
螺杆泵定子或转子的轧制工艺.pdf

东耀****哥哥

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
螺杆泵定子或转子的轧制工艺.pdf
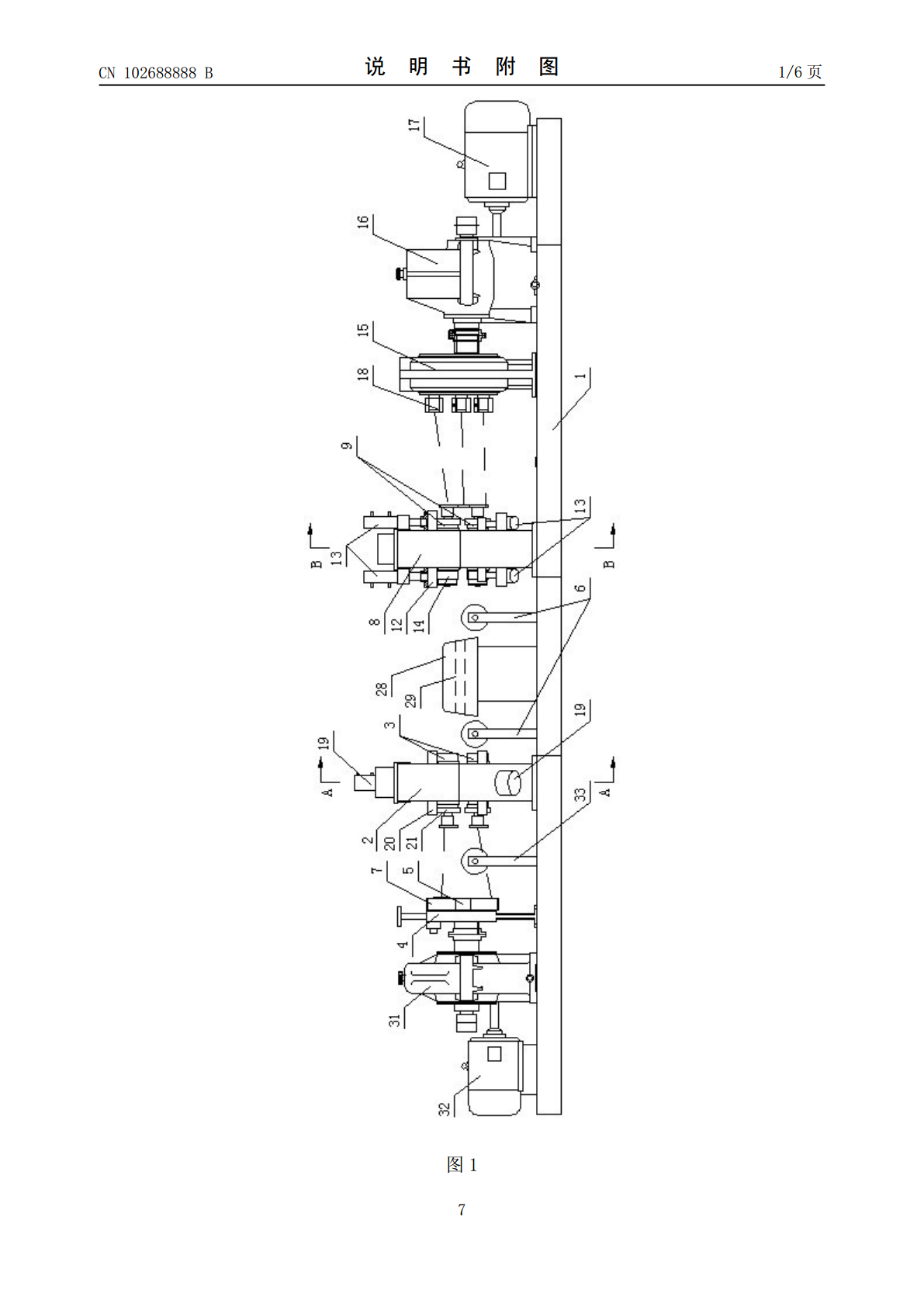
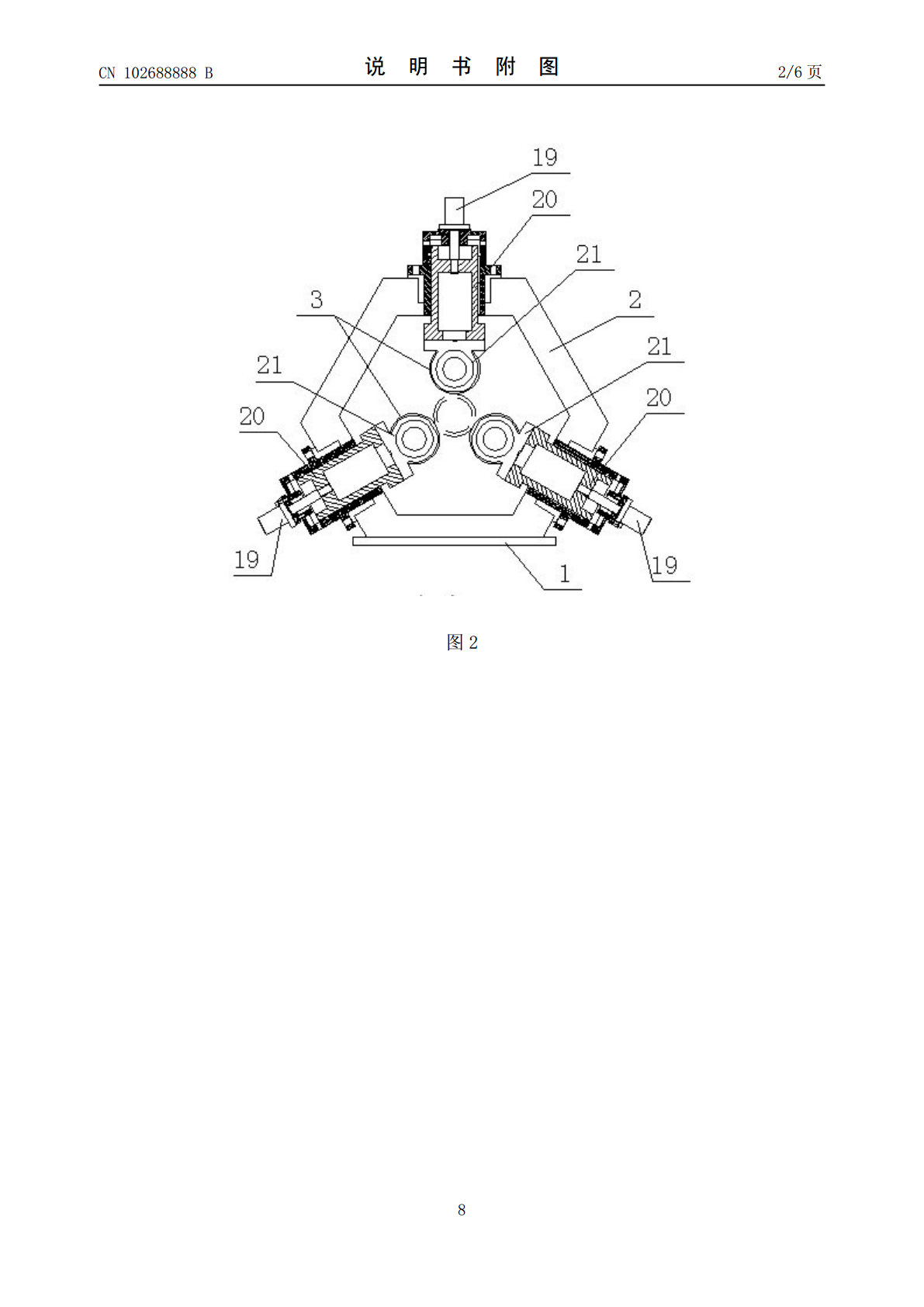
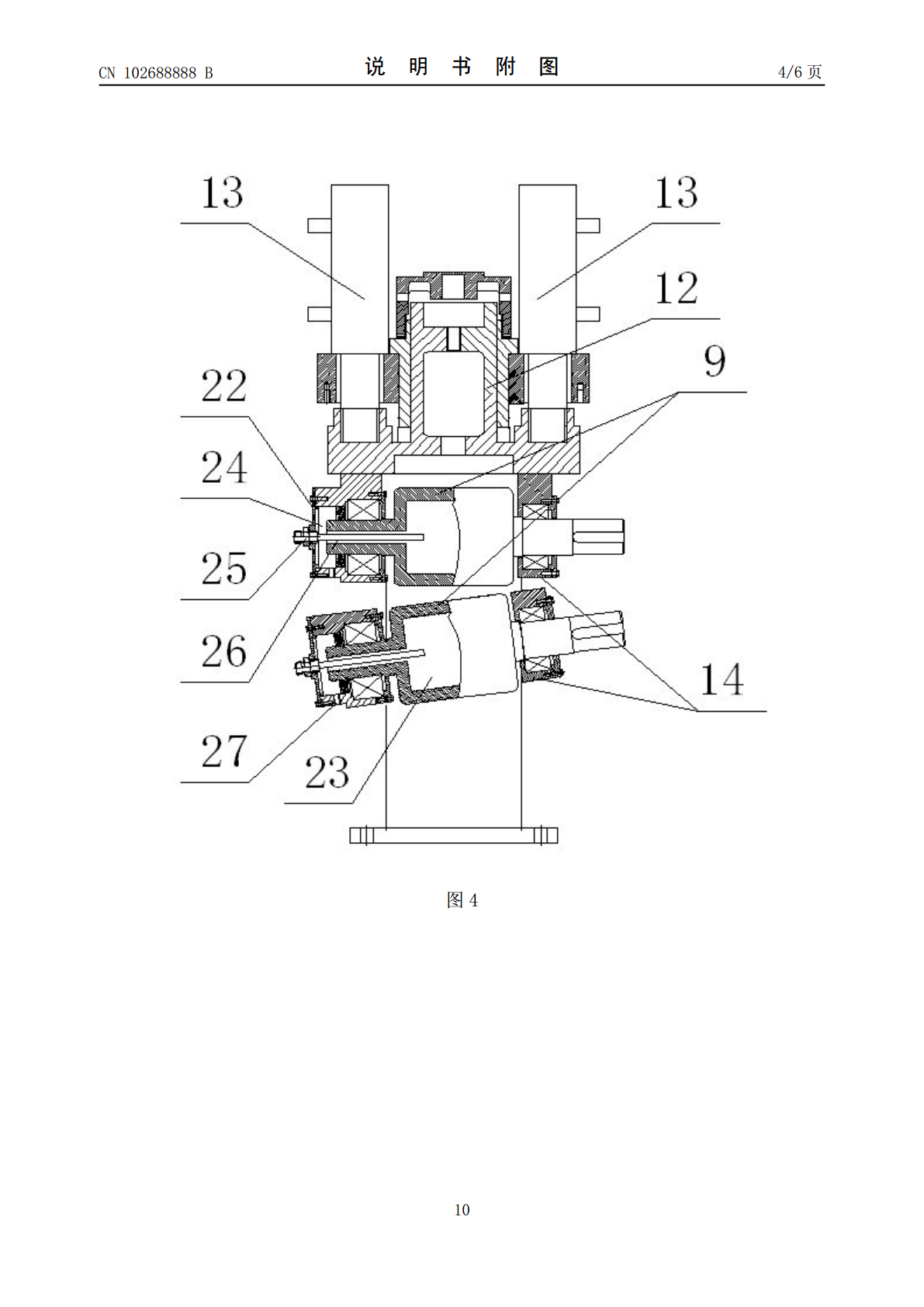
本发明公开了一种螺杆泵定子或转子的轧制工艺,选取螺杆泵定子或转子直径要求的钢管,将钢管通过输送装置输送,使钢管旋转前进,钢管旋转前进过程中进入中频加热炉中加热,将钢管加热至950-1050度后送入轧制装置轧制,轧制装置具有由动力驱动的三个轧辊,三个轧辊沿轴向呈三角形均匀分布,每一轧辊外表面上均加工有轧制螺纹,三个轧辊的中心轴线与