
一种包覆型泡沫镁合金铸件铸造装置及其铸造方法.pdf

猫巷****忠娟

1/8
2/8
3/8
4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种包覆型泡沫镁合金铸件铸造装置及其铸造方法.pdf
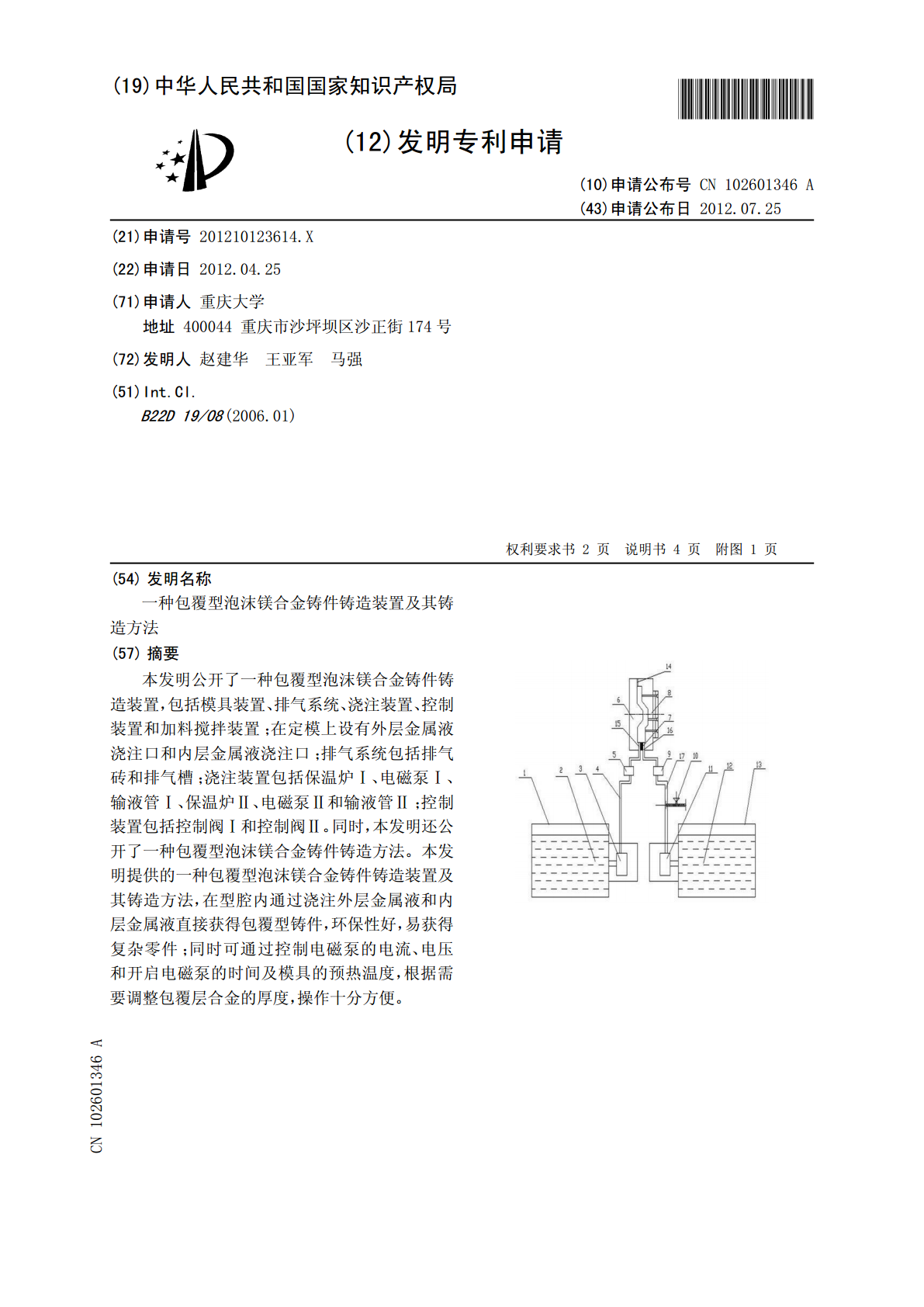
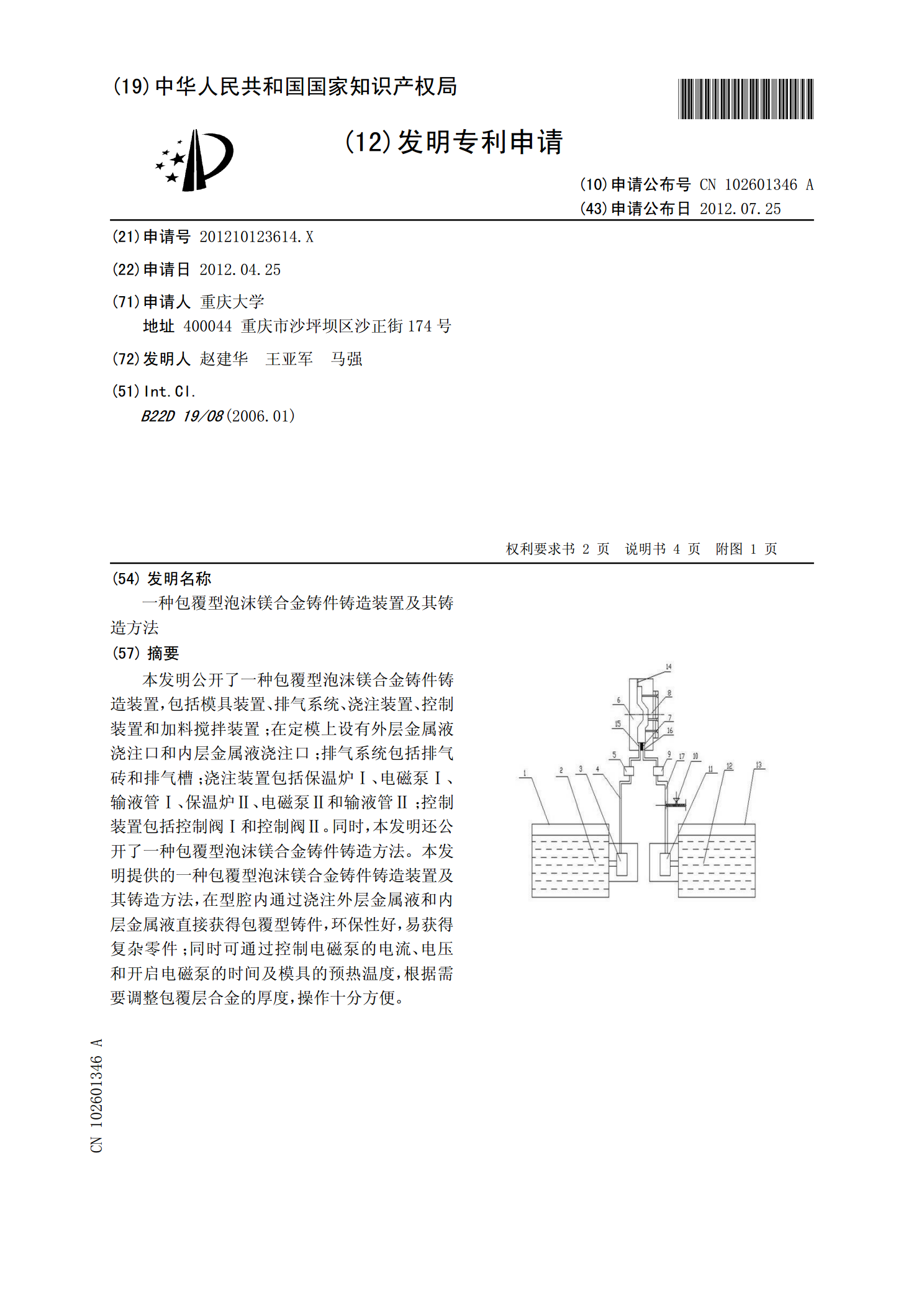
本发明公开了一种包覆型泡沫镁合金铸件铸造装置,包括模具装置、排气系统、浇注装