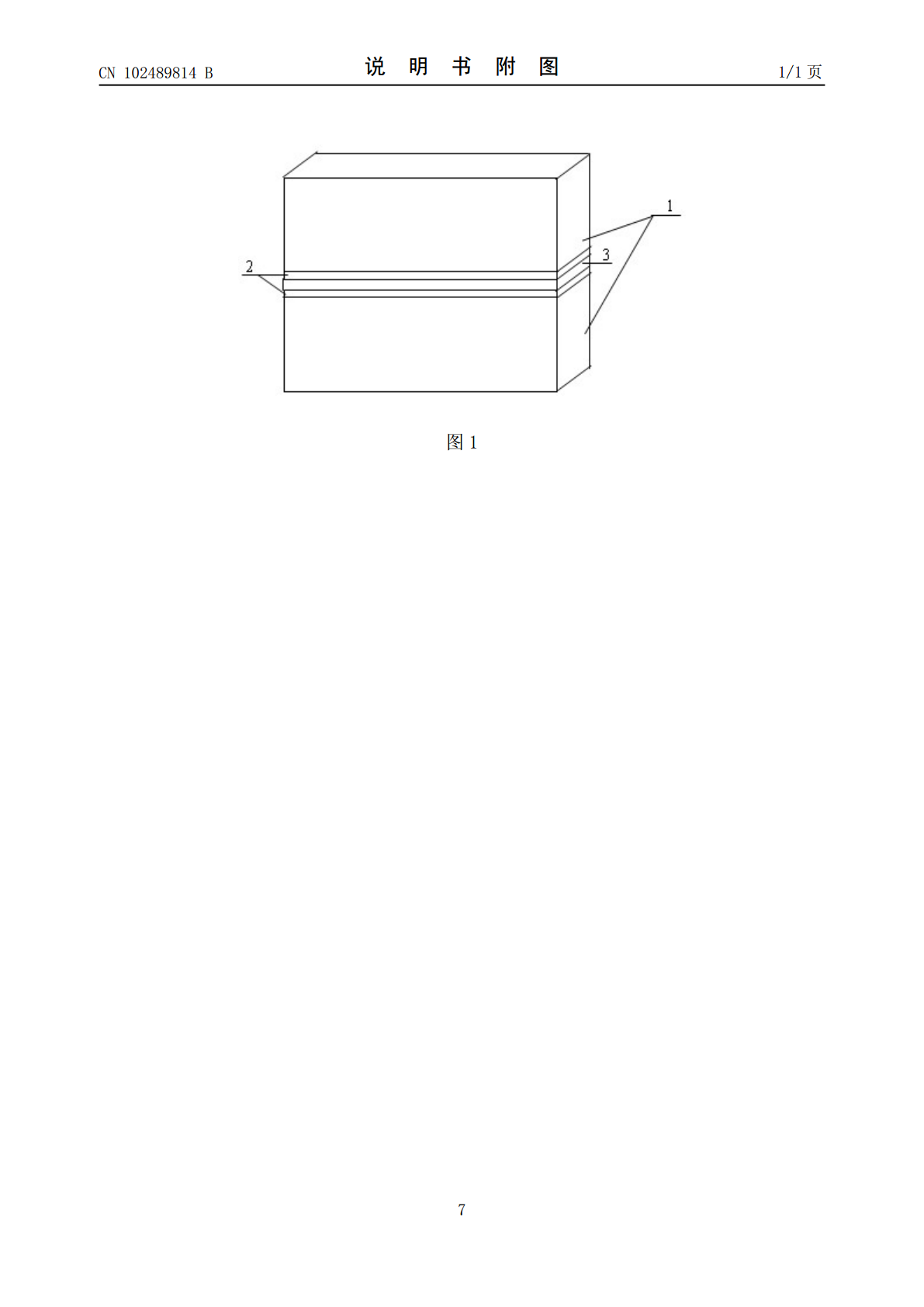
本发明公开了一种铝制板翅式换热器芯部真空钎焊工艺方法,采用真空钎焊工艺钎焊铝制板翅式换热器芯部,侧板尺寸一致的多个换热器芯部在高度方向上叠层组装,通过柔性夹具固定,相邻换热器芯部之间加入三明治结构的两层云母带和一层纯铝或3003铝合金板,组装后入真空钎焊炉钎焊,钎焊出炉后再将多个已钎焊好的换热器芯部分离开。