
一种半导电胶辊的生产工艺.pdf

努力****晓骞


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种半导电胶辊的生产工艺.pdf
本发明公开了一种半导电胶辊的生产工艺,包括以下步骤:橡胶挤出工序,橡胶通过挤出机挤成空心橡胶管,经水槽冷却后绕成圈状放在铁盘上;一次硫化工序,将绕成圈状的空心橡胶管连同铁盘放入蒸缸炉中进行硫化;轴芯压入橡胶工序,先将硫化好的空心橡胶管按设计要求的尺寸裁切,再将轴芯通过润滑剂压入空心橡胶管内,制成胶辊坯件;二次硫化工序,将电胶辊坯件放入恒温炉中进行硫化;粗磨工序,对硫化好的胶辊坯件通过磨床进行橡胶管外圆的粗研磨;后加工处理工序,包括切割、削胶及精研磨。本发明的半导电胶辊的生产工艺对操作员工及环境都大为有益,

一种用于半导电胶辊平整度的检测仪及其检测方法.pdf
本发明涉及一种用于半导电胶辊平整度的检测仪,所述半导体胶辊包括两端具有连接头的金属芯和包裹于金属芯外表面的胶辊面,本发明检测仪包括一平台以及分别设于该平台上的工作部件、支架部件、光源部件、限位部件和电气控制箱。本发明还提供了一种用于半导电胶辊平整度的检测方法。本发明检测仪及其检测方法与现有技术相比,具有以下优点:因检测仪两边有限位轴承的压力,且可以增加和减少,杜绝出现产品接触不均现象,保证产品品质;因为有容置槽卡位,所以产品只在固定的区域转动,避免左右摆动;固定灯管,灯管均匀,更有利于产品的判断;操作简单
一种导电胶辊生产用拔胶机.pdf
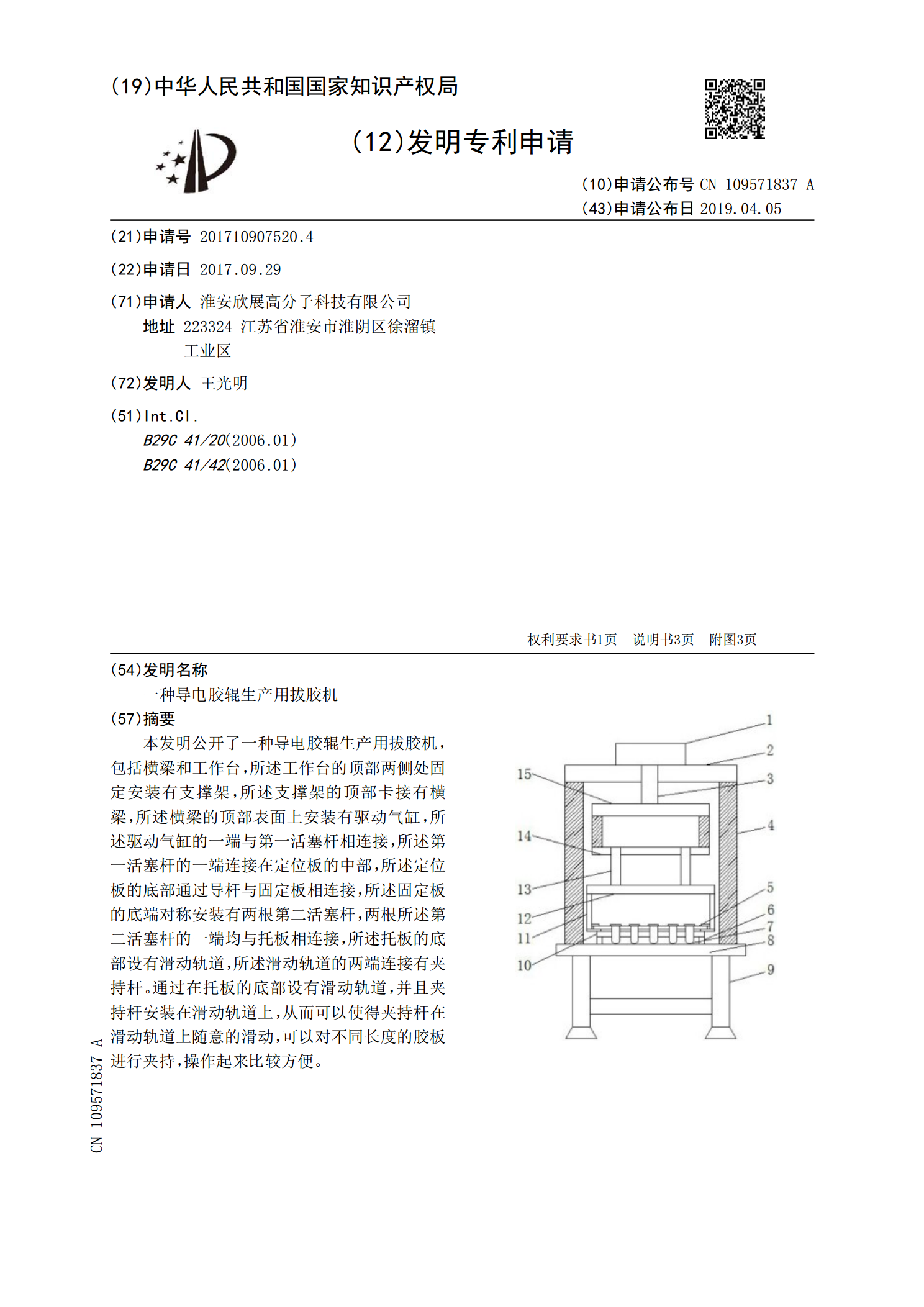
本发明公开了一种导电胶辊生产用拔胶机,包括横梁和工作台,所述工作台的顶部两侧处固定安装有支撑架,所述支撑架的顶部卡接有横梁,所述横梁的顶部表面上安装有驱动气缸,所述驱动气缸的一端与第一活塞杆相连接,所述第一活塞杆的一端连接在定位板的中部,所述定位板的底部通过导杆与固定板相连接,所述固定板的底端对称安装有两根第二活塞杆,两根所述第二活塞杆的一端均与托板相连接,所述托板的底部设有滑动轨道,所述滑动轨道的两端连接有夹持杆。通过在托板的底部设有滑动轨道,并且夹持杆安装在滑动轨道上,从而可以使得夹持杆在滑动轨道上随

