
火焰喷补机之预热料罐.pdf

听容****55

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
火焰喷补机之预热料罐.pdf
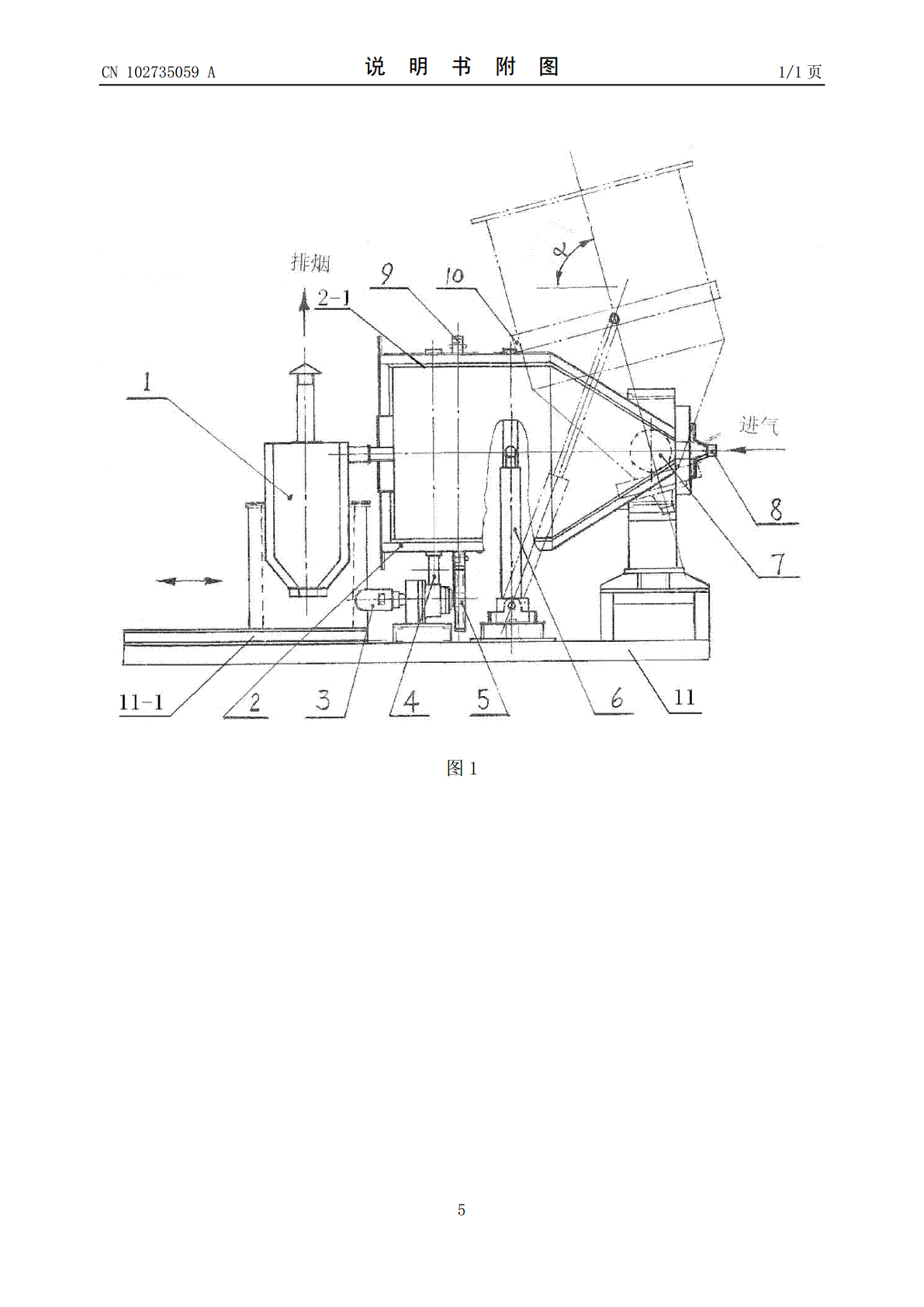
预热料罐,涉及炼钢炉内衬喷涂使用的设备。由排烟收集器、料罐、电机、支承滚圈、主动齿轮、液压缸、轴、齿圈、定位套圈和底座构成;料罐底部通过水平设置的轴与底座上的机架铰接,在底座上安装有用于支撑料罐的支承滚圈;料罐底部有出料口;在料罐上套装有定位套圈,液压缸缸体底部铰接于底座上,液压缸活塞杆与定位套圈铰接,液压缸活塞杆伸缩使料罐绕轴转动;底座上置有水平轨道,排烟收集器