
镁钙钛碳砖及其制备方法.pdf

志信****pp


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镁钙钛碳砖及其制备方法.pdf
