
耐磨损和抗氧化的TiAlSiN纳米复合超硬涂层制备方法.pdf

a是****澜吖


1/9

2/9

3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐磨损和抗氧化的TiAlSiN纳米复合超硬涂层制备方法.pdf
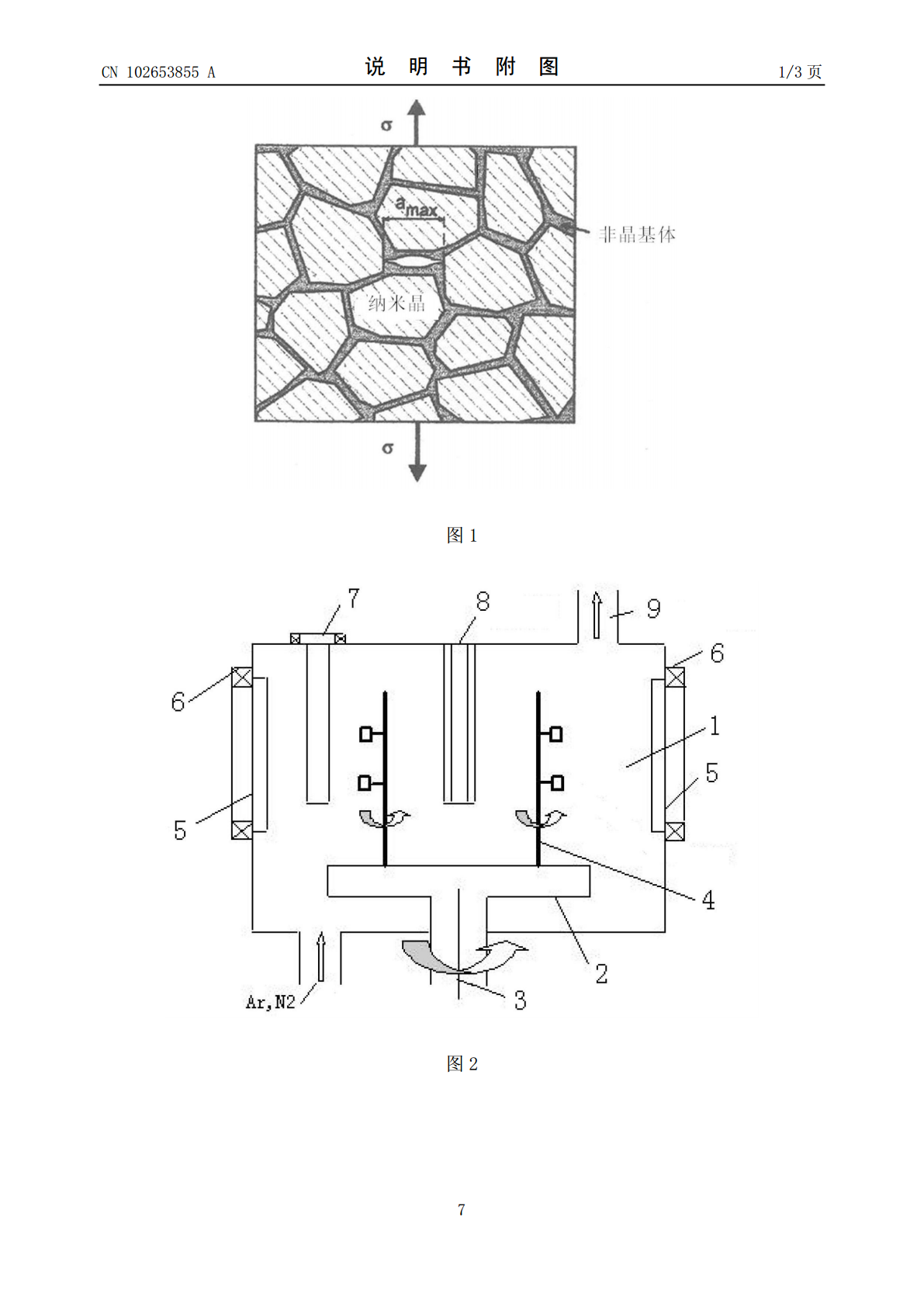
本发明公开了一种耐磨损和抗氧化的纳米复合TiAlSiN超硬涂层的制备方法,将基体预处理后放入电弧与磁控溅射复合镀膜设备中,以柱弧Ti靶作为Ti源,通过柱弧电源电流控制柱弧Ti靶的溅射率;以平面Si靶、Al靶作为相应元素的来源,平面Si靶和Al靶以对靶的方式安置在炉体内壁上,通过调整中频脉冲电源的功率控制靶的溅射率;采用高纯Ar作为主要离化气体,保证有效的辉光放电过程;采用高纯N2作为反应气体,使其离化并与Ti、Si、Al元素结合,在基体表面沉积形成TiAlSiN涂层,所制备的TiAlSiN涂层厚度为3.5

