
一种高耐磨阀座及其铸造方法.pdf

小代****回来

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高耐磨阀座及其铸造方法.pdf
本发明公开了一种高耐磨阀座及其铸造方法,其主要是将组成原料重量比为:生铁20-30%、废钢20-30%、回炉料10-20%、碳素钢3-5%、铝镁合金3-8%、硅藻土1-3%和锰铁合金3-5%。本发明铸造工艺简单、成分稳定、成本低,而且本发明在原料上添加了多种合金元素,具有机械性能好、耐高温、抗辐射等多种特点。
高耐磨阀座的原料组合物及其铸造方法.pdf
本发明公开了一种高耐磨阀座的原料组合物及其铸造方法,该原料组合物的组分及各组分的重量份为:Q10生铁20-30份、废钢20-30份、镍铁0.5-0.8份、锰铁合金3-5份、回炉料10-20份、碳素钢3-5份、锰铁合金3-5份、球化剂3-8份和孕育剂1-3份;按上述组分将所称取的原材料放入电炉中加热,形成浇注液;通过浇口向砂型中浇注浇注液,冷却凝固,取出后蒸汽处理即得高耐磨阀座。高耐磨阀座的原料组合物及其铸造方法,铸造工艺简单、成本低,铸件具有良好的机械性能和耐磨蚀性能。
一种铸造制旋塞阀阀座的方法.pdf
本发明公开了一种铸造制旋塞阀阀座的方法,包括有以下步骤:a、浇注旋塞阀阀座毛坯,毛坯中化学成分重量百分比为:0.096%≤C≤0.150%,0.20%≤Si≤1.90%,0.35%≤Mn≤1.35%,0.010%≤P≤0.030%,0.010%≤S≤0.030%,6.50%≤Cr≤8.50%,痕量≤B≤0.0018%,0.012%≤Cu≤0.030%,余量为铁及不可避免的杂质;浇注成型的毛坯温度降至350℃,再加热至670-780℃,保温3-5小时,炉冷至300℃,保温3小时,再加热至650-760℃,保

一种阀座部件及其加工方法.pdf
本申请涉及阀门的技术领域,尤其是涉及一种阀座部件及其加工方法,其中阀座部件包括阀座本体,阀座本体设有密封球面,密封球面内设有第一密封槽、第一密封件,所述阀座本体外周设有第一台阶部,所述第一台阶部设有压缩件和紧固件,所述压缩件和紧固件之间连接有若干第一弹簧,所述紧固件用于与阀体栓接,所述阀座本体外侧部设有拉绳,所述拉绳分别与压缩件和同步件连接,所述同步件与阀芯固定连接并用于跟随阀芯转动时拉动拉绳。本申请通过阀芯转动拉动压缩件压缩第一弹簧,减小第一弹簧对阀座即阀座与阀芯之间的压紧力,进一步配合密封球面的U形液
一种灰铁铸造系统及其铸造方法.pdf
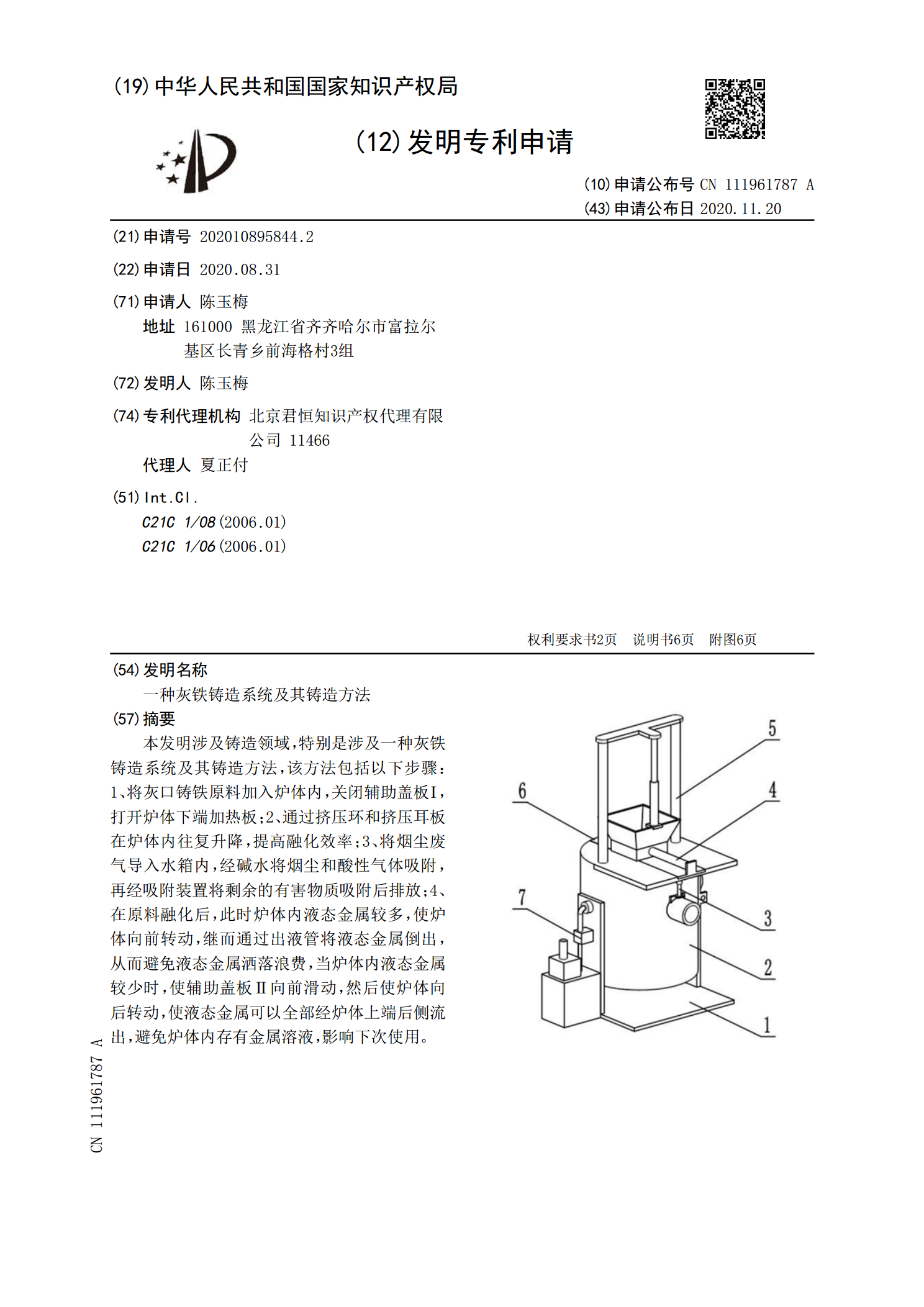
本发明涉及铸造领域,特别是涉及一种灰铁铸造系统及其铸造方法,该方法包括以下步骤:1、将灰口铸铁原料加入炉体内,关闭辅助盖板Ⅰ,打开炉体下端加热板;2、通过挤压环和挤压耳板在炉体内往复升降,提高融化效率;3、将烟尘废气导入水箱内,经碱水将烟尘和酸性气体吸附,再经吸附装置将剩余的有害物质吸附后排放;4、在原料融化后,此时炉体内液态金属较多,使炉体向前转动,继而通过出液管将液态金属倒出,从而避免液态金属洒落浪费,当炉体内液态金属较少时,使辅助盖板Ⅱ向前滑动,然后使炉体向后转动,使液态金属可以全部经炉体上端后侧流