
一种铝镁合金连续双级退火方法.pdf

小凌****甜蜜


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝镁合金连续双级退火方法.pdf
本发明公开了一种铝镁合金连续双级退火方法,铝镁合金原料经熔炼、平引铸杆、拉拔、中间退火、拉拔而制成铝镁合金线材粗品,所述中间退火为连续双级退火,将经过拉拔的铝镁合金线材在440~460℃下,保温0.5~1小时,然后再升温到480~520℃,保温0.5~1小时,然后出炉快速水冷。采用本发明的方法既提高了铝镁合金线材的生产效率,节省生产成本;又提高了铝镁合金线材的强度与塑性。
一种铝箔连续退火方法及铝箔连续退火炉.pdf
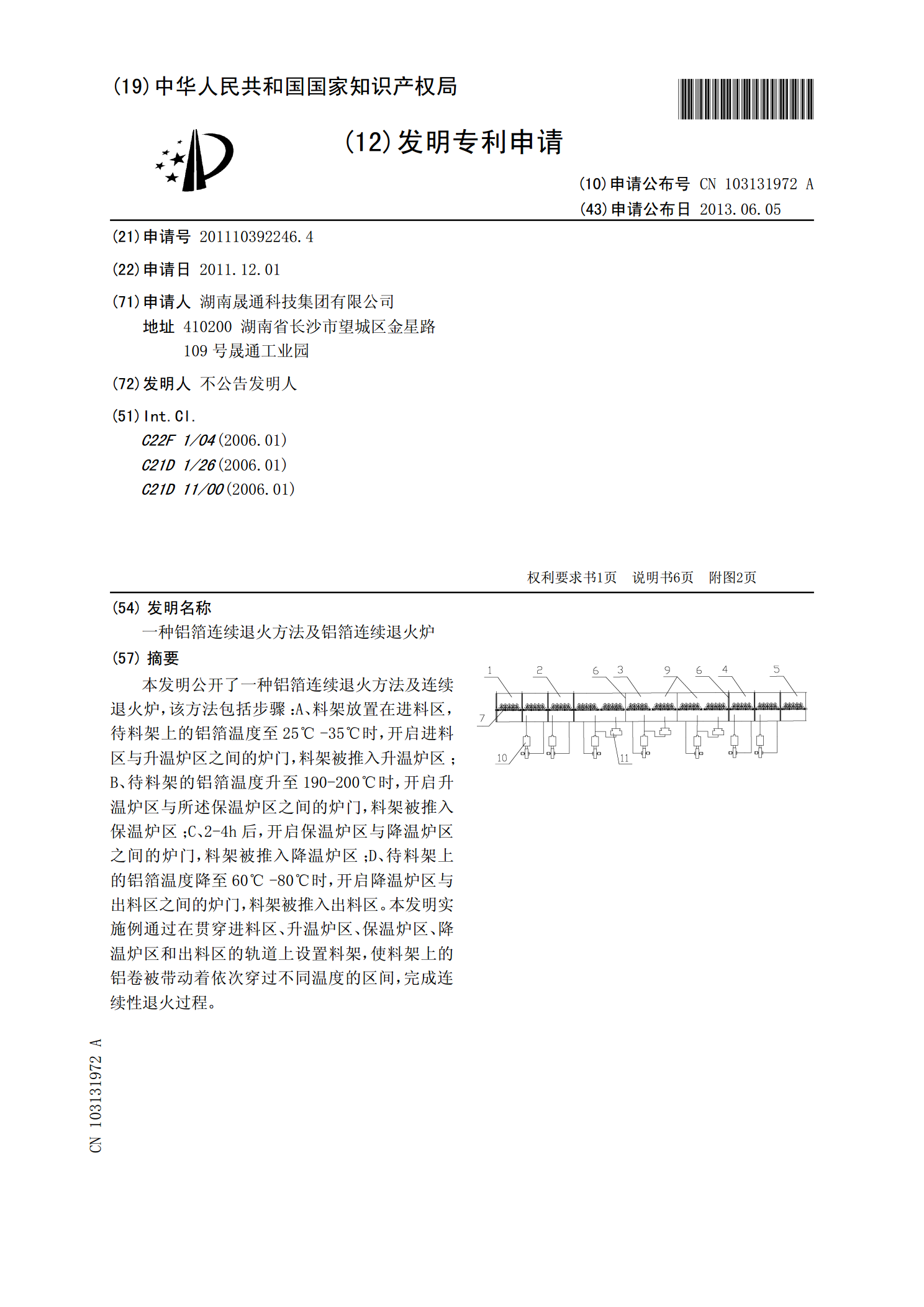
本发明公开了一种铝箔连续退火方法及连续退火炉,该方法包括步骤:A、料架放置在进料区,待料架上的铝箔温度至25℃-35℃时,开启进料区与升温炉区之间的炉门,料架被推入升温炉区;B、待料架的铝箔温度升至190-200℃时,开启升温炉区与所述保温炉区之间的炉门,料架被推入保温炉区;C、2-4h后,开启保温炉区与降温炉区之间的炉门,料架被推入降温炉区;D、待料架上的铝箔温度降至60℃-80℃时,开启降温炉区与出料区之间的炉门,料架被推入出料区。本发明实施例通过在贯穿进料区、升温炉区、保温炉区、降温炉区和出料区的轨

一种铜丝连续退火装置及退火方法.pdf
本发明公开了一种铜丝连续退火装置及退火方法,涉及铜丝加工技术领域。本发明包括退火外壳、冷却机组、冷却液泵、冷却液散热箱和吹干箱,退火外壳底部固定有冷却机组,冷却机组下方的退火外壳上固定有冷却液散热箱,冷却机组上方固定有吹干箱,退火外壳的一侧设置有冷却液泵,退火外壳后方靠近设置有冷却液泵的一侧固定有冷却液容箱。本发明通过设置退火外壳、冷却机组、冷却液泵、冷却液散热箱和吹干箱,解决了现有的铜丝连续退火装置在连续退火时加热不够完全和均匀和退火冷却液残留的问题。