安装于水平轨道上面;料罐水平设置时排烟收集器连接料罐顶部排烟口;在料罐上固定有齿圈,底座上安装有电机,电机转轴上安装有主动齿轮,主动齿轮与齿圈啮

转炉火焰喷补料的试验研究.docx
转炉火焰喷补料的试验研究转炉火焰喷补料的试验研究摘要:转炉火焰喷补料技术是一种用于转炉炼钢过程中提高炉渣质量和减少炼钢成本的重要手段。本文通过试验研究,探究了不同喷补料对转炉炉渣特性的影响,并分析了其对炼钢工艺的影响。研究结果表明,适当的火焰喷补料可以改善炉渣的化学组成和流动性,提高钢水净化效果,并有效降低沸腾炉温度和增加镁酸钙晶体的生成。关键词:转炉;火焰喷补料;炉渣特性;炼钢工艺;钢水净化一、引言转炉炼钢是目前钢铁生产中最常用的一种炼钢工艺,其核心是转炉内炉渣的处理。炉渣的质量和成分对于钢水质量有着重
工业炉耐火内衬火焰喷补机.pdf
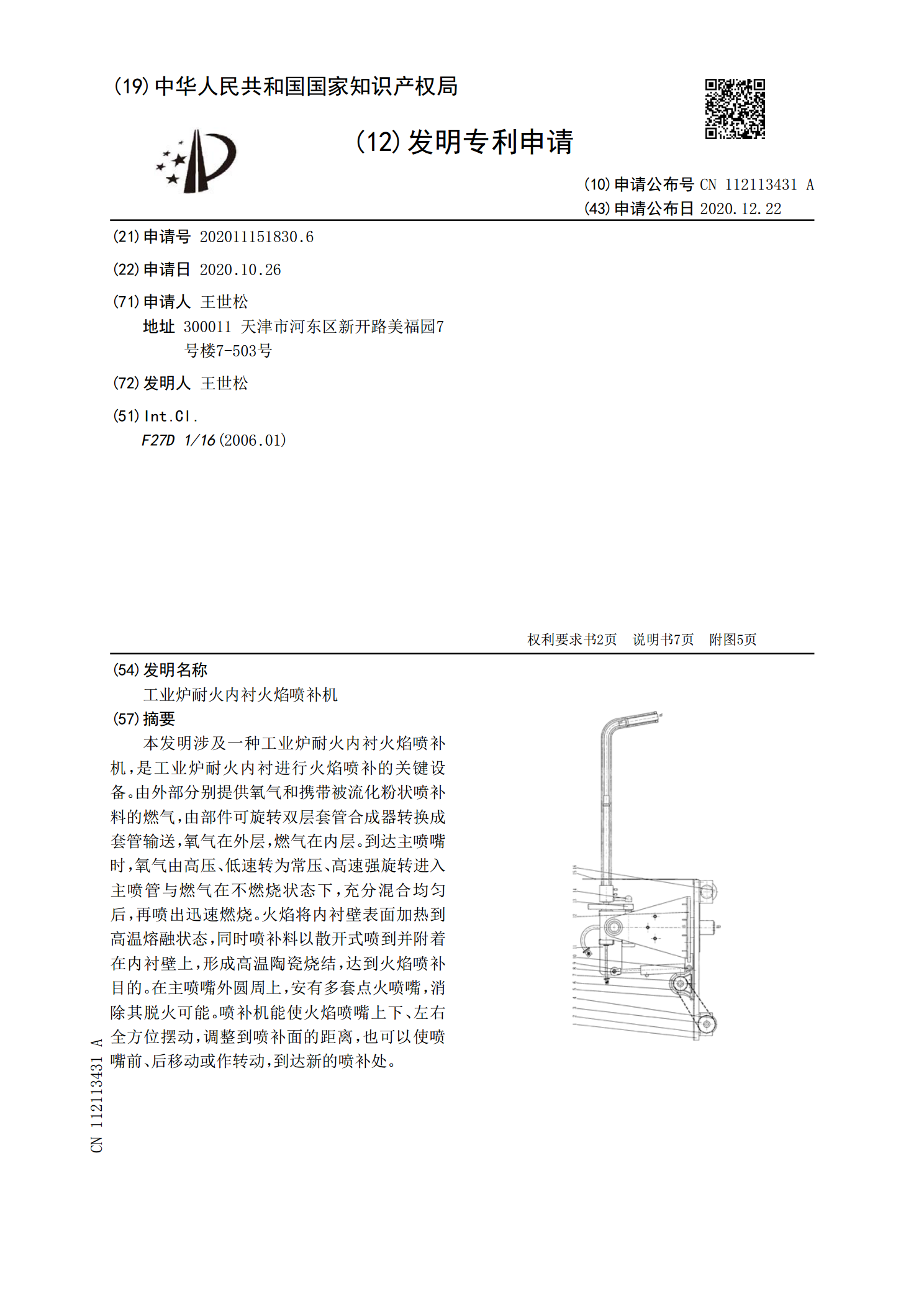
本发明涉及一种工业炉耐火内衬火焰喷补机,是工业炉耐火内衬进行火焰喷补的关键设备。由外部分别提供氧气和携带被流化粉状喷补料的燃气,由部件可旋转双层套管合成器转换成套管输送,氧气在外层,燃气在内层。到达主喷嘴时,氧气由高压、低速转为常压、高速强旋转进入主喷管与燃气在不燃烧状态下,充分混合均匀后,再喷出迅速燃烧。火焰将内衬壁表面加热到高温熔融状态,同时喷补料以散开式喷到并附着在内衬壁上,形成高温陶瓷烧结,达到火焰喷补目的。在主喷嘴外圆周上,安有多套点火喷嘴,消除其脱火可能。喷补机能使火焰喷嘴上下、左右全方位摆动
