
提高含碳孪晶诱发塑性钢强度和屈强比的方法.pdf

论文****可爱

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
提高含碳孪晶诱发塑性钢强度和屈强比的方法.pdf
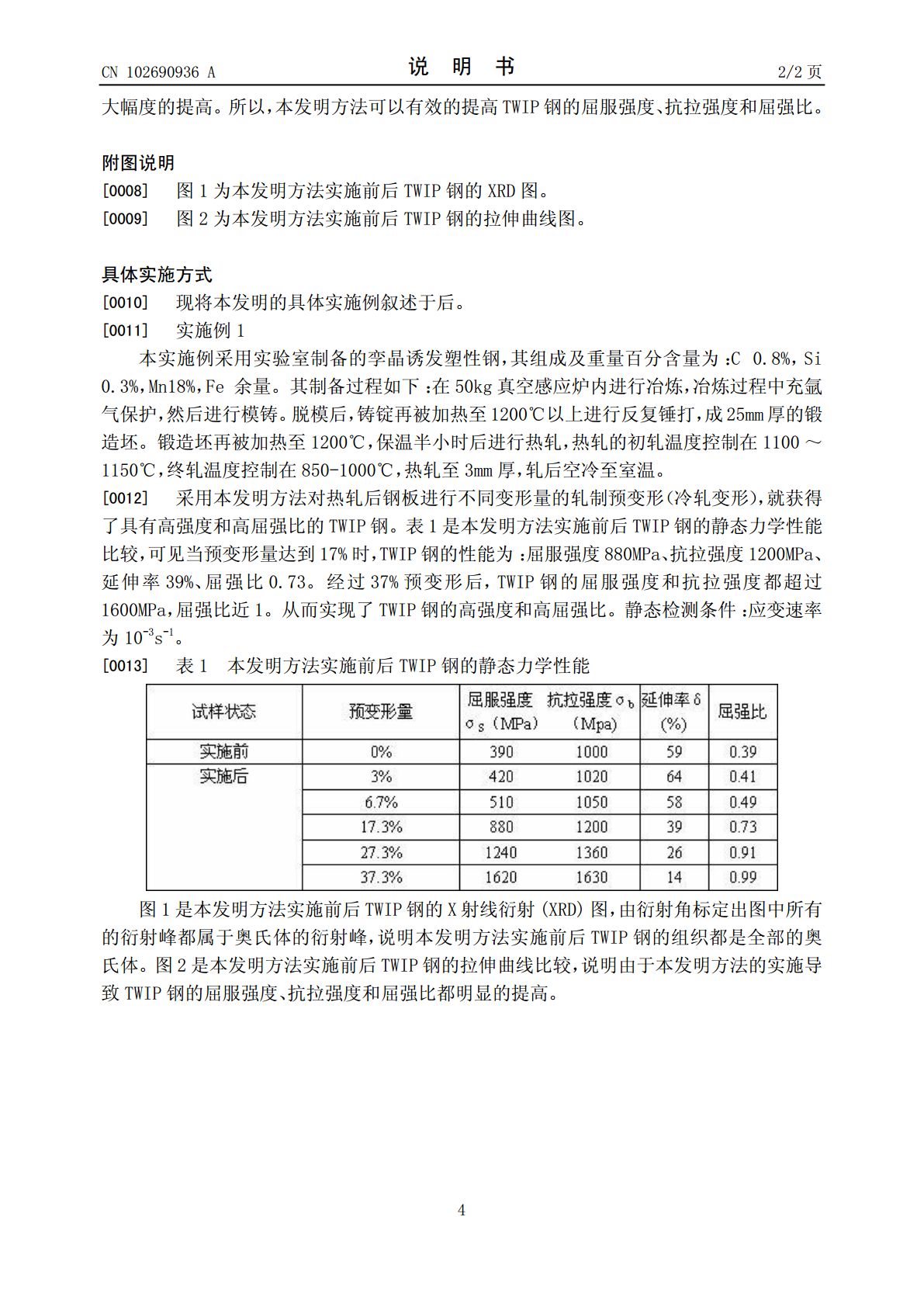
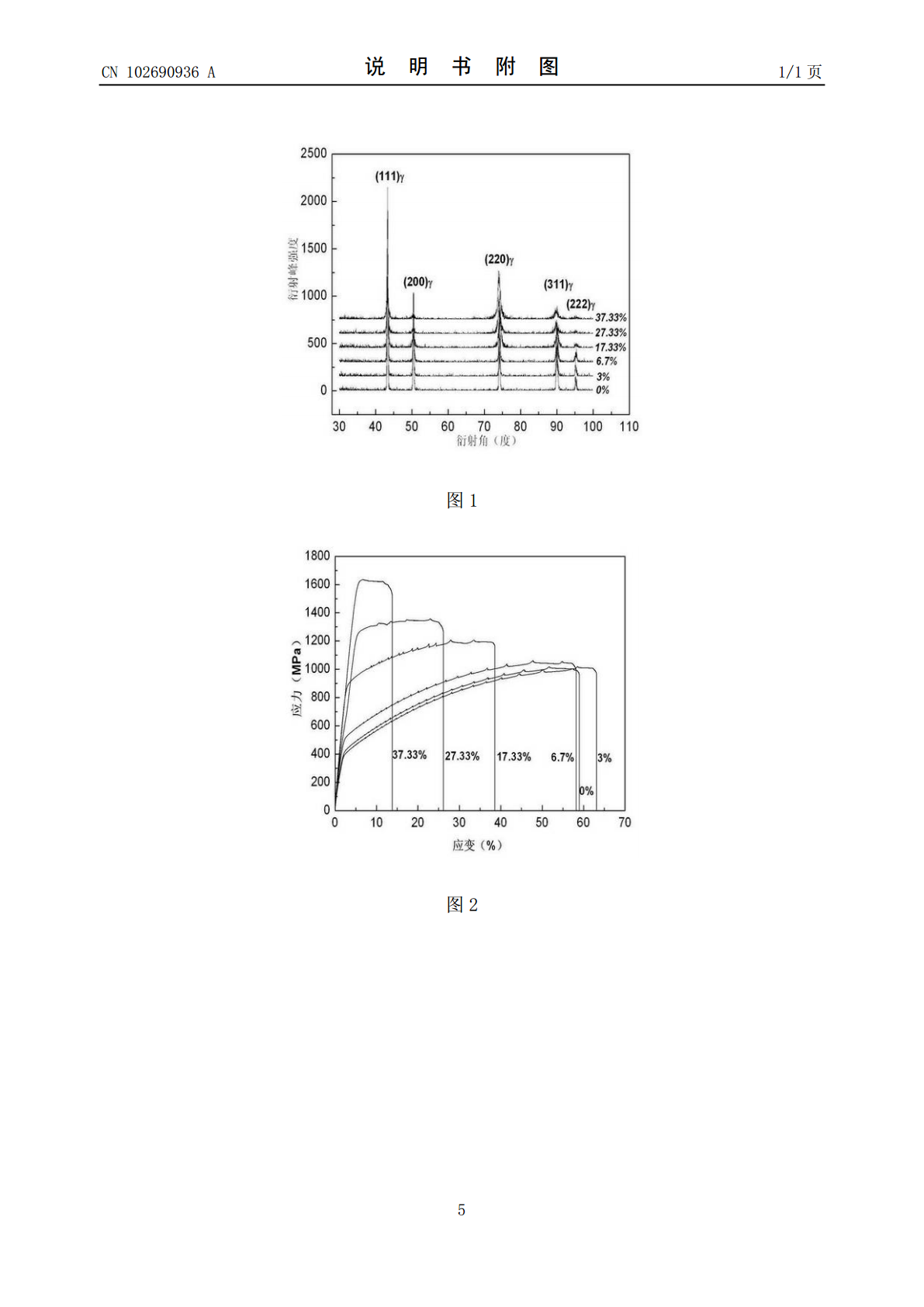
本发明涉及一种提高含碳孪晶诱发塑性钢的强度和屈强比的制备方法。属特种钢制备工艺技术领域。该方法是:将具有组成及重量百分比为:C0.3~0.80%,Si0.10~0.40%,Mn15.0~18.0%,Fe余量的中碳高锰孪晶诱发塑性钢在真空感应炉内进行冶炼,冶炼过程中充氩气保护,然后进行模铸;脱模后,铸锭被加热至1200℃以上进行反复锤打,成25mm厚的锻造坯;锻造坯再被加热至1200℃,保温半小时后进行热轧,热轧的初轧温度控制在1100~1150℃,终轧温度控制在850~1000℃,热轧至3mm厚,轧后空冷
一种超高强度中碳含镍高锰孪晶诱发塑性钢及制备方法.pdf