一种连续退火的双头双收拉丝机.pdf
本发明公开了一种连续退火的双头双收拉丝机,包括拉丝模块、退火模块以及收线模块,在传统单线塔轮式拉丝连续退火机的基础上,采用皮带、皮带轮传动,通过对塔轮槽道的加宽和分槽,使每级塔轮能够通过两根线,眼模座也通过加宽和分槽,能够放下两个眼模或一个眼模含两个眼模孔,退火通道通过增加多一通道,使两根线同时能够退火,连续退火的双头双收拉丝机能够实现两台单头小拉连续退火机的合并功能,即能分别各生产单支线,又能选择将双线收到一个线盘上,章显一机两用,能够满足不同客户群,具有节能,占地少,效率高。
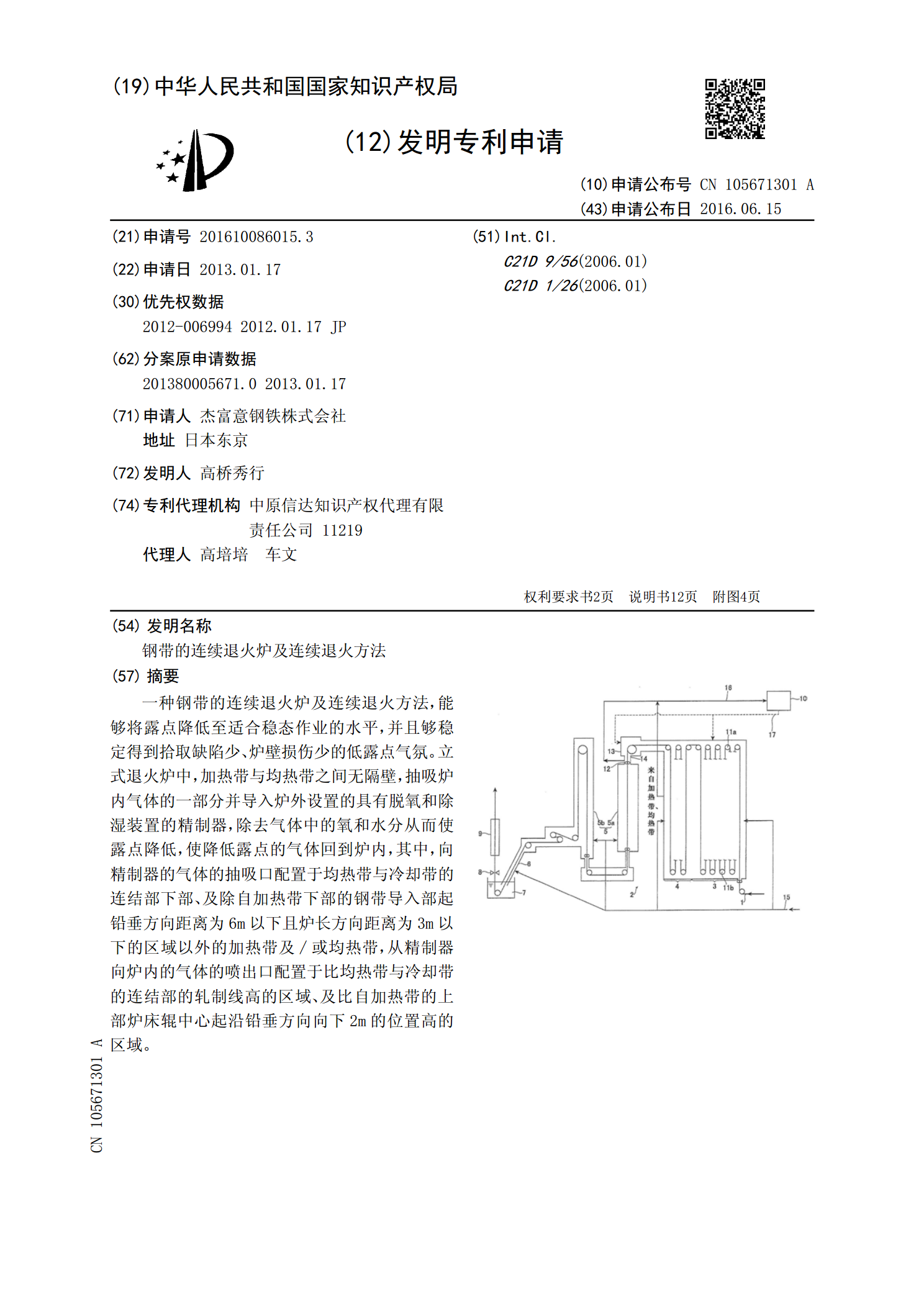
钢带的连续退火炉及连续退火方法.pdf
一种钢带的连续退火炉及连续退火方法,能够将露点降低至适合稳态作业的水平,并且够稳定得到拾取缺陷少、炉壁损伤少的低露点气氛。立式退火炉中,加热带与均热带之间无隔壁,抽吸炉内气体的一部分并导入炉外设置的具有脱氧和除湿装置的精制器,除去气体中的氧和水分从而使露点降低,使降低露点的气体回到炉内,其中,向精制器的气体的抽吸口配置于均热带与冷却带的连结部下部、及除自加热带下部的钢带导入部起铅垂方向距离为6m以下且炉长方向距离为3m以下的区域以外的加热带及/或均热带,从精制器向炉内的气体的喷出口配置于比均热带与冷却带的