半导电胶配方.doc
半导电胶配方配方名称:煤矿电缆屏蔽层胶料配方(37%)序号材料名称用量/份重量KG材料价格/KG金额1EVA90.0031.5017.00535.502CPE135B10.003.5013.9048.653氧化镁5.001.7516.9029.58420#机油15.005.2010.0052.005固体石腊8.002.8011.2031.366DOP12.004.2016.9070.987乙炔炭黑50.0017.5021.50376.258N33030.0010.506.2065.109轻钙40.0015

一种半导体导电胶及生产工艺.pdf
本发明涉及半导体封装技术领域,具体涉及一种半导体导电胶及生产工艺,包括以下质量份数的原料制备而成:导电颗粒70~80份、乙烯基MQ硅树脂20~30份、乙烯基硅油10~20份、增粘剂2~4份、炔醇类抑制剂2~4份、催化剂1~3份、阻燃剂1~3份、钴粉5~7份和松香1~2份,按质量份计,使用铜粉制作导电颗粒,依次将乙烯基MQ硅树脂、乙烯基硅油、炔醇类抑制剂、催化剂、钴粉和松香搅动,等待反应完成,得到第一混合物,往第一混合物中添加增粘剂和阻燃剂,混匀后等待反应完全,得到第二混合物,往第二混合物中加入导电颗粒,充