
制作丝印玻璃台面的工艺方法.pdf

俊凤****bb

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制作丝印玻璃台面的工艺方法.pdf
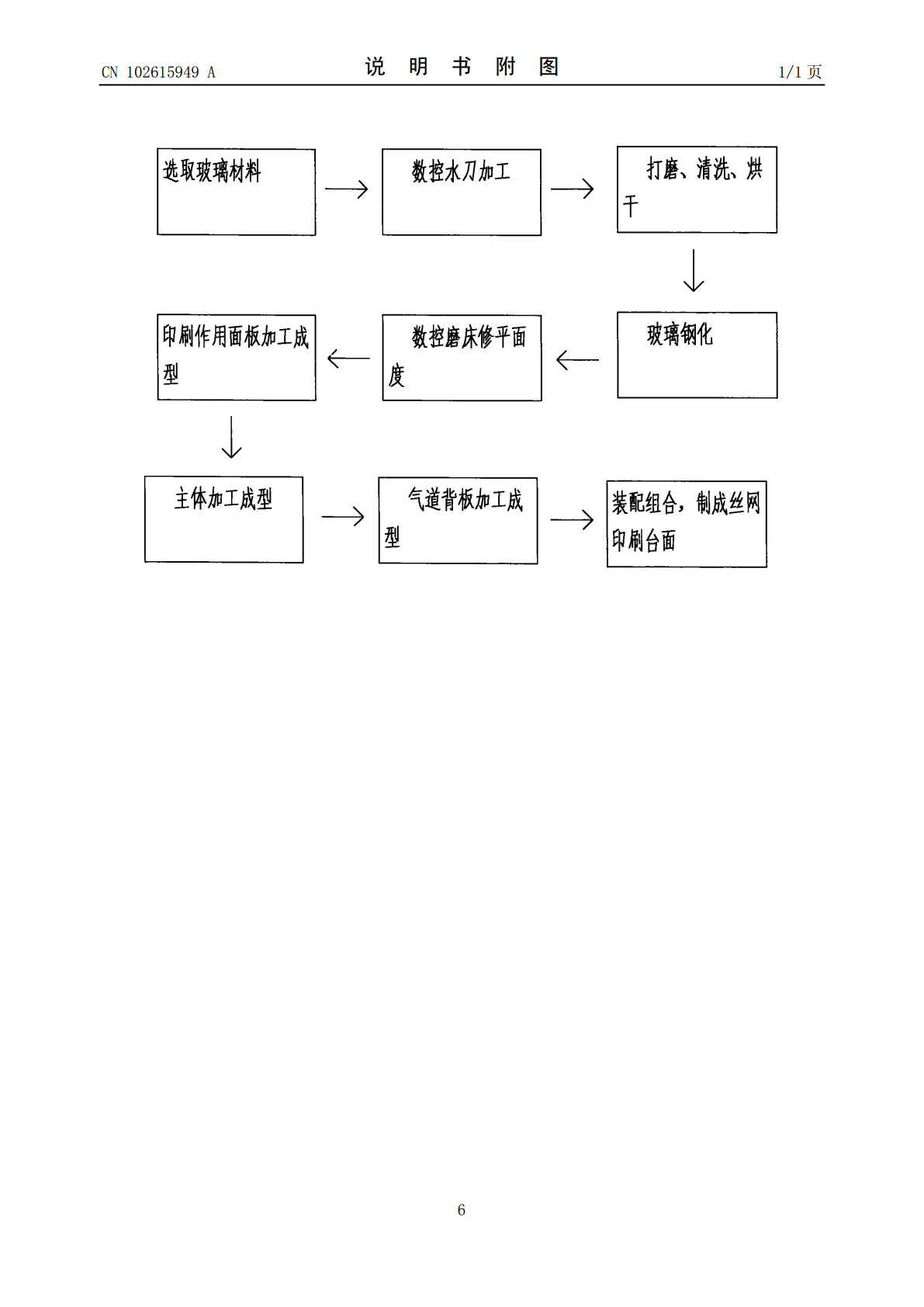
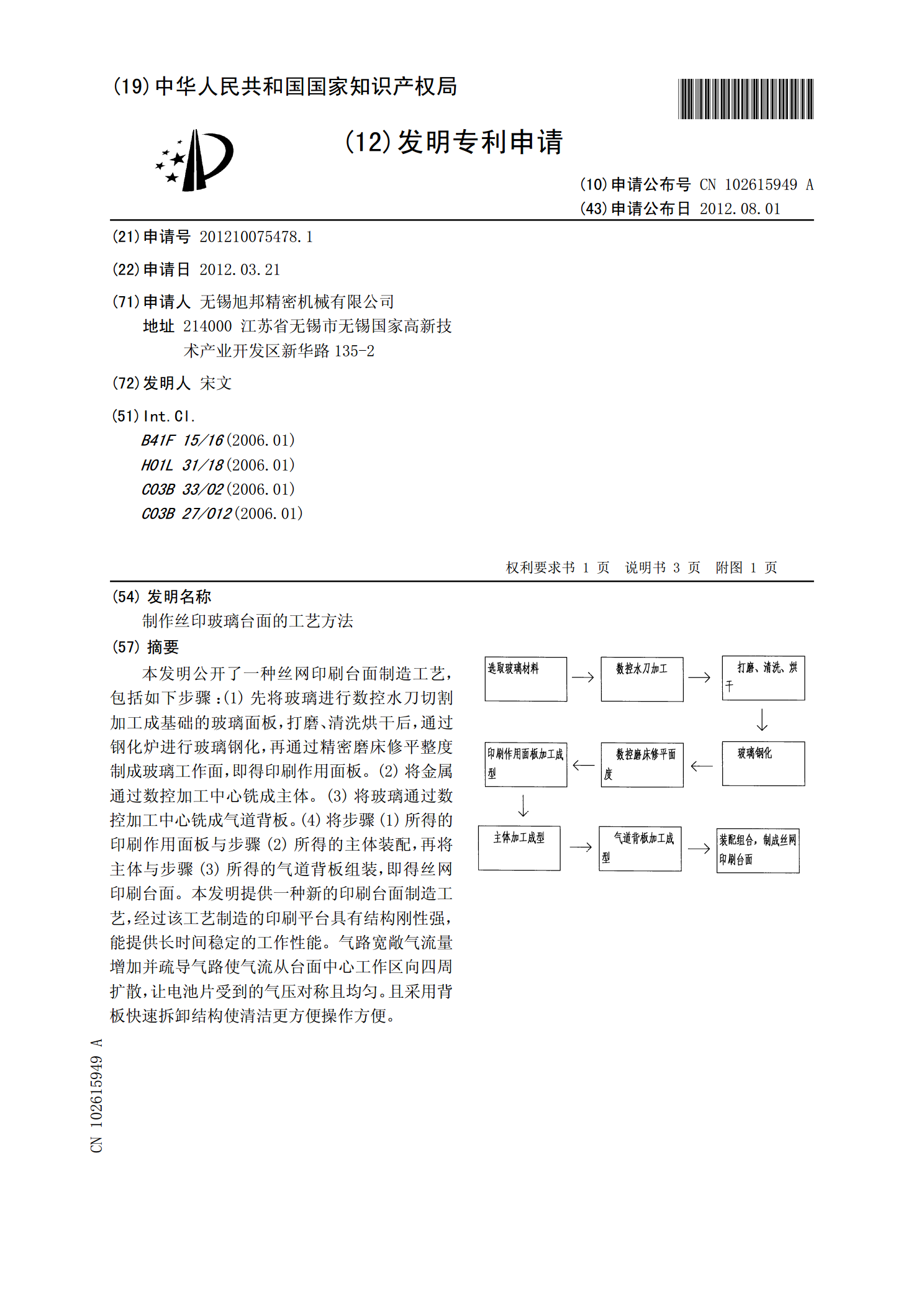
本发明公开了一种丝网印刷台面制造工艺,包括如下步骤:(1)先将玻璃进行数控水刀切割加工成基础的玻璃面板,打磨、清洗烘干后,通过钢化炉进行玻璃钢化,再通过精密磨床修平整度制成玻璃工作面,即得印刷作用面板。(2)将金属通过数控加工中心铣成主体。(3)将玻璃通过数控加工中心铣成气道背板。(4)将步骤(1)所得的印刷作用面板与步骤(2)所得的主体装配,再将主体与步骤(3)所得的气道背板组装,即得丝网印刷台面。本发明提供一种新的印刷台面制造工艺,经过该工艺制造的印刷平台具有结构刚性强,能提供长时间稳定的工作性能。气

