
一种钢丝回火工艺.pdf

宏硕****mo


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢丝回火工艺.pdf
本发明公开了一种钢丝回火工艺,其特征在于:该工艺依次包括以下步骤:首先,将多根不同规格的钢丝间隔排列后以3米/分钟至30米/分钟的速度从回火炉的进口穿入;其次,使进入所述回火炉内的钢丝依次通过第一温区、第二温区和第三温区;所述第一温区内的温度为600℃-500℃,所述第二温区内的温度为500℃-400℃,所述第三温区内的温度为400℃-300℃;所述第一温区的长度为2米-2.5米,所述第二温区的长度为1.6米-2.2米,所述第三温区的长度为2米-2.5米。本发明能够在三个温区构成的同一温度曲线下同时对多种

扫地用油淬火回火扁钢丝制备工艺.docx
扫地用油淬火回火扁钢丝制备工艺扫地用油淬火回火扁钢丝制备工艺摘要随着社会的发展和人们对生活品质和环境的要求不断提高,地板扫把成为了保持整洁环境重要的工具之一。而扫把的核心部件——扫帚丝的制备工艺则是关键。本文研究了一种扫地用油淬火回火扁钢丝制备工艺,分别对其工艺流程、工艺参数和力学性能进行了讨论和研究,旨在为扫帚丝的制备提供技术支持。关键词:扫地用油淬火回火扁钢丝、制备工艺、力学性能AbstractWiththedevelopmentofsocietyandtheincreasingdemandofpeo