微纳米超硬TiAlSiN涂层的研究与应用进展.pptx
,目录PartOne物理气相沉积技术化学气相沉积技术离子注入技术其他制备技术PartTwo硬度与耐磨性耐腐蚀性热稳定性其他性能特点PartThree机械工业领域航空航天领域石油化工领域其他应用领域PartFour涂层制备技术的研究进展涂层性能改善的研究进展涂层应用拓展的研究进展涂层基础理论的研究进展PartFive提高涂层的综合性能拓展涂层的应用领域加强涂层的基础研究推进涂层的产业化进程THANKS

微纳米超硬TiAlSiN涂层的研究与应用进展.docx
微纳米超硬TiAlSiN涂层的研究与应用进展随着工业的发展,涂层技术在制造业中扮演了越来越重要的角色。涂层可以提高材料的表面硬度、耐磨性、抗腐蚀能力等,从而延长了材料的使用寿命。而微纳米超硬TiAlSiN涂层作为近年来涂层技术中的重要进展,受到了越来越多的关注和研究。本文将从制备工艺、性能表现及其在实际应用中的应用进展几个方面进行探讨。一、制备工艺:微纳米超硬TiAlSiN涂层是在真空中通过物理气相沉积(PVD)技术制备的,其制备过程主要包括表面处理、预处理、沉积和后处理四个步骤。1.表面处理:清洗、粗化