本发明采用多个换热器芯部叠层组装进行真空钎焊,工艺简单,操作性强,可控性好,钎焊效率高,有效降低了生产成本,提高了产品质量的一致性。
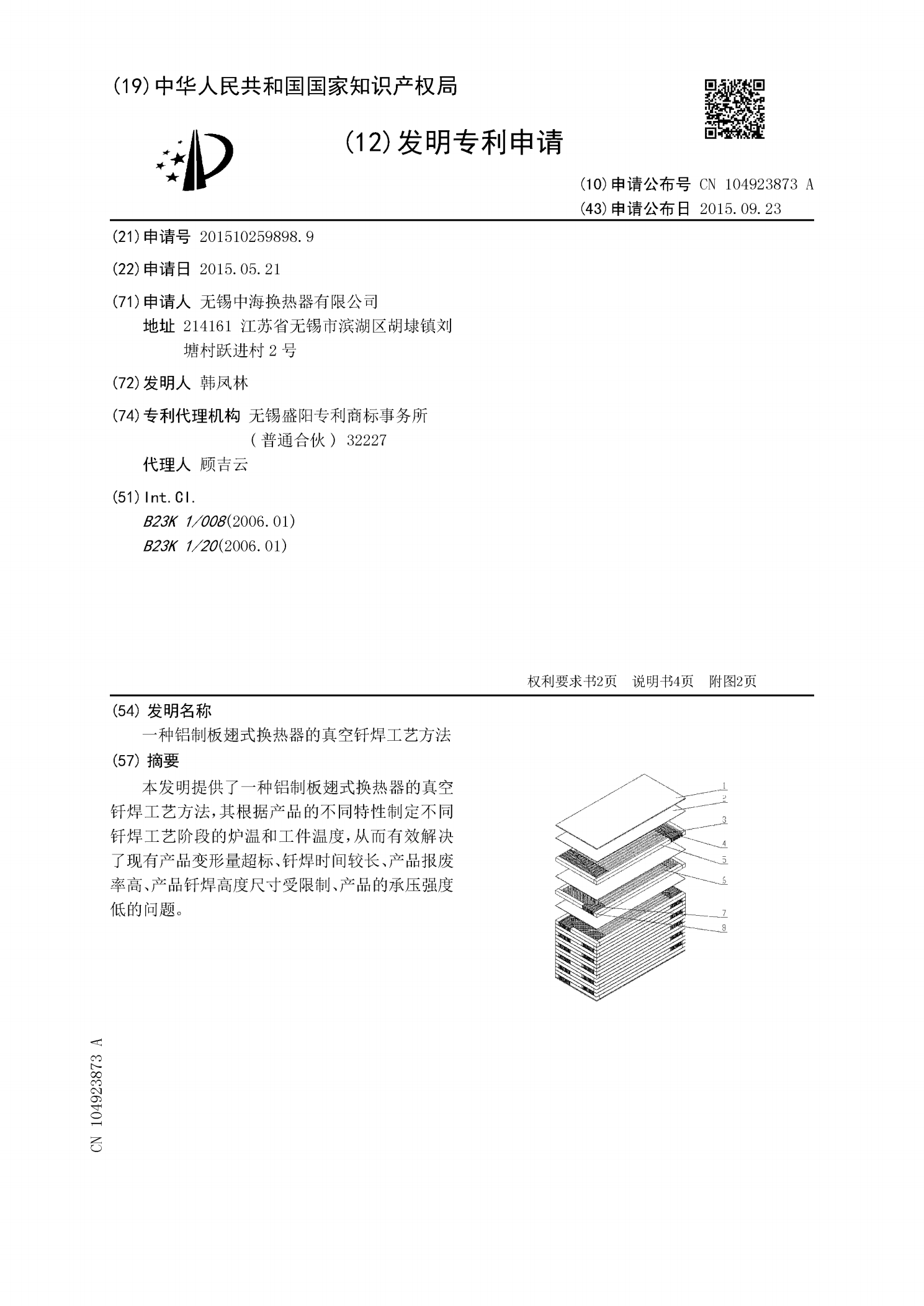
一种铝制板翅式换热器的真空钎焊工艺方法.pdf
本发明提供了一种铝制板翅式换热器的真空钎焊工艺方法,其根据产品的不同特性制定不同钎焊工艺阶段的炉温和工件温度,从而有效解决了现有产品变形量超标、钎焊时间较长、产品报废率高、产品钎焊高度尺寸受限制、产品的承压强度低的问题。