置、控制装置和加料搅拌装置;在定模上设有外层金属液浇注口和内层金属液浇注口;排气系统包括排气砖和排气槽;浇注装置包括保温炉Ⅰ、电磁泵Ⅰ、输液管Ⅰ、保温炉Ⅱ、电磁泵Ⅱ和输液管Ⅱ;控制装置包括控制阀Ⅰ和控制阀Ⅱ。同时,本发明还公开了一种包覆型泡沫镁合金铸件铸造方法。本发明提供的一种包覆型泡沫镁合金铸件铸造装置及其铸造方法,在型腔内通过浇注外层金属液和内层金属液直接获得包覆型铸件,环保性好,易获得复杂零件;同时可通过控制电磁泵的电流、电
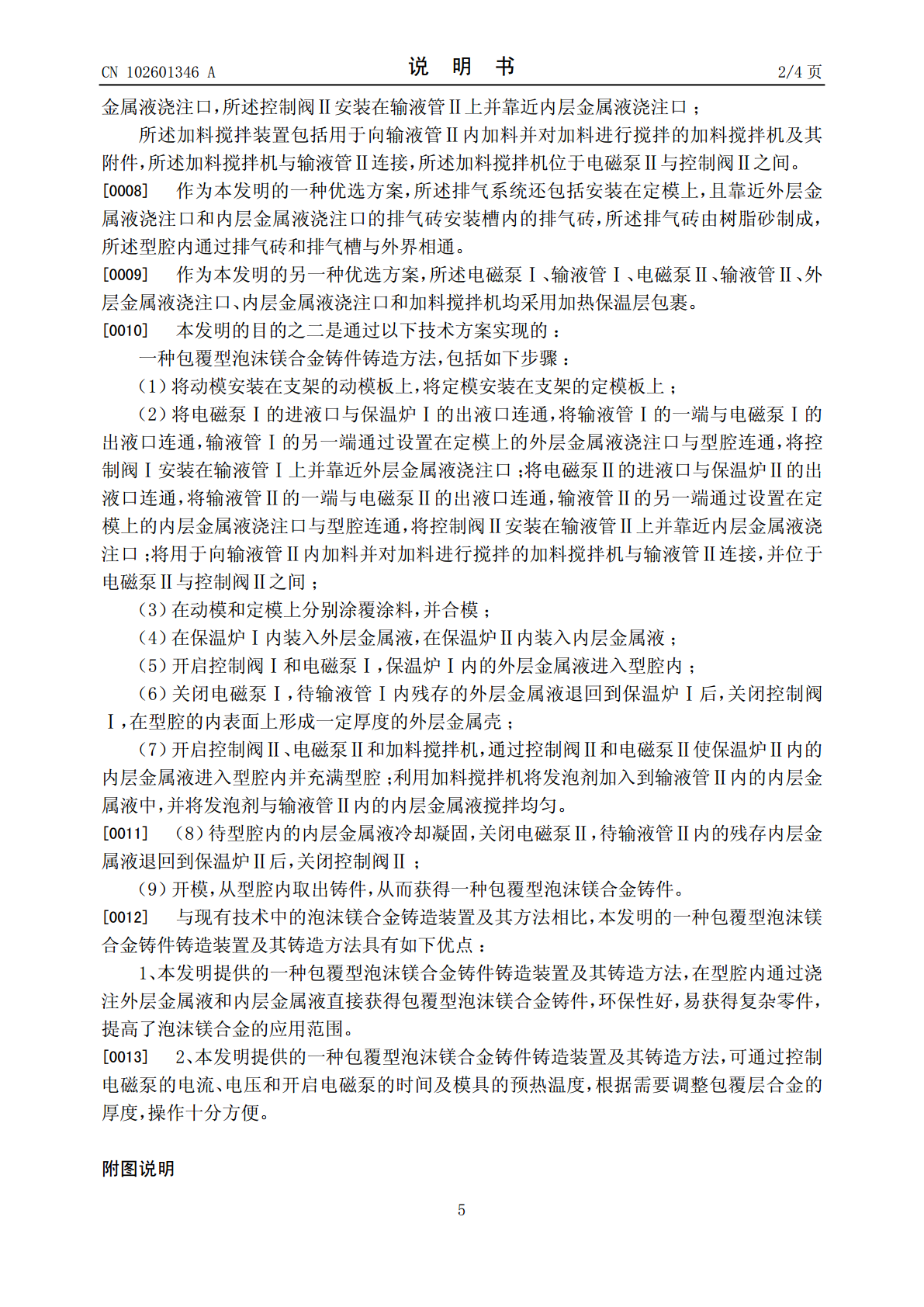