一种回火工艺.pdf
本发明公开了一种回火工艺,包括如下步骤:1)、高温回火温度,对45#、40Cr、42CrMo、20CrMnTi材质的高温回火温度做以下规定:45#:550±10℃;40Cr:520℃±10℃;42CrMo、20CrMnTi:500℃;2)、回火保温时间:确定回火时间的基本原则是保证工件透热及组织转变成份,此外应尽可能消除淬火应力;3)、回火后的冷却;一般情况下回火后采取空冷;有效厚度>75㎜的40Cr回火后进行快冷,快冷后若增加残留应力,可进行一次低温回火。本发明工序合理,制造成本低。
一种弹簧钢丝盐浴淬火回火热处理工艺方法.pdf
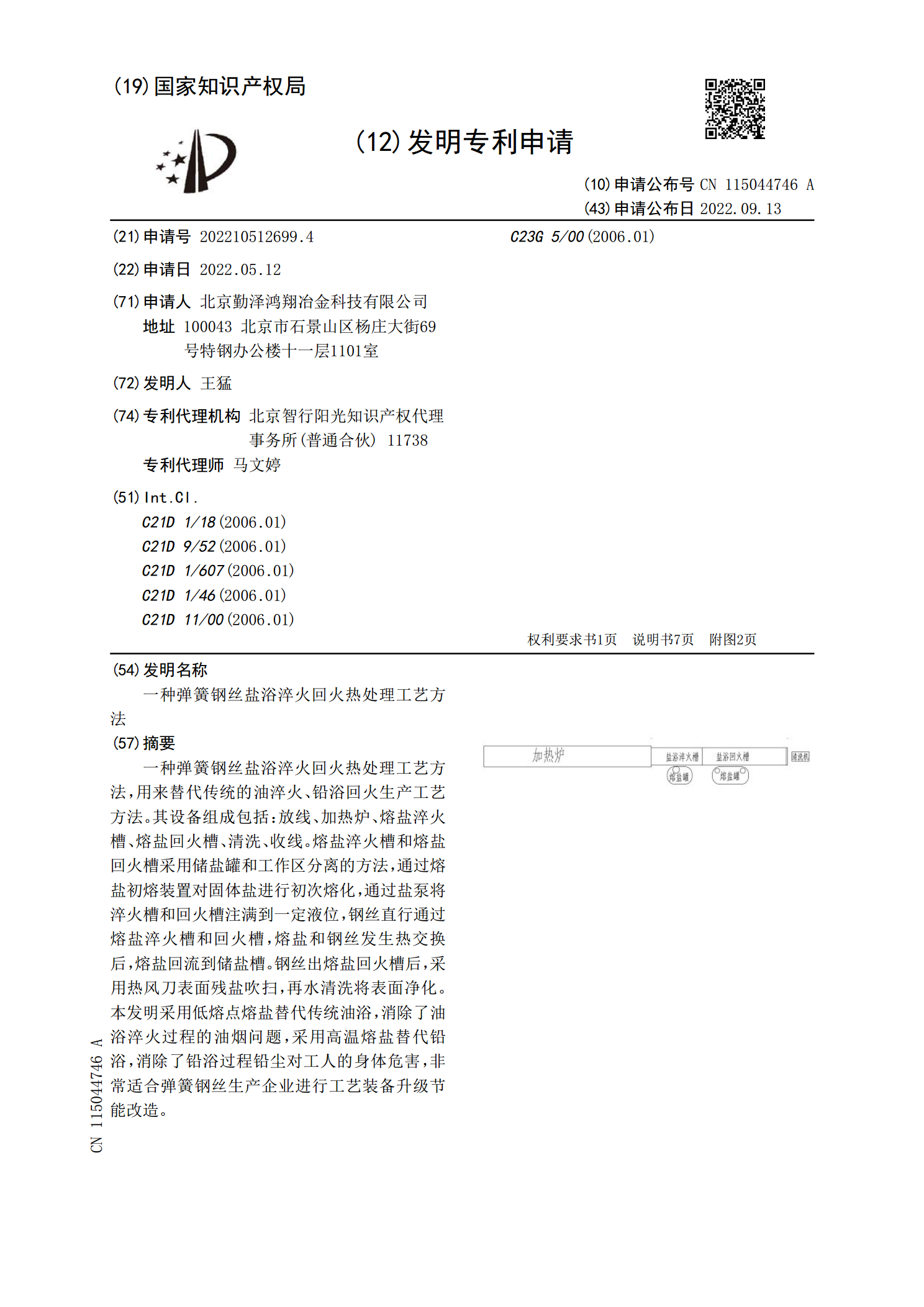
一种弹簧钢丝盐浴淬火回火热处理工艺方法,用来替代传统的油淬火、铅浴回火生产工艺方法。其设备组成包括:放线、加热炉、熔盐淬火槽、熔盐回火槽、清洗、收线。熔盐淬火槽和熔盐回火槽采用储盐罐和工作区分离的方法,通过熔盐初熔装置对固体盐进行初次熔化,通过盐泵将淬火槽和回火槽注满到一定液位,钢丝直行通过熔盐淬火槽和回火槽,熔盐和钢丝发生热交换后,熔盐回流到储盐槽。钢丝出熔盐回火槽后,采用热风刀表面残盐吹扫,再水清洗将表面净化。本发明采用低熔点熔盐替代传统油浴,消除了油浴淬火过程的油烟问题,采用高温熔盐替代铅浴,消除了

一种回火弹簧钢丝上塑装置.pdf
本发明属于塑料成型领域,具体的说是一种回火弹簧钢丝上塑装置,包括机体;所述机体的下表面固定连接有支撑架,所述支撑架的内部开设有塑料进料管,所述塑料进料管的右端与机体的内部相连通。该回火弹簧钢丝上塑装置通过设置上塑机构,当设备使用时,上塑机构转动,夹持机构做以转轴为圆心的圆周运动,随着转轴的转动,夹持机构依次经过机体上表面的开口,所以转轴转动一圈,可以对三个弹簧钢丝进行上塑操作,提高了生产效率,当其中一个夹持机构损坏时,设备仍可以通过降低生产效率来保持生产线的连续运行,但是,此时的生产效率仍大于传统设备,解