玻璃台盆的制作工艺.pdf
玻璃台盆的制作工艺,它涉及一种洗漱用具的制作工艺。它的制作工艺流程为:先将玻璃面板预热550℃至玻璃软化,至玻璃局部加温不破为宜;然后需要弯曲的地方,即在上弯挡水条和下弯部位局部加温至650℃-750℃,在玻璃面板模具的圆轮外径的挂绳上加砝码,砝码重量根据玻璃重量来定,加上最重砝码后玻璃不被挂起为宜,待玻璃弯到所需的角度的同时关闭局部加热器,并且局部弯角处略降温至玻璃硬化,使其不会变动角度后,撤去砝码,盆腔部位局部加温到700℃,使盆体自然下垂到所需深度;最后玻璃台盆整体温度控制到可钢化温度640℃-66

一种钢化玻璃丝印工艺及丝印设备.pdf
本发明公开了一种钢化玻璃丝印工艺及丝印设备,包括支撑架以及数据管理模块,所述数据管理模块包括有数据检测模块以及数据处理模块,所述数据检测模块用于对设备运行过程中的实时状态进行检测,并将检测到的数据信息传入数据处理模块,所述数据处理模块用于对接收到的数据信息进行分析处理,并通过处理结果对设备进行控制,对玻璃进行加工,所述支撑架的左侧轴承连接有左传输连杆,所述支撑架的右侧轴承连接有右传输连杆,所述左传输连杆以及右传输连杆的外表面传动连接有传送带,所述支撑架的外侧固定安装有传动电机,所述传动电机的输出端与左传输

玻璃工艺品的制作方法.doc
玻璃工艺品的制作方法玻璃主要成份是矽砂、苏打灰、碳酸钠、碳酸钾、石灰及铝土、铅丹等,种类很多。一般主要成份为钠玻璃属之;钾玻璃,制瓶玻璃属之;铅玻璃,仪器玻璃属之。新竹地区的矽石出产于关西一带,但近年来铁份含量偏高,品质稍差,所以大多仍由澳洲及马来西亚进口。首先先矽砂、石灰、苏打灰等放入坩锅窑中,在一千四百五十摄氏度的高温下十六小时,待混合融解成浓稠液体后,置于模具上,使之成形,再经十二小时徐冷后加式处理。