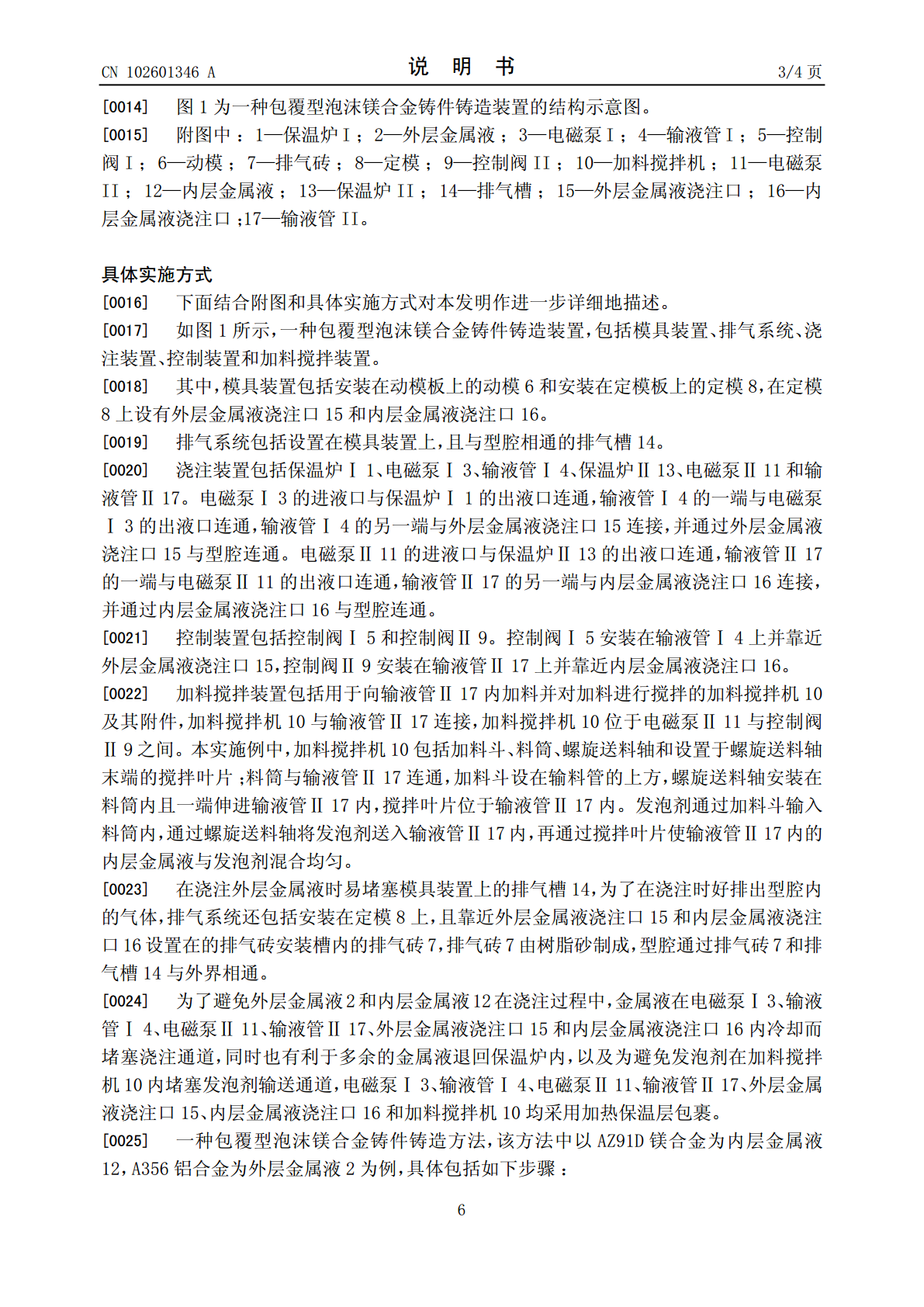
一种包覆型镁合金铸件铸造装置及其铸造方法.pdf
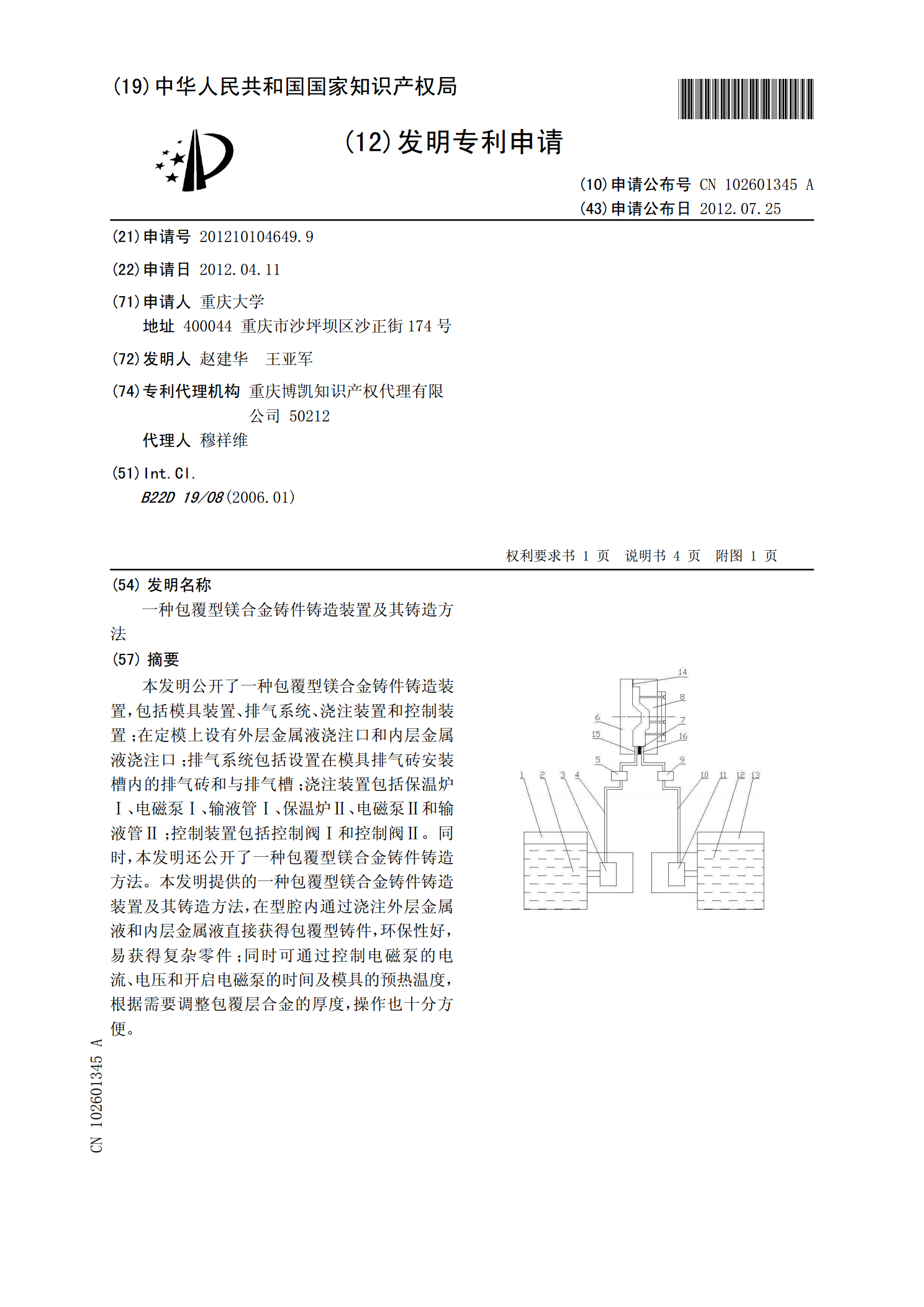
本发明公开了一种包覆型镁合金铸件铸造装置,包括模具装置、排气系统、浇注装置和控制装置;在定模上设有外层金属液浇注口和内层金属液浇注口;排气系统包括设置在模具排气砖安装槽内的排气砖和与排气槽;浇注装置包括保温炉Ⅰ、电磁泵Ⅰ、输液管Ⅰ、保温炉Ⅱ、电磁泵Ⅱ和输液管Ⅱ;控制装置包括控制阀Ⅰ和控制阀Ⅱ。