火焰喷补工艺.pdf
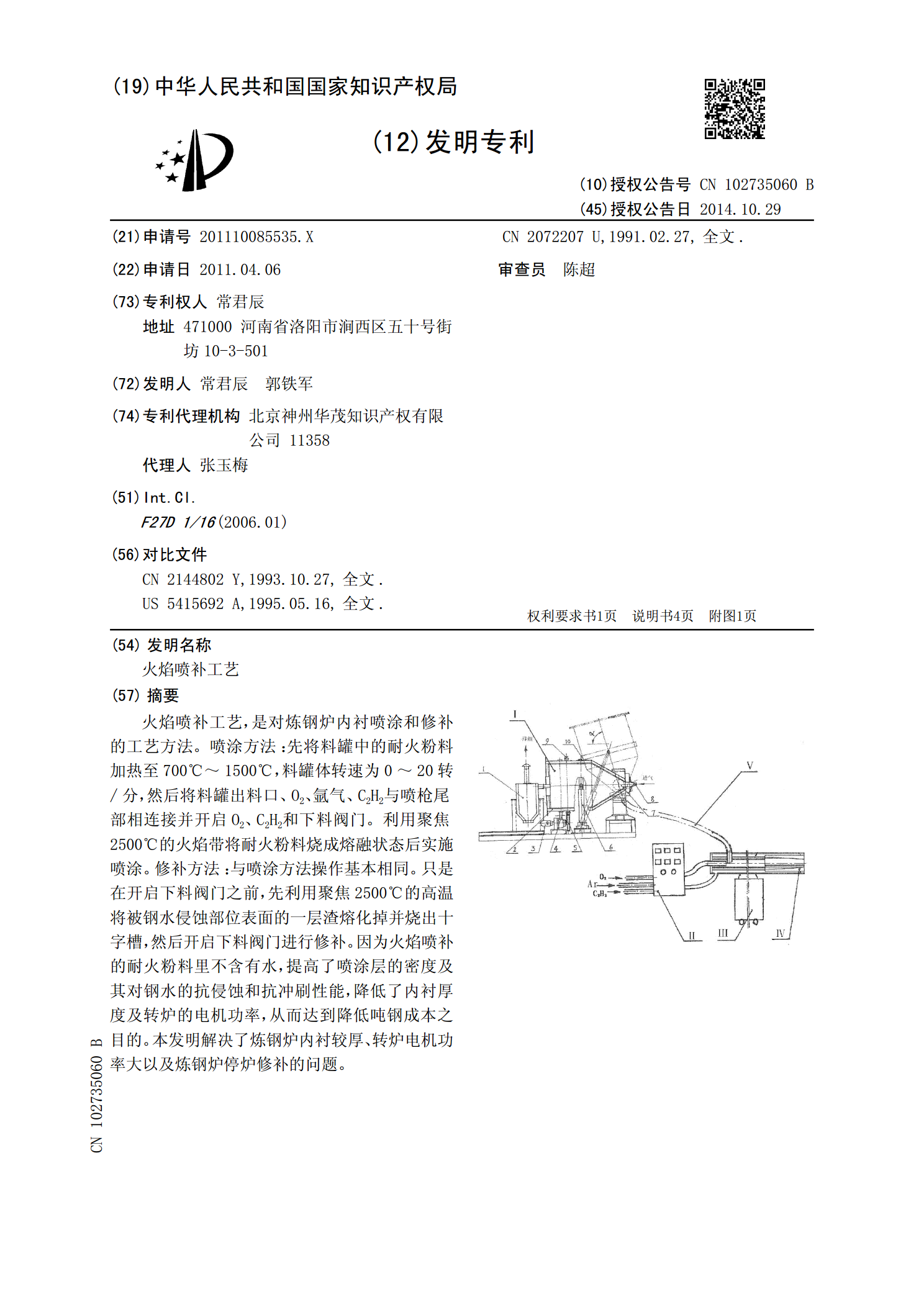
火焰喷补工艺,是对炼钢炉内衬喷涂和修补的工艺方法。喷涂方法:先将料罐中的耐火粉料加热至700℃~1500℃,料罐体转速为0~20转/分,然后将料罐出料口、O2、氩气、C2H2与喷枪尾部相连接并开启O2、C2H2和下料阀门。利用聚焦2500℃的火焰带将耐火粉料烧成熔融状态后实施喷涂。修补方法:与喷涂方法操作基本相同。只是在开启下料阀门之前,先利用聚焦2500℃的高温将被钢水侵蚀部位表面的一层渣熔化掉并烧出十字槽,然后开启下料阀门进行修补。因为火焰喷补的耐火粉料里不含有水,提高了喷涂层的密度及其对钢水的抗侵蚀
