
一种瞬间永久结合法铜包铝排生产工艺.pdf

美丽****ka

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种瞬间永久结合法铜包铝排生产工艺.pdf
本发明公开了一种瞬间永久结合法铜包铝排生产工艺,它包括以下依次生产工序:1)铜管和铝棒毛面打磨处理、2)铜管套铝棒、3)拉拔、4)中频加热、5)保温处理和轧制、6)拉伸、7)退火,其特征在于:所述的中频加热是将拉拔后的材料放置到中频感应炉中加热,使铜、铝材料瞬间结合,其工艺条件为:中频范围为480-500Hz,温度为小于500℃加热到铜管端头黑亮为止;所述的保温处理和轧制是指经中频加热后对铜包铝排在465-490℃环境下保温20分钟至1.5小时后进行轧制,轧制后再在同等条件下保温再轧制,保温和轧制至少达到
一种铜包铝排的生产方法.pdf
本发明公开了一种铜包铝排的生产方法,其包括:先对铜管和铝棒进行表面去氧化层处理;再将铝棒插入铜管内形成铜包铝棒料,再把该铜包铝棒料放入真空罐中并抽真空;然后对真空罐中放入的铜包铝棒料的进行高频感应加热处理,待整根棒料中的铝芯全部熔化后,停止加热;待棒料的温度降到650℃以下后,将棒料进行精轧制得铜包铝排料,再将铜包铝排料冷却至常温;然后将铜包铝排料进行拉拨定型后,根据工艺定尺锯切;将定尺好的铜包铝排料放入真空退火炉中进行光亮退火后得到成品;最后将成品放入自动包装线上包装入库。本方法制得的铜包铝排成品,其铜
铜包铝排的生产方法.pdf
本发明涉及一种铜包铝排的生产方法,其包括:将铜带、铝排进行表面去氧化层处理;然后,将铜带、铝排送入包覆机成型焊接,然后用冷轧机轧制收紧,然后根据所需尺寸锯切并将断好的铜包铝排料连续送入中频加热炉内预加热;然后将铜包铝排料送入连续加热炉;然后将铜包铝排料通过辊道运行送入热轧机精轧、冷却;然后将轧制好的铜包铝排料进行拉拔定型后,根据工艺定尺锯切;然后将定尺好的铜包铝排料放入真空退火炉中进行光亮退火后,得到成品;最后,将成品放入自动包装线上包装入库。本发明的铜包铝排的生产方法为铝芯外包覆铜层,成本低,可以连续生

铜包铝排载流量.xls
吴江市中信科技有限公司铜包铝排载流量明细表产品规格载流量(A)125*102202.45120*102129.02120*81928.55100*101835.15100*81660.77100*61459.6780*101532.7680*81385.2980*6107560*10112860*8101060*6961.6650*5762.8140*4574.0630*3399.8225*3345.2220*3288.8715*3230.16
一种用于铜包铝排的铜管清洗箱.pdf
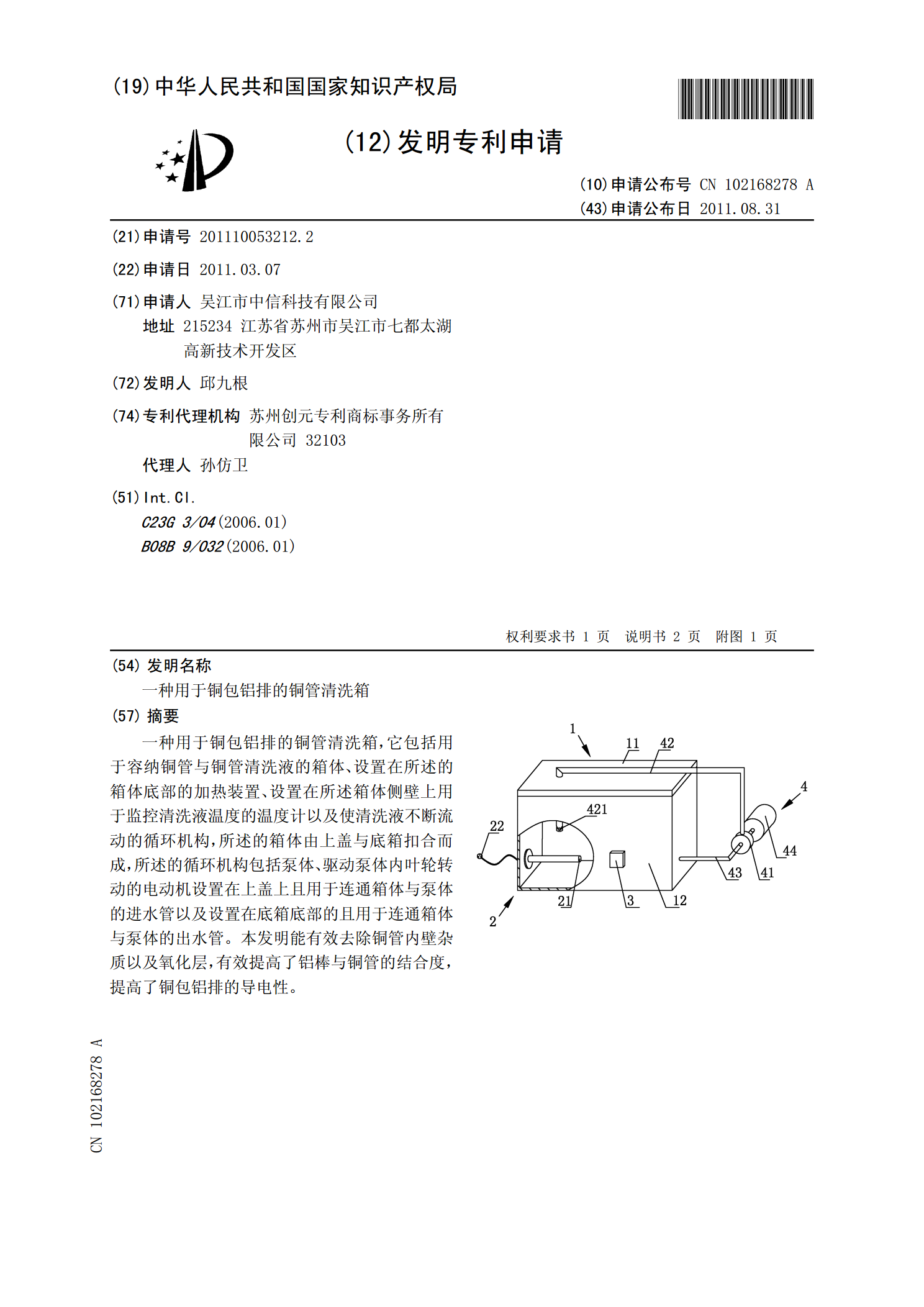
一种用于铜包铝排的铜管清洗箱,它包括用于容纳铜管与铜管清洗液的箱体、设置在所述的箱体底部的加热装置、设置在所述箱体侧壁上用于监控清洗液温度的温度计以及使清洗液不断流动的循环机构,所述的箱体由上盖与底箱扣合而成,所述的循环机构包括泵体、驱动泵体内叶轮转动的电动机设置在上盖上且用于连通箱体与泵体的进水管以及设置在底箱底部的且用于连通箱体与泵体的出水管。本发明能有效去除铜管内壁杂质以及氧化层,有效提高了铝棒与铜管的结合度,提高了铜包铝排的导电性。