
捣固焦炉装煤车托煤底板的制作方法.pdf

努力****幻翠

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
捣固焦炉装煤车托煤底板的制作方法.pdf
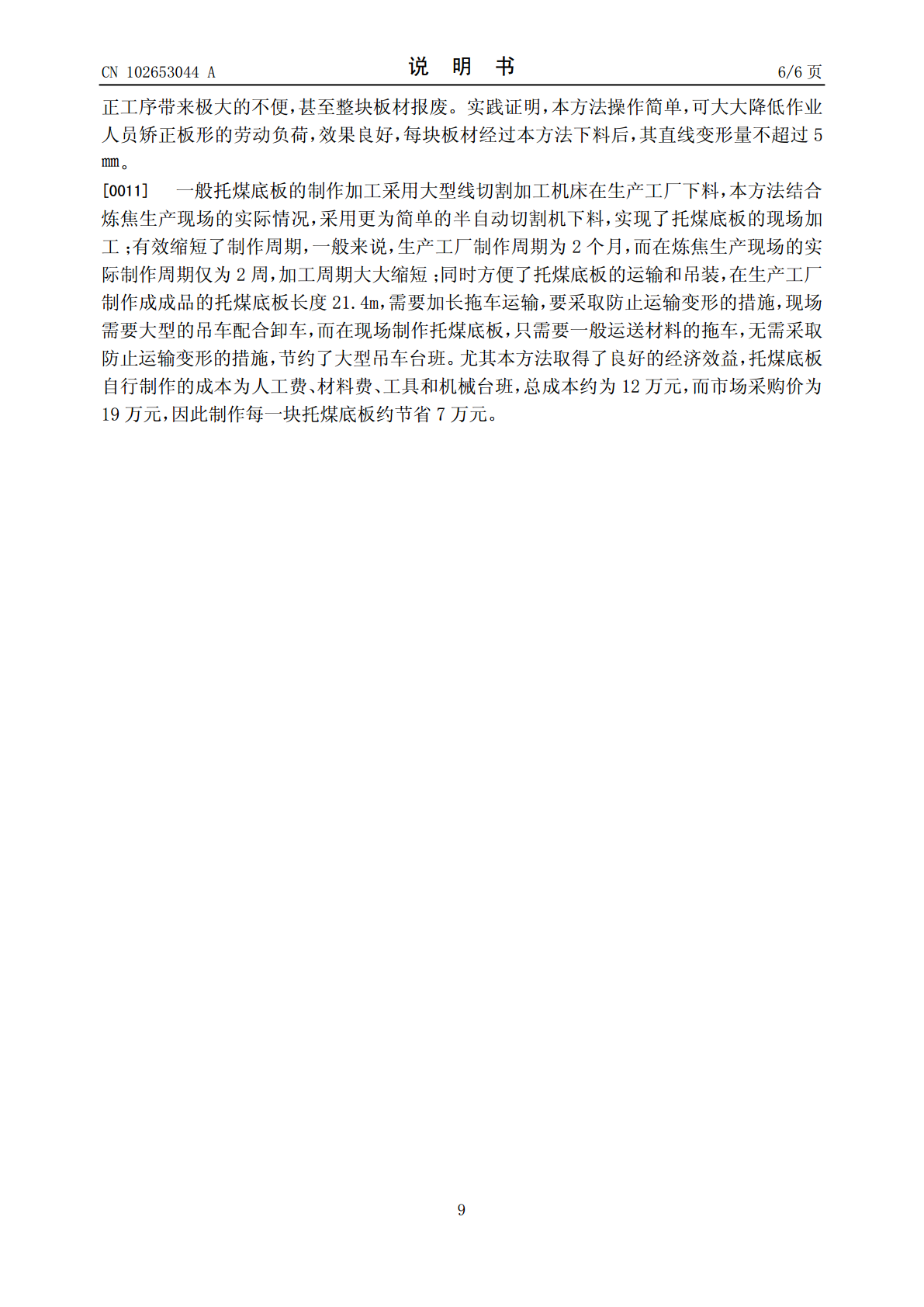
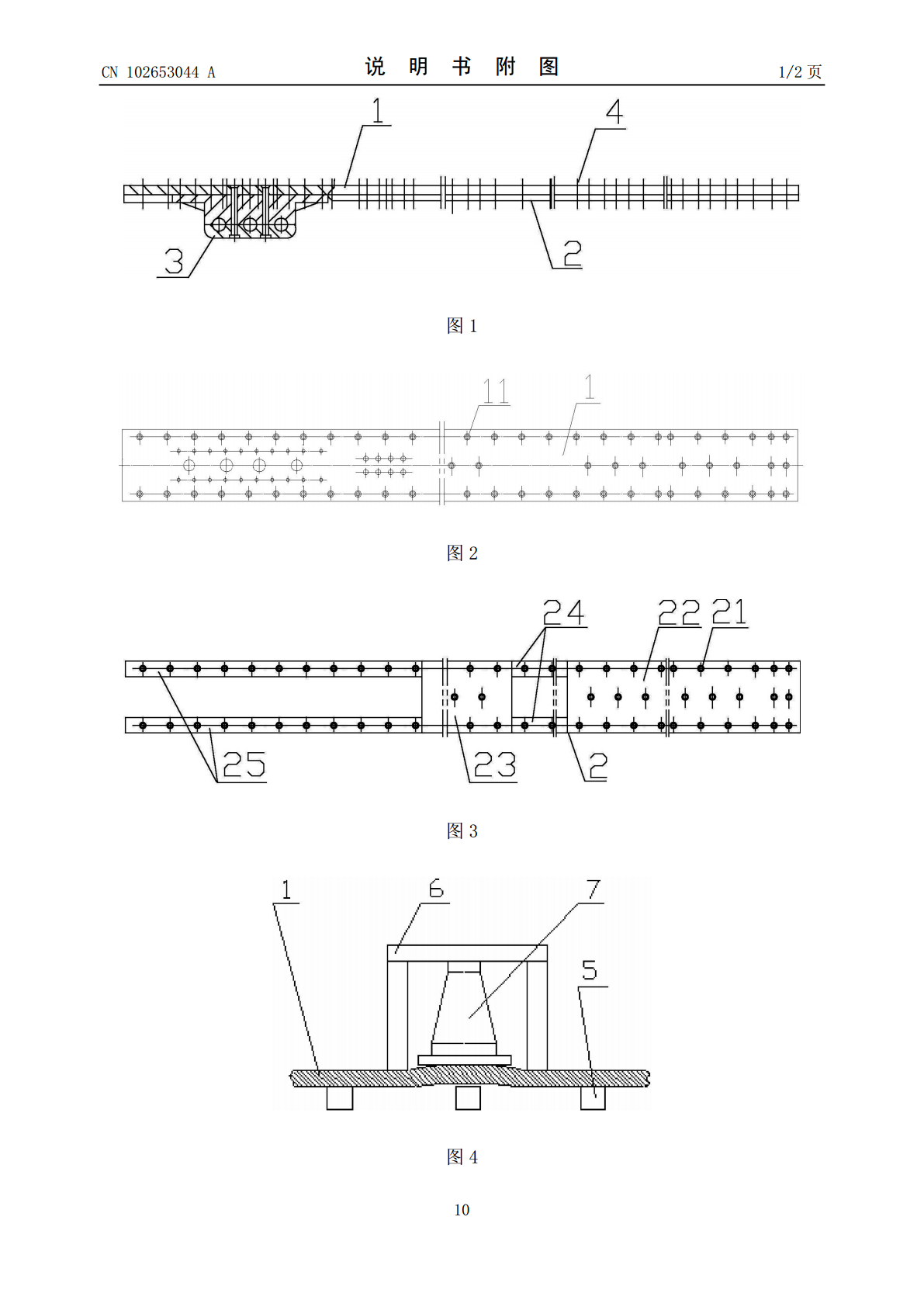
本发明公开了一种捣固焦炉装煤车托煤底板的制作方法,即通过测量钢板切割线周边100mm内的温度,得出钢板的线膨胀系数,计算钢板的线膨胀量,得出板材每次连续切割的长度为500mm,保证钢板变形在许可的范围内;将