本发明涉及一种超高强度中碳含镍高锰孪晶诱发塑性钢及制备方法。塑性钢的重量百分组成为:C0.5~0.80%,Si0.10~0.40%,Mn15.0~20.0%,Ni0.10~0.40%,P炉内进行冶炼,冶炼过程中充氩气保护,然后进行模铸;脱模后,铸锭被加热至1200℃以上进行反复锤打,成25mm厚的锻造坯;锻造坯再被加热至1200℃,保温半小时后进行热轧,热轧的初轧温度控制在1050~1150℃,终轧温度控制在850~1000℃,热轧至3mm后空冷至室温。将热轧后的钢板进行变形量为37.3%的冷轧变
超高强度高塑性低碳相变与孪晶诱发塑性热轧钢板及制法.pdf
本发明涉及一种超高强度高塑性低碳相变与孪晶诱发塑性热轧钢板,其成分质量百分比为:C≤0.10%,Mn?13.6-20.0%,Si?1.5~3.0%,Nb?0.05~0.25%,P≤0.008%,S≤0.005%,余量为Fe和不可避免的杂质;其中:当C≤0.05%且Mn≤16.0%时,还包含N?0.02-0.082%和Ti?0.045~0.10%。制备方法为:按上述成分冶炼,再经真空炉二次精炼,浇铸成铸坯,加热至1150~1200℃,保温1~2两小时,高压水除鱼鳞后进行热轧,开轧温度1100~1150℃,粗

孪晶诱发塑性钢硬化行为研究.doc