钢管前进方向中心线具有前进角,经由轧制装置使钢管旋转前进制得螺杆泵定子或转子坯料,将制得的螺杆泵定子或转子坯料的内表面或外表面研磨,制得螺杆泵定子或转子。本发明加工速度快,提高了原

螺杆泵定子或转子轧制机.pdf
本发明公开了一种螺杆泵定子或转子轧制机,其包括机架,机架自后往前依次安装有送料装置、钢管加热装置和钢管轧制装置;钢管轧制装置包括固接在机架上的轧制架,轧制架上均匀环布有由轧制动力装置驱动同方向转动的三根轧制辊,三根轧制辊的外表面上分别布有螺纹状轧制纹,三个轧制辊的中心轴线皆与穿过三轧制棍中间的待轧钢管的中心轴线之间具有前进角。本发明能将钢管轧制成符合要求的螺杆泵定子或转子,并且结构简单、轧制效果好,劳动效率高、螺杆泵定子的生产成本低、使用寿命长。

单螺杆泵转子和定子的革新——SCT输送技术.docx
单螺杆泵转子和定子的革新——SCT输送技术引言单螺杆泵是一种常用的离心泵,广泛应用于多个工业领域中。单螺杆泵在工作过程中,其转子与定子之间的密封结构和传输机制都是非常重要的。本文将从单螺杆泵转子和定子的革新——SCT输送技术进行讨论,旨在介绍其原理、特点及应用领域等相关信息。一、SCT输送技术的原理和特点SCT(SolidContinuumTransport)输送技术是一种新型的单螺杆泵装置。其原理是利用摩擦力将物料从进料口推送到出料口。与传统的单螺杆泵相比,SCT具有以下特点:1.可以适应更多的物料输送

螺杆泵定_转子主要参数及定子模芯设计.pdf
第17卷第3期佳木斯大学学报(自然科学版)Vol.17No.31999年9月JournalofJiamusiUniversity(NaturalScienceEdition)Sep.1999螺杆泵定、转子主要参数及定子模芯设计①韩修廷李永东李庆芬梅晓娥(大庆采油工艺研究所,大庆163453)(哈尔滨工程大学机电学院)(大庆采油工艺研究所)摘要详细论述了螺杆泵定、转子的主要几何参数,分析了定子模芯的设计问题,并给出了较为实用的理论和经验公式.关键词螺杆泵定子转子模芯分类号TH3270引言近年来,螺杆泵设计理

用于螺杆泵的转子或定子的电化学加工方法.pdf
ECM方法涉及薄的中空电极组件的使用,所述薄的中空电极组件将电解质携带在工件内且相对于工件前进。电极的小轮廓导致在形成所期望的转子或定子形状时对金属的移除最小。对于给定的功率输入速率,电极轮廓使得功率消耗显著降低或加工速度显著增加。电极可以为整体的环形形状或者可以由彼此相邻地放置以便切割出连续形状的段制成。不是所有的定子或转子的凸叶必须都在同一次通过操作中切割而成。电极段可用于在分开的通过操作中依次提供期望的凸叶数。电极中的凸叶形状可以倾斜以获得期望的转子或定子节距或者它们可以与工件轴线对齐。