同时,本发明还公开了一种包覆型镁合金铸件铸造方法。本发明提供的一种包覆型镁合金铸件铸造装置及其铸造方法,在型腔内通过浇注外层金属液和内层金属液直接获得包覆型铸件,环保性好,易获得复杂零件;同时可通过控制电磁泵的电流、

一种模内喷涂法包覆型镁合金铸件铸造装置及其铸造方法.pdf
本发明公开了一种模内喷涂法包覆型镁合金铸件铸造装置,包括模具装置、喷涂系统、排气系统、浇注装置和控制装置;定模上设有内层金属液浇注口;喷涂系统包括电弧喷涂枪、电弧喷涂电源、空压机、喷涂丝材及其他附件;排气系统包括排气砖和排气槽;浇注装置包括保温炉、电磁泵、输液管;控制装置包括控制阀及其他附件。同时,本发明还公开了一种模内喷涂法包覆型镁合金铸件铸造方法。本发明提供的一种模内喷涂法包覆型镁合金铸件铸造装置及其铸造方法,通过在型腔表面喷涂包覆层金属,并浇注内层金属得到包覆型镁合金铸件;喷涂前处理及装置操作简单,

复杂薄壁铝镁合金铸件及其铸造方法.pdf
本发明公开了一种复杂薄壁铝镁合金铸件及其铸造方法,铸造方法包括以下步骤:S1、设计预打印树脂砂铸型的三维模型,采用喷树脂3D打印装置以树脂砂为原