超硬刀具表面复合硬质涂层及其制备方法.pdf
本发明公开了一种超硬刀具表面复合硬质涂层及其制备方法,属于超硬刀具表面涂层制备技术领域。从刀具基体表面向外依次为假合金AB结合层、功能层和减磨层,所述假合金AB结合层是在真空条件下在刀具基体表面物理气相沉积导电性好的假合金AB形成,A、B分别选自元素周期表第ⅣB、ⅤB、ⅥB组天然金属元素,且A≠B;所述功能层为(AlTiCrSi)N层或者由AlCrN层、TiSiN层交替叠置的膜层。本发明通过对聚晶立方氮化硼或聚晶金刚石刀具基体做导电处理,在其表面渗透导电性良好的ⅣB、ⅤB、ⅥB族二元假合金,形成的假合金结
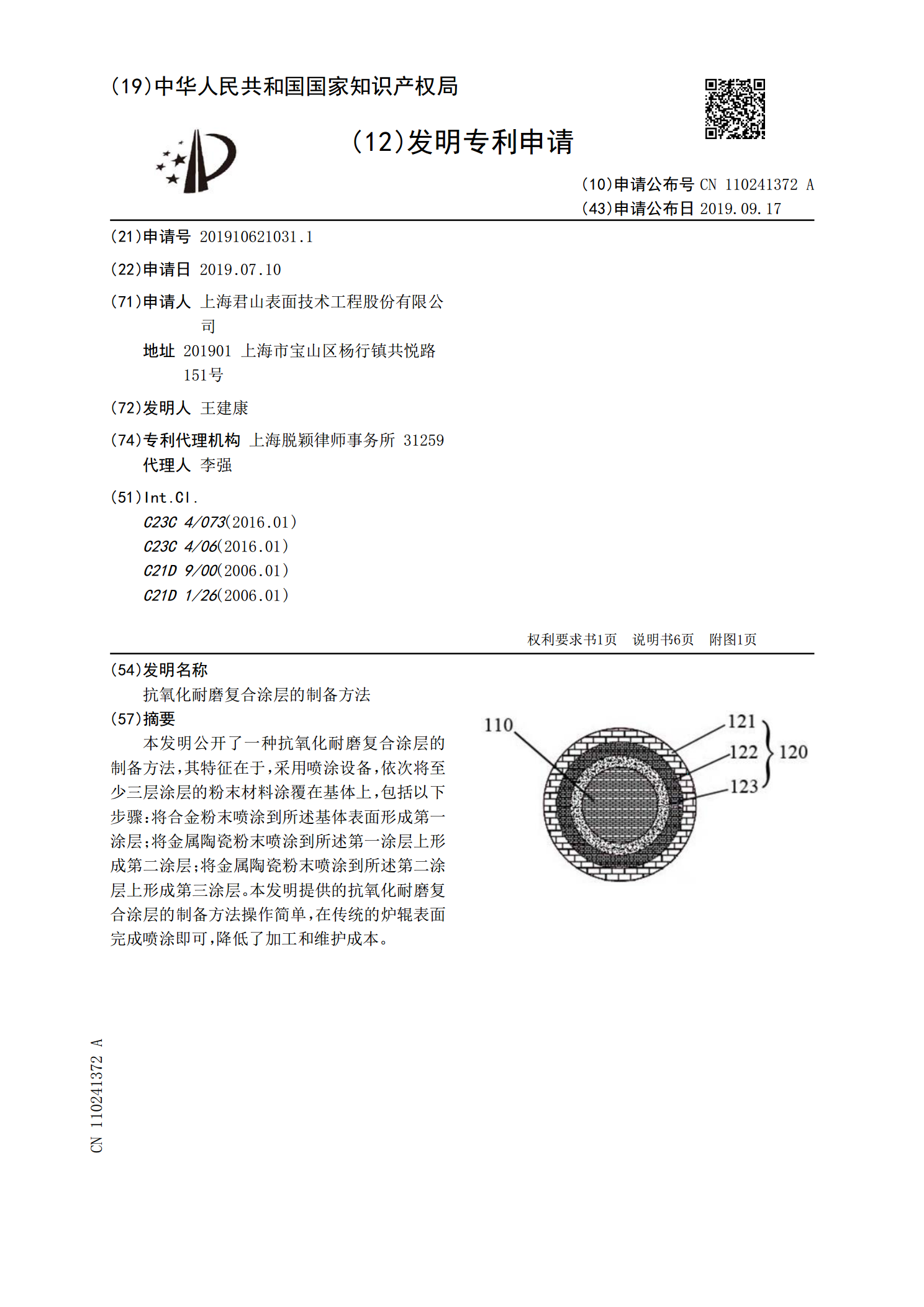
抗氧化耐磨复合涂层的制备方法.pdf
本发明公开了一种抗氧化耐磨复合涂层的制备方法,其特征在于,采用喷涂设备,依次将至少三层涂层的粉末材料涂覆在基体上,包括以下步骤:将合金粉末喷涂到所述基体表面形成第一涂层;将金属陶瓷粉末喷涂到所述第一涂层上形成第二涂层;将金属陶瓷粉末喷涂到所述第二涂层上形成第三涂层。本发明提供的抗氧化耐磨复合涂层的制备方法操作简单,在传统的炉辊表面完成喷涂即可,降低了加工和维护成本。