
高耐磨、高抗蚀络筒机凸轮组件的加工工艺.pdf

春景****23


1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高耐磨、高抗蚀络筒机凸轮组件的加工工艺.pdf
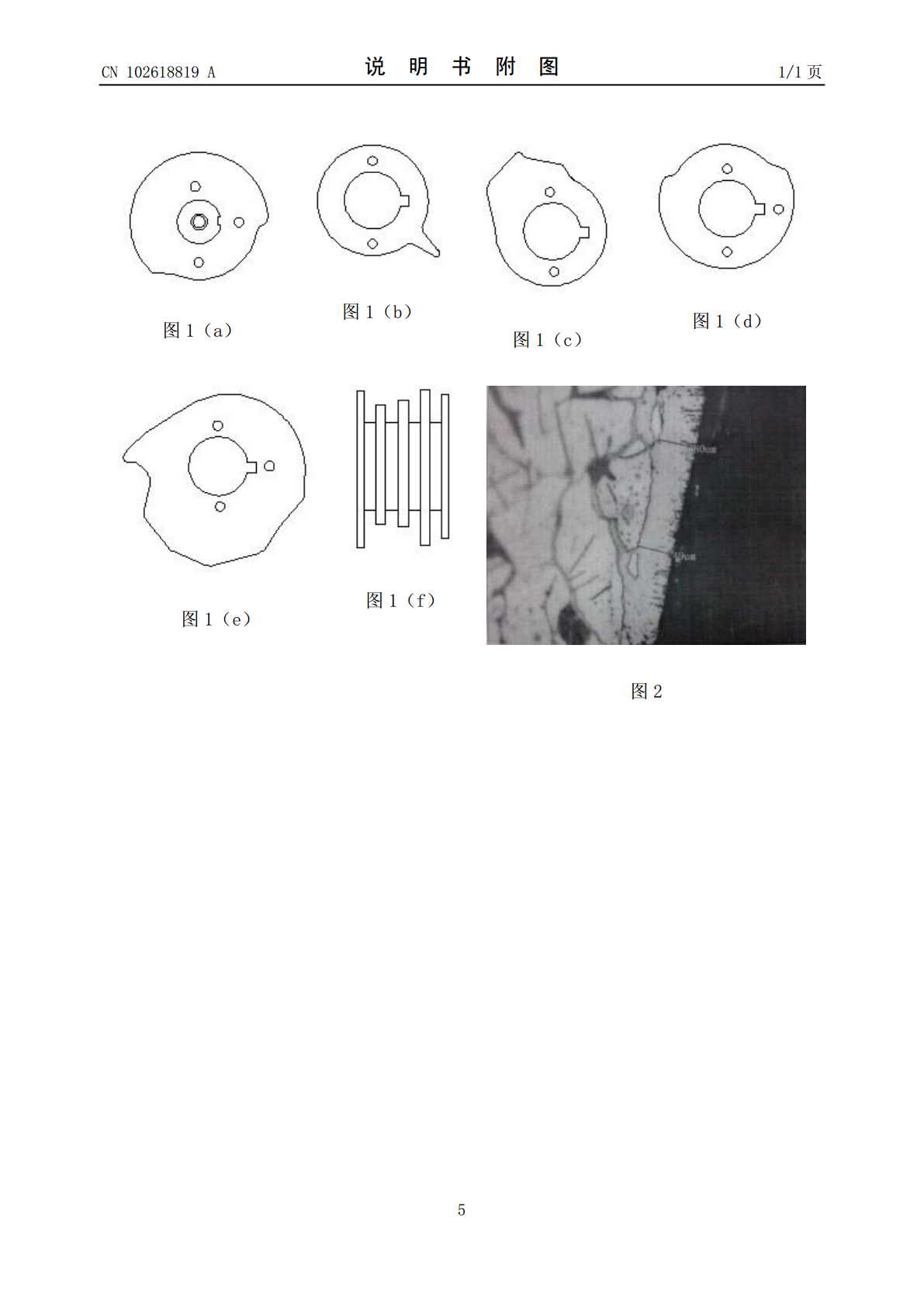
本发明涉及络筒机凸轮组件的加工方法技术领域,尤其是一种高耐磨、高抗蚀络筒机凸轮组件的加工工艺,其工艺程序如下:冲压成型的凸轮片经除油清洗后,在350°的炉子内烘干于30分钟;将烘干的凸轮片放入570°盐浴氮化炉中处理120分钟;将氮化完毕的凸轮片放入380°的盐浴氧化炉中处理30分钟;氧化完毕并经清洗干净的凸轮片用研磨机进行表面光饰加工;光饰后的凸轮片经干燥后上防锈油。