料进行3D打印获得具有铸件型腔、浇冒系统型腔的树脂砂铸型;S2、将与树脂砂铸型外形相匹配的金属砂箱套设在树脂砂铸型上,树脂砂铸型与金属砂箱套之间预留50mm~300mm的间隙;S3、将填料填充在树脂砂铸型与金属砂箱套之间的间隙中,硬化,获得预浇注铸型;S4、将预浇注铸型放置真空差压铸造装置完成铸造,获得复杂薄壁铝镁合金铸件。本发明的复杂薄壁铝镁合金铸件的铸造方法,
一种合金铸件铸造设备及其铸造方法.pdf
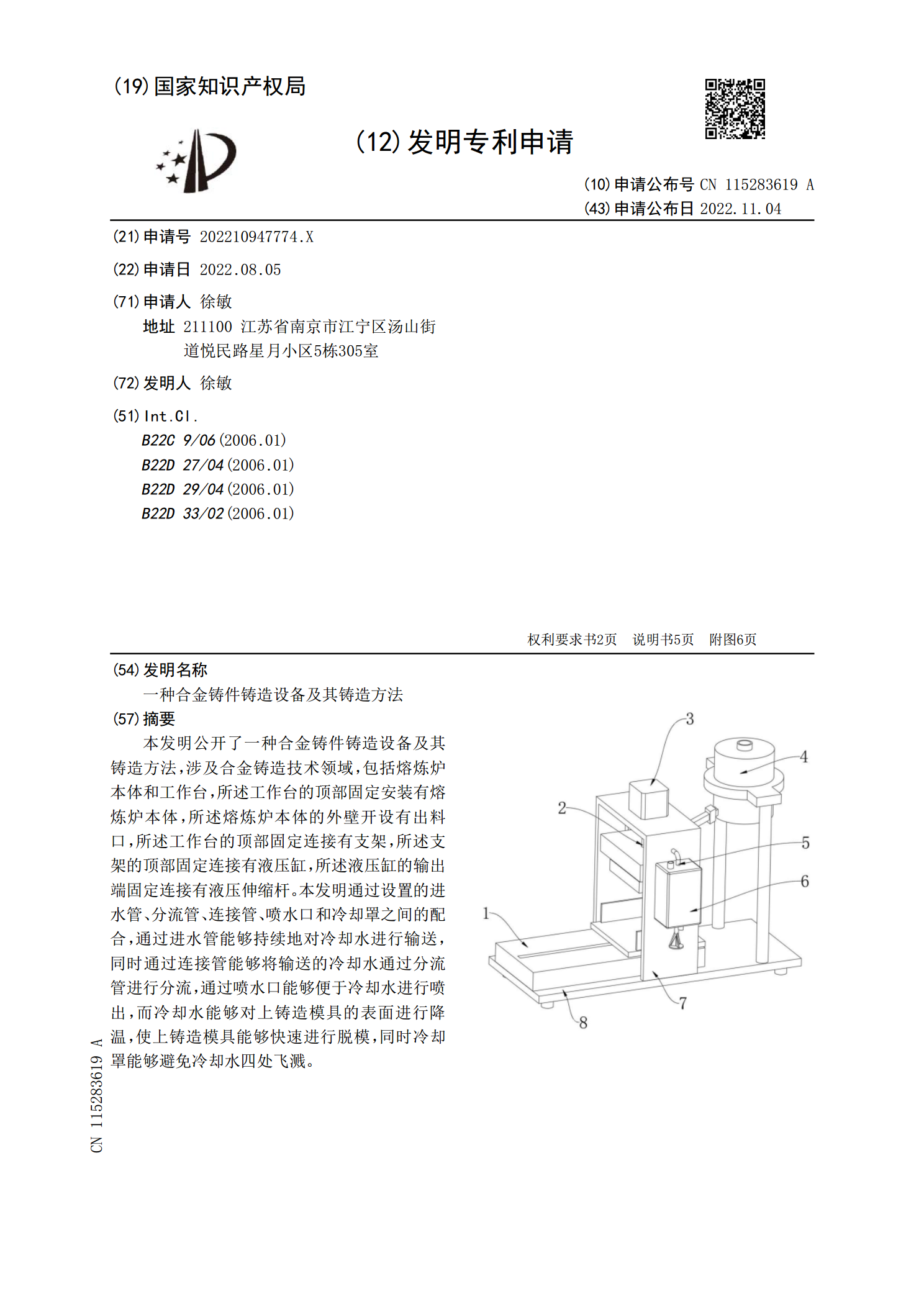
本发明公开了一种合金铸件铸造设备及其铸造方法,涉及合金铸造技术领域,包括熔炼炉本体和工作台,所述工作台的顶部固定安装有熔炼炉本体,所述熔炼炉本体的外壁开设有出料口,所述工作台的顶部固定连接有支架,所述支架的顶部固定连接有液压缸,所述液压缸的输出端固定连接有液压伸缩杆。本发明通过设置的进水管、分流管、连接管、喷水口和冷却罩之间的配合,通过进水管能够持续地对冷却水进行输送,同时通过连接管能够将输送的冷却水通过分流管进行分流,通过喷水口能够便于冷却水进行喷出,而冷却水能够对上铸造模具的表面进行降温,使上铸造模具