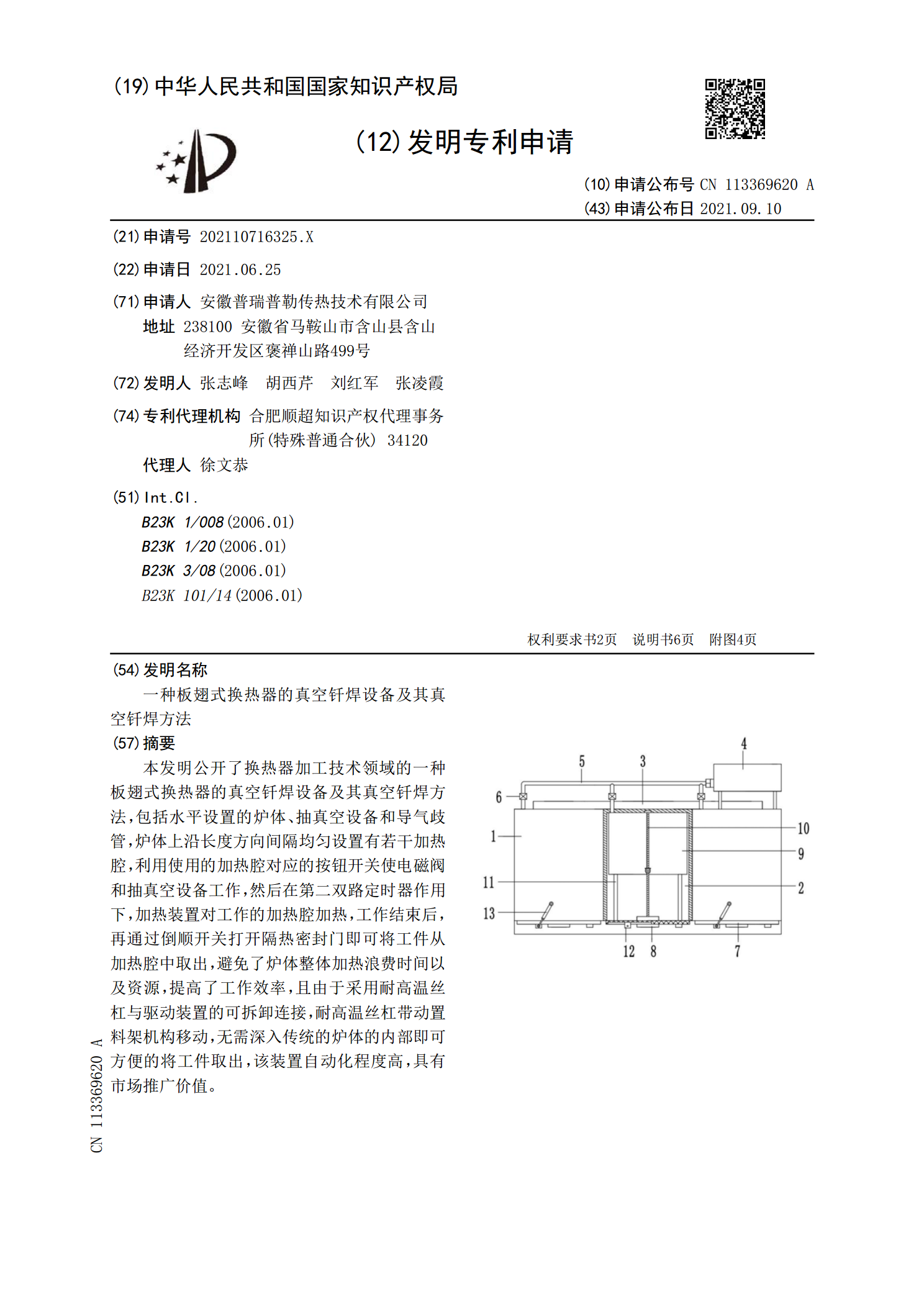
一种板翅式换热器的真空钎焊设备及其真空钎焊方法.pdf
本发明公开了换热器加工技术领域的一种板翅式换热器的真空钎焊设备及其真空钎焊方法,包括水平设置的炉体、抽真空设备和导气歧管,炉体上沿长度方向间隔均匀设置有若干加热腔,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取