孪晶诱发塑性钢硬化行为研究孪晶诱发塑性主要是指TWIP(TwinningInducedPlasticity)钢在塑性变形过程中奥氏体出现形变孪晶,促使材料强度提升、塑性增加、能量吸收能力上升、抑制裂纹扩展能力提高,它促使TWIP钢日渐成为一种优良的汽车减重用材。但孪晶诱发塑性过程不仅是一个孪晶与滑移、孪晶与孪晶、孪晶与基体交互作用的复杂过程,而且也是一个微观组织的变化与宏观力学参数密切交互作用的复杂过程。因此,对TWIP钢成形过程中的形变诱发孪晶、孪晶诱发塑性行为机制的深入理解,准确描述其塑性硬化行为,并

一种高延伸率和高扩孔率的孪晶诱发塑性钢及其制造方法.pdf
本发明提供一种高延伸率和高扩孔率的孪晶诱发塑性钢及其制造方法,其组成:C?0.30%~0.70%,Si≤1.0%,Mn?10%~20%,Al≤1.0%,P0.005%~0.20%,Re?0.05%~0.30%,N?0.004%~0.05%,Nb≤0.2%,V≤0.3%,Cu≤1%,余为Fe。其方法①冶炼:采用真空炉冶炼,钢液静置3~5min后浇铸,浇铸温度为1450~1550℃;②热轧:铸坯加热温度为1150~1200℃,升温速率10~15℃/min,保温20~40min,开轧温度1150~850℃,终轧