经该工艺加工的凸轮片外形尺寸无变化,能很好的满足精度要求。凸轮片表面形成足够深的高硬度耐磨层,其耐磨性优于渗碳淬火处理。凸轮片具有很强的防
高速络筒机导丝凸轮.pdf
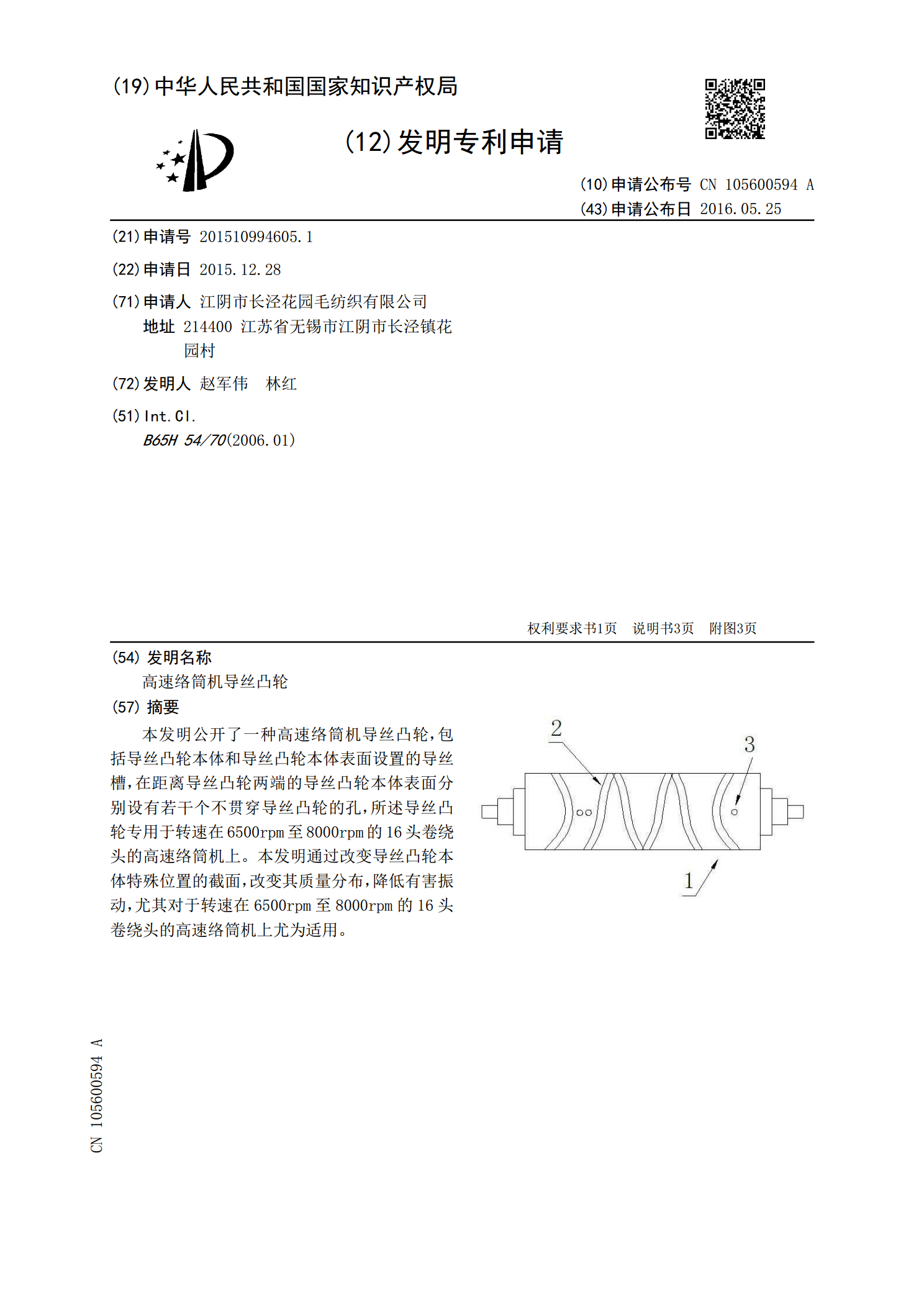
本发明公开了一种高速络筒机导丝凸轮,包括导丝凸轮本体和导丝凸轮本体表面设置的导丝槽,在距离导丝凸轮两端的导丝凸轮本体表面分别设有若干个不贯穿导丝凸轮的孔,所述导丝凸轮专用于转速在6500rpm至8000rpm的16头卷绕头的高速络筒机上。