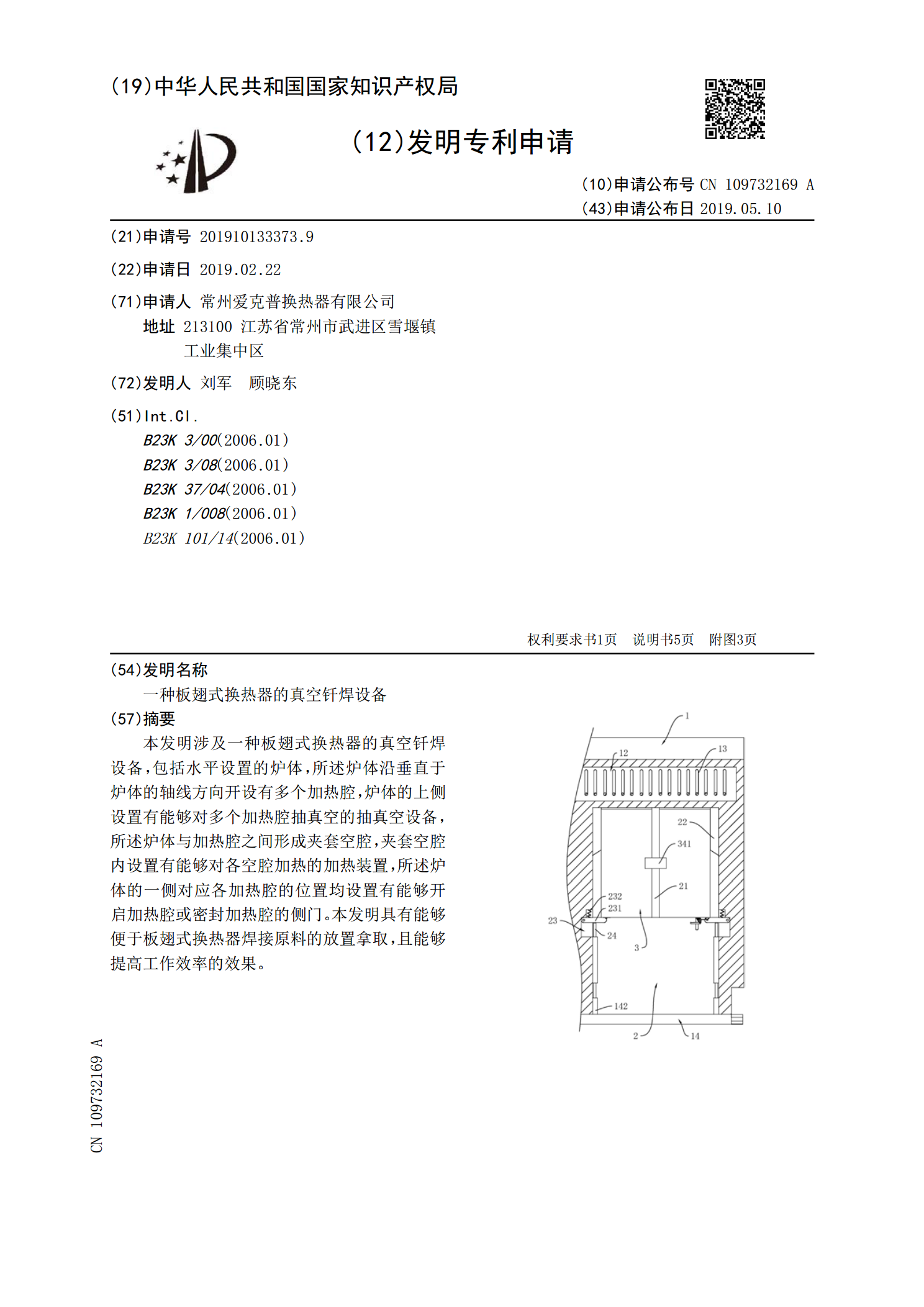
一种板翅式换热器的真空钎焊设备.pdf
本发明涉及一种板翅式换热器的真空钎焊设备,包括水平设置的炉体,所述炉体沿垂直于炉体的轴线方向开设有多个加热腔,炉体的上侧设置有能够对多个加热腔抽真空的抽真空设备,所述炉体与加热腔之间形成夹套空腔,夹套空腔内设置有能够对各空腔加热的加热装置,所述炉体的一侧对应各加热腔的位置均设置有能够开启加热腔或密封加热腔的侧门。