主板分为两块下料,导板分为六块下料,各切割钢板的组对焊缝采用双边V形剖口并对称焊接,一层焊肉自然冷却后焊接下层焊肉;主板和导板拼接后采用火焰矫正法和压力矫正法矫正直线度和平面度,主板和导板点焊为整体后采用摇臂钻按工艺要求钻孔;根据工艺参数确定铆钉长度,铆接采用手工铆接,并采用角向磨光机和磨光片打磨消除露
捣固焦炉侧装煤车压浮煤装置.pdf
本发明公开了一种捣固焦炉侧装煤车压浮煤装置,包括:支架,所述支架底部安装有往复移动机构,顶部安装有向煤槽悬空伸出的悬臂;振动座,所述振动座通过垂臂滑动安装在所述悬臂下部,所述振动座下部安装有辊子,辊子滚动方向的两侧安装有刮板,所述振动座上还安装有振动机构。本发明的有益效果在于,本发明通过振动机构产生规律振动,并由辊子压实煤槽中浮煤,支架在往复移动机构带动下可实现往复移动,从而带动辊子在煤槽中往复移动,刮板可在该往复移动过程中实现对浮煤的刮平,该结构简单,操作方便快捷准确,操作效果好,且实现机械化作业,更加
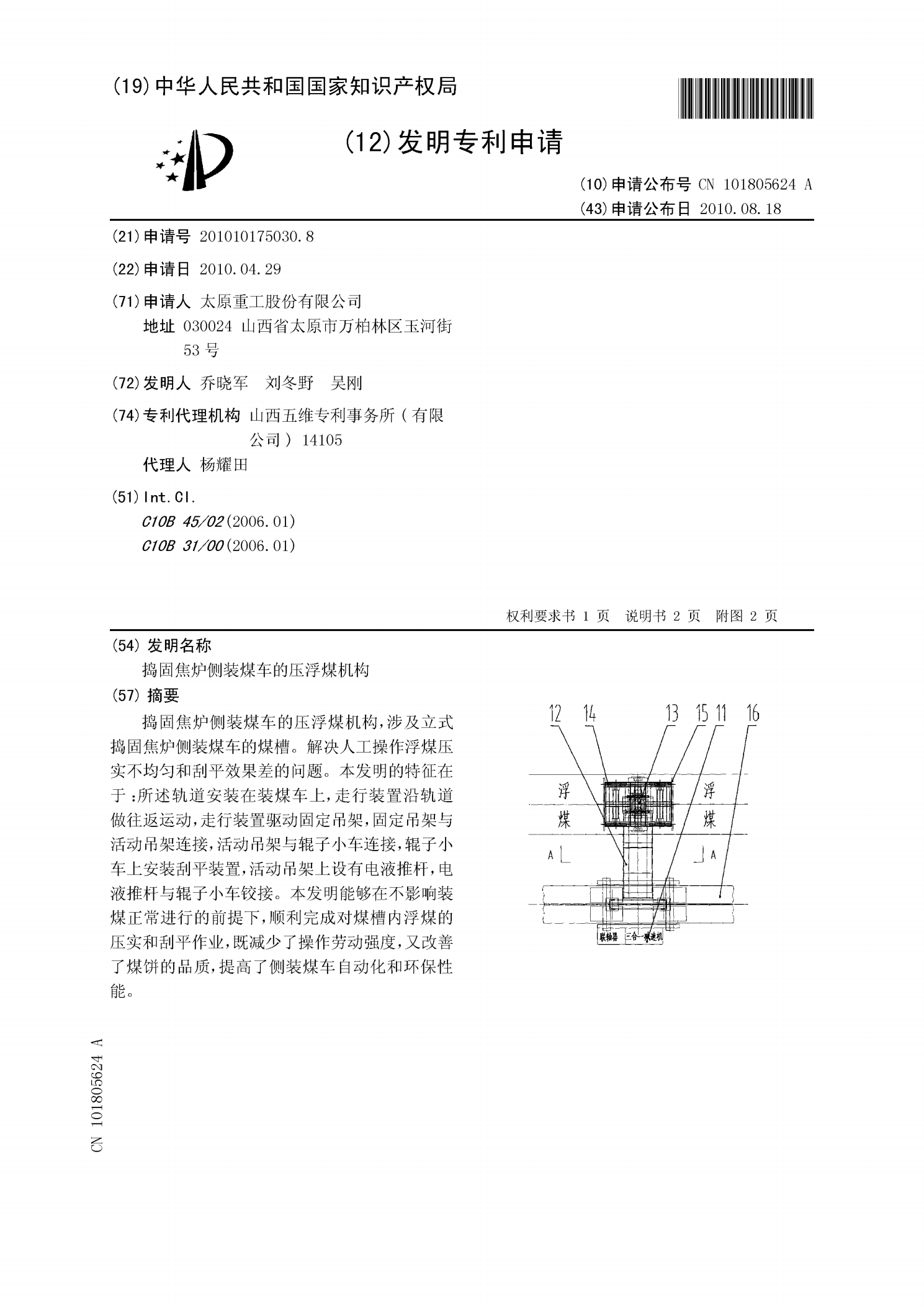
捣固焦炉侧装煤车的压浮煤机构.pdf
捣固焦炉侧装煤车的压浮煤机构,涉及立式捣固焦炉侧装煤车的煤槽。解决人工操作浮煤压实不均匀和刮平效果差的问题。本发明的特征在于:所述轨道安装在装煤车上,走行装置沿轨道做往返运动,走行装置驱动固定吊架,固