本发明通过改变导丝凸轮本体特殊位置的截面,改变其质量分布,降低有害振动,尤其对于转速在6500rpm至8000rpm的16头卷绕头的高速络筒机上尤为适用。
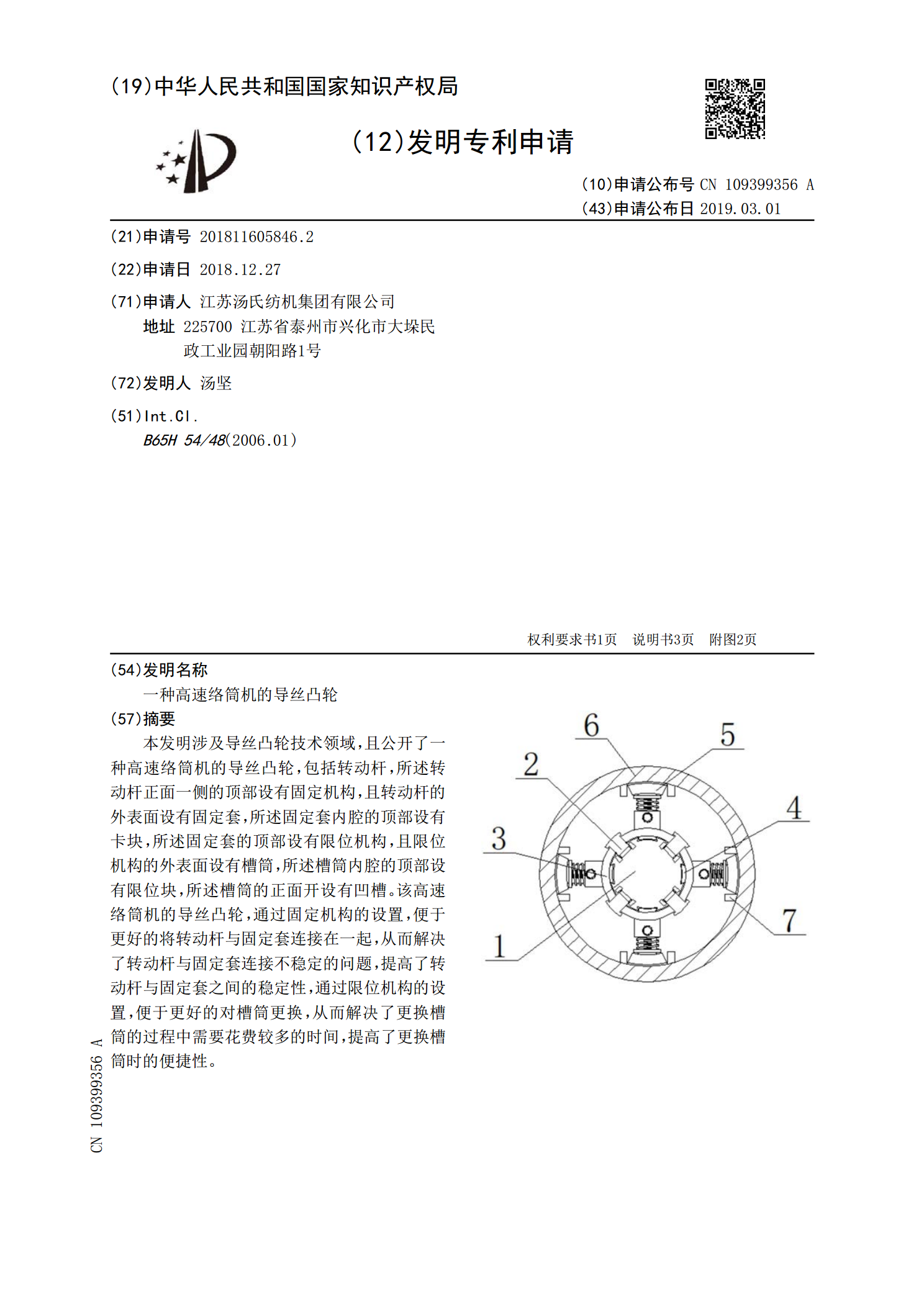
一种高速络筒机的导丝凸轮.pdf
本发明涉及导丝凸轮技术领域,且公开了一种高速络筒机的导丝凸轮,包括转动杆,所述转动杆正面一侧的顶部设有固定机构,且转动杆的外表面设有固定套,所述固定套内腔的顶部设有卡块,所述固定套的顶部设有限位机构,且限位机构的外表面设有槽筒,所述槽筒内腔的顶部设有限位块,所述槽筒的正面开设有凹槽。