火焰喷补式喷嘴.pdf
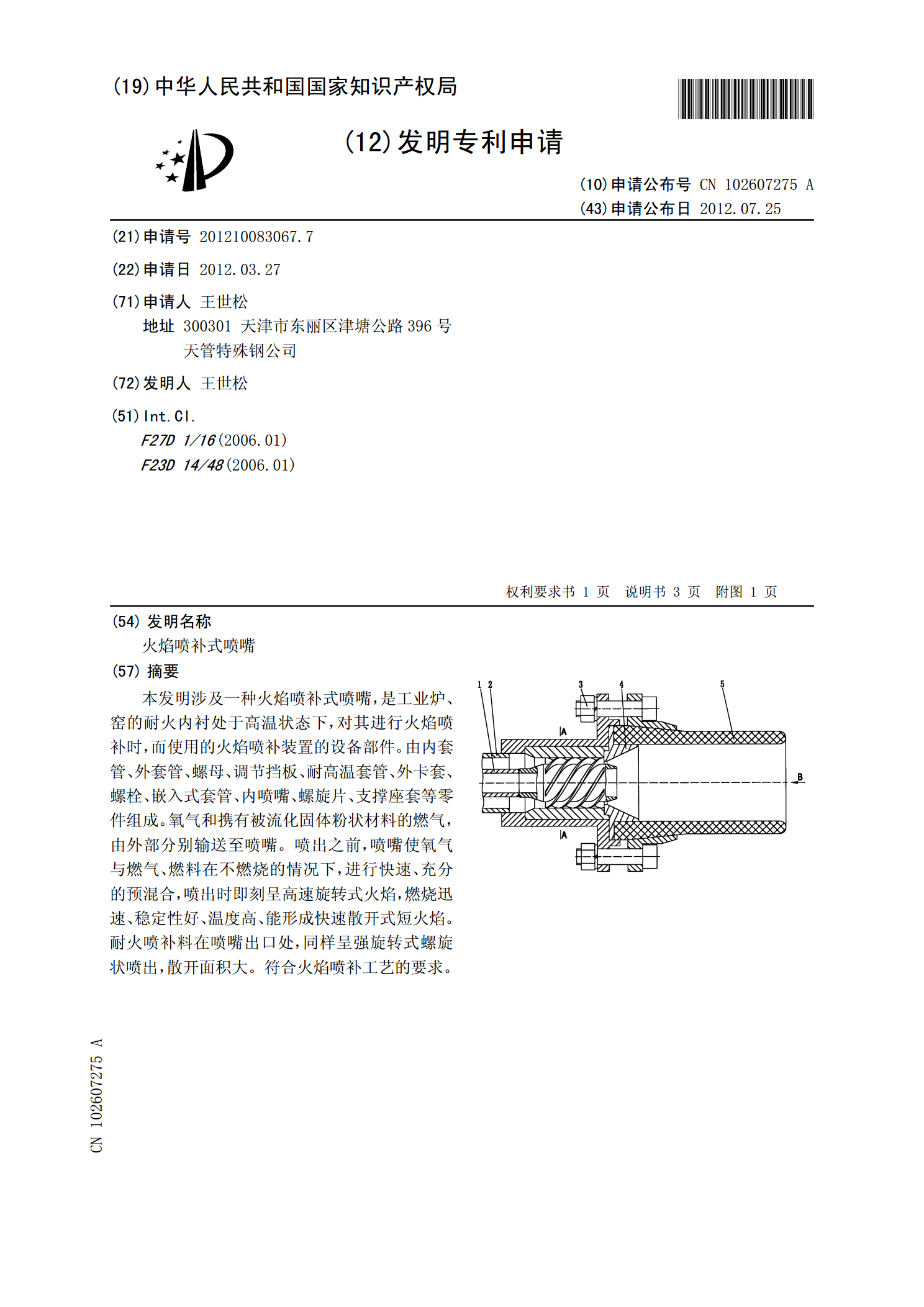
本发明涉及一种火焰喷补式喷嘴,是工业炉、窑的耐火内衬处于高温状态下,对其进行火焰喷补时,而使用的火焰喷补装置的设备部件。由内套管、外套管、螺母、调节挡板、耐高温套管、外卡套、螺栓、嵌入式套管、内喷嘴、螺旋片、支撑座套等零件组成。氧气和携有被流化固体粉状材料的燃气,由外部分别输送至喷嘴。喷出之前,喷嘴使氧气与燃气、燃料在不燃烧的情况下,进行快速、充分的预混合,喷出时即刻呈高速旋转式火焰,燃烧迅速、稳定性好、温度高、能形成快速散开式短火焰。耐火喷补料在喷嘴出口处,同样呈强旋转式螺旋状喷出,散开面积大。符合火焰