定吊架与活动吊架连接,活动吊架与辊子小车连接,辊子小车上安装刮平装置,活动吊架上设有电液推杆,电液推杆与辊子小车铰接。本发明能够在不影响装煤正常进行的前提下,顺利完成对煤槽内浮煤的压实和刮平作业,既减少了操作劳动强度,又改善了煤饼的品质,提高了侧装煤车自动化和环保性能。
一种捣固焦炉装煤车托煤板修复的方法.pdf
本发明公开了一种捣固焦炉装煤车托煤板修复的方法,该方法在托煤板上的修复应用,降低了捣固炼焦的运行成本和材料费用,解决了生产疑难问题,消除了生产安全隐患,而且其性能已达到国内同类设备的领先水平,具有极大的实用及推广价值。
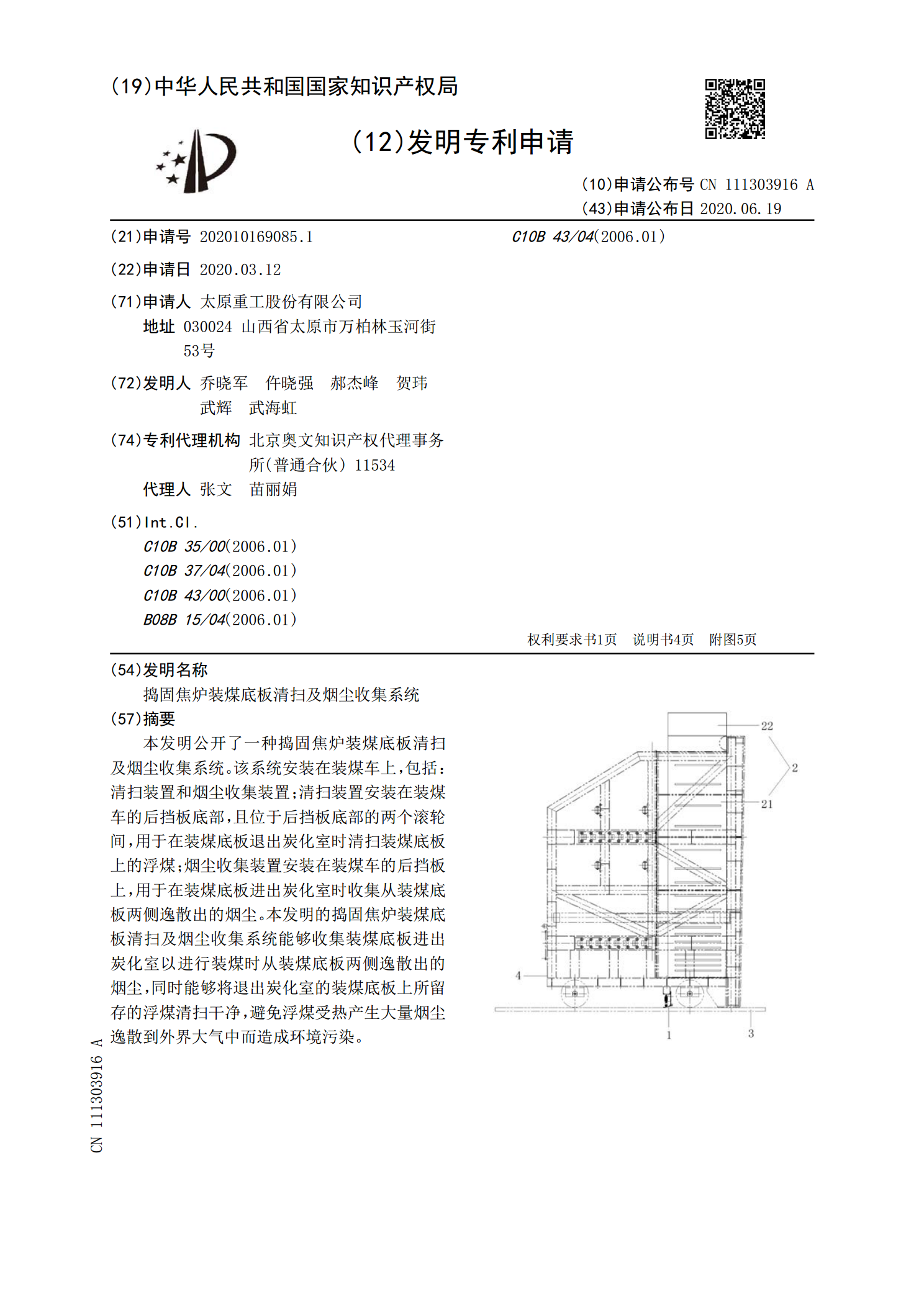
捣固焦炉装煤底板清扫及烟尘收集系统.pdf
本发明公开了一种捣固焦炉装煤底板清扫及烟尘收集系统。该系统安装在装煤车上,包括:清扫装置和烟尘收集装置;清扫装置安装在装煤车的后挡板底部,且位于后挡板底部的两个滚轮间,用于在装煤底板退出炭化室时清扫装煤底板上的浮煤;烟尘收集装置安装在装煤车的后挡板上,用于在装煤底板进出炭化室时收集从装煤底板两侧逸散出的烟尘。本发明的捣固焦炉装煤底板清扫及烟尘收集系统能够收集装煤底板进出炭化室以进行装煤时从装煤底板两侧逸散出的烟尘,同时能够将退出炭化室的装煤底板上所留存的浮煤清扫干净,避免浮煤受热产生大量烟尘逸散到外界大气