期间施以喷沙、添色、嵌入金箔、磨花、雕刻、药水浸泡等装饰技巧。又在烧制时使用各种金属发色剂,制作出来
PCB文件丝印图的制作方法.pdf
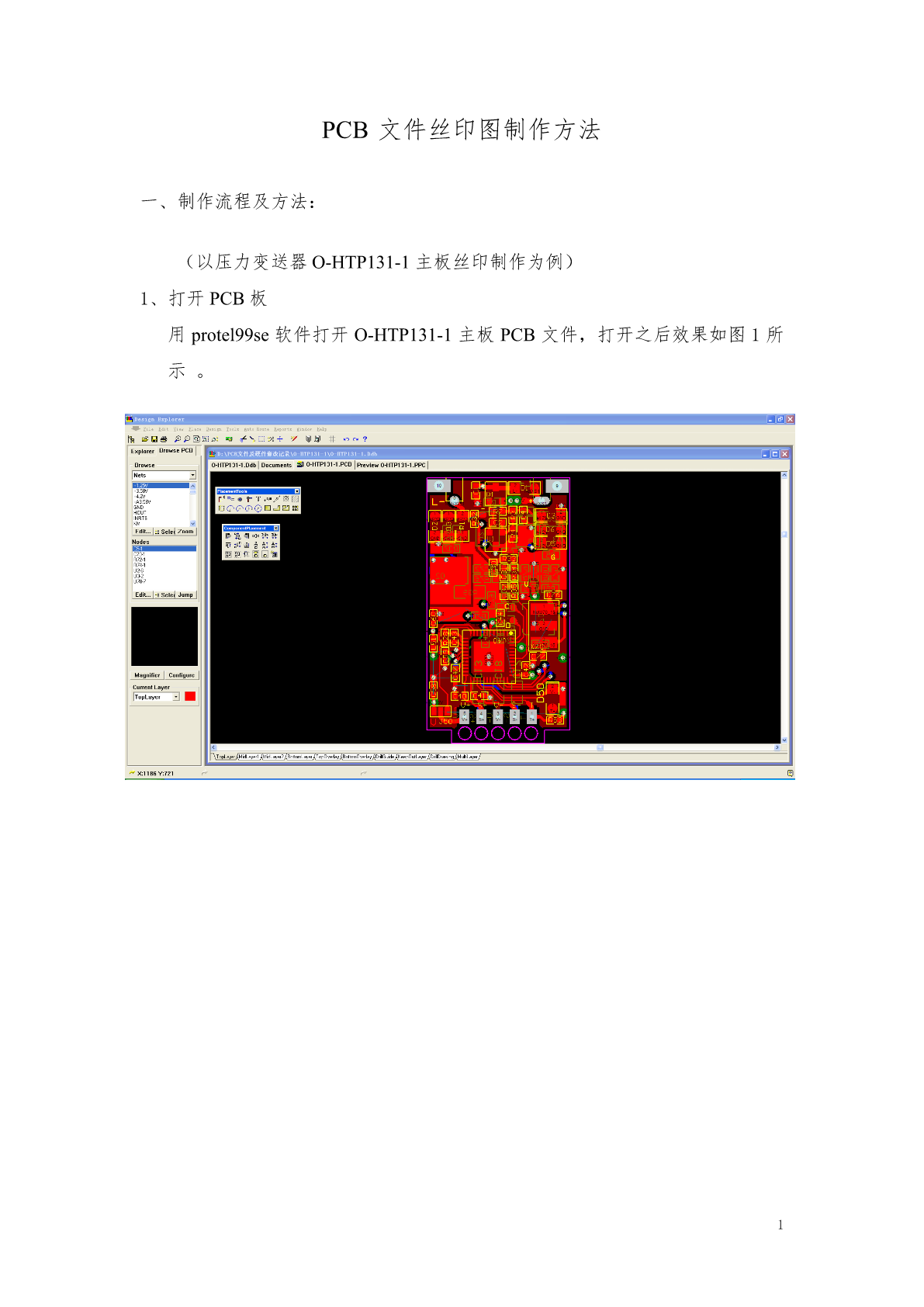
PCB文件丝印图制作方法一、制作流程及方法:(以压力变送器O-HTP131-1主板丝印制作为例)1、打开PCB板用protel99se软件打开O-HTP131-1主板PCB文件,打开之后效果如图1所示。12、打印菜单选择点击主菜单中的【File】菜单,选择【Print/Preview】子菜单,如图2所示图223、打印点击【Print/Preview】打印之后,界面如图4所示:图434、设置打印界面大小点击主菜单中的【File】菜单,选择【SetupPrinter】,单机【SetupPrinter】之后弹出