该高速络筒机的导丝凸轮,通过固定机构的设置,便于更好的将转动杆与固定套连接在一起,从而解决了转动杆与固定套连接不稳定的问题,提高了转动杆与固定套之间的稳定性,通过限位机构的设置,便于更好的对槽筒更换,从而解决了更换槽筒的过程中

络筒机.pdf
描述了一种络筒机,其具有多个卷绕工位(5.1至5.4),该多个卷绕工位沿着筒子卷绕轴(2,3)来布置,以便将多条纱线卷绕成筒子(6.1至6.4)。所述卷绕工位配备有横动装置(7),该横动装置针对各卷绕工位具有翼锭横动装置(8.1至8.4)。所述翼锭横动装置被共同驱动并且为此目的分别具有传动轮(11.1至11.4),所述传动轮经由齿带(12)联接到从动驱动轮(14)。根据本发明,经由齿型侧(27)将齿带联接到有齿的传动轮并联接到有齿的驱动轮。
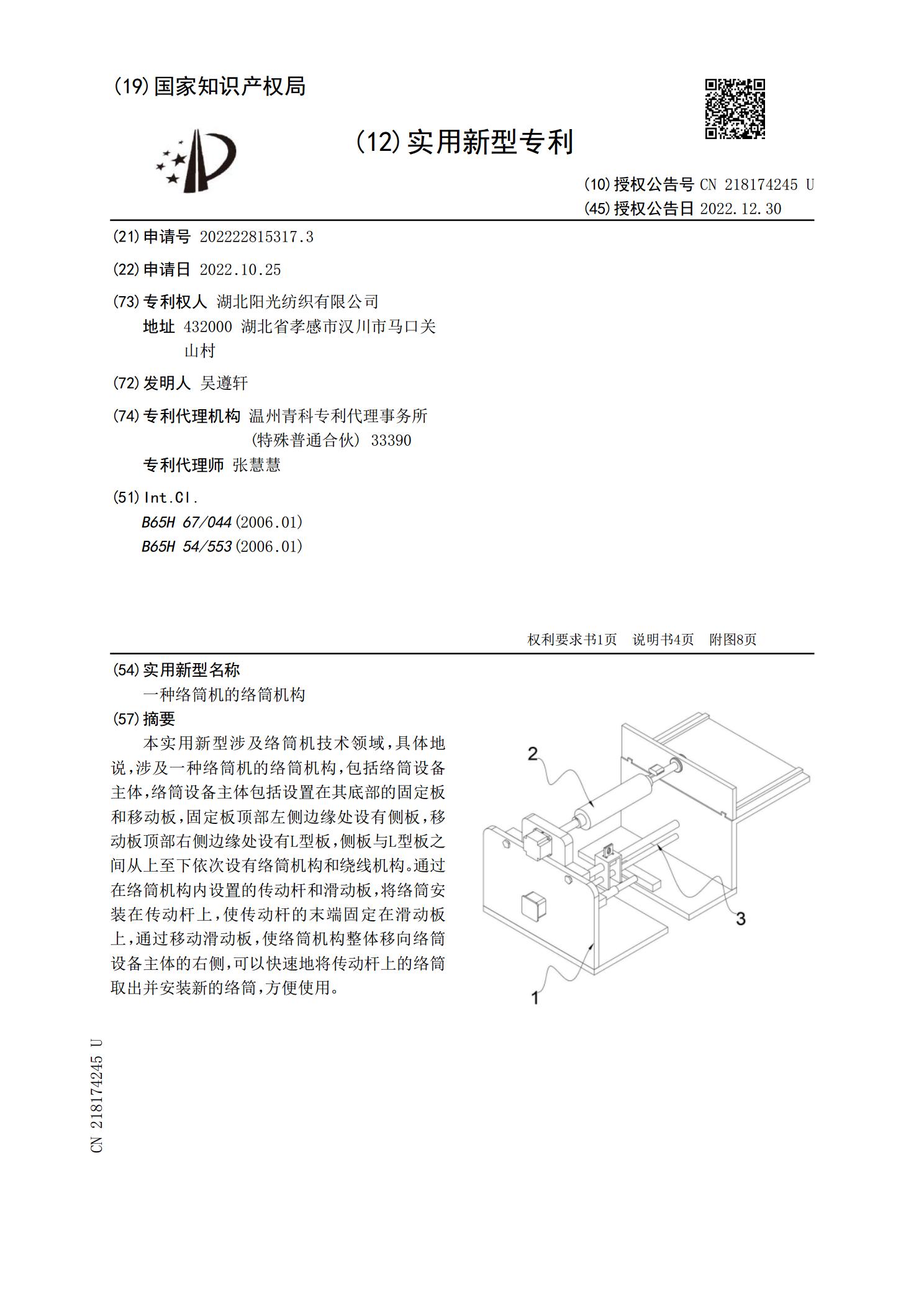
一种络筒机的络筒机构.pdf
本实用新型涉及络筒机技术领域,具体地说,涉及一种络筒机的络筒机构,包括络筒设备主体,络筒设备主体包括设置在其底部的固定板和移动板,固定板顶部左侧边缘处设有侧板,移动板顶部右侧边缘处设有L型板,侧板与L型板之间从上至下依次设有络筒机构和绕线机构。通过在络筒机构内设置的传动杆和滑动板,将络筒安装在传动杆上,使传动杆的末端固定在滑动板上,通过移动滑动板,使络筒机构整体移向络筒设备主体的右侧,可以快速地将传动杆上的络筒取出并安装新的络筒,方便使用。