本发明具有能够便于板翅式换热器焊接原料的放置拿取,且能够提高工作效率的效果。
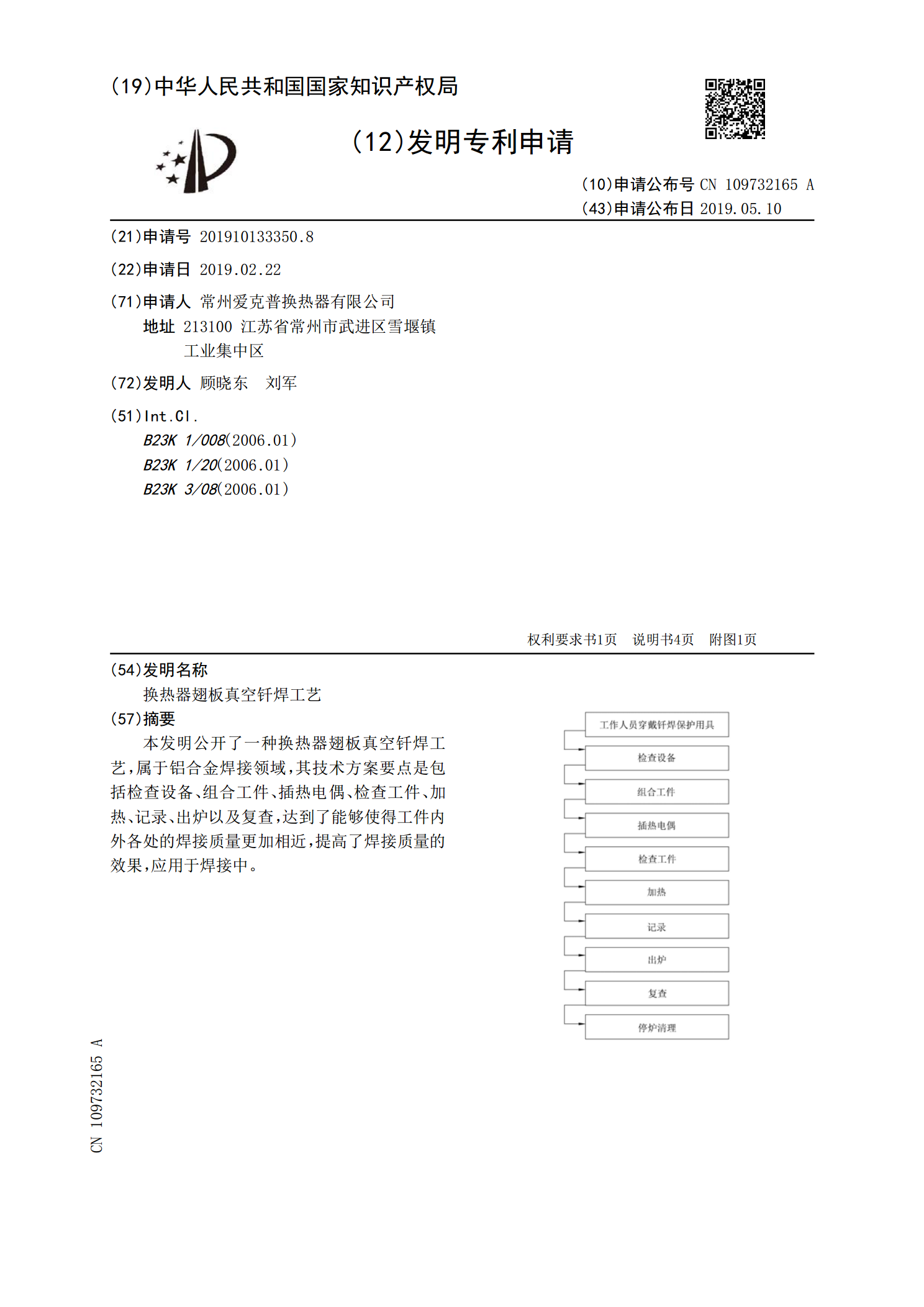
换热器翅板真空钎焊工艺.pdf
本发明公开了一种换热器翅板真空钎焊工艺,属于铝合金焊接领域,其技术方案要点是包括检查设备、组合工件、插热电偶、检查工件、加热、记录、出炉以及复查,达到了能够使得工件内外各处的焊接质量更加相近,提高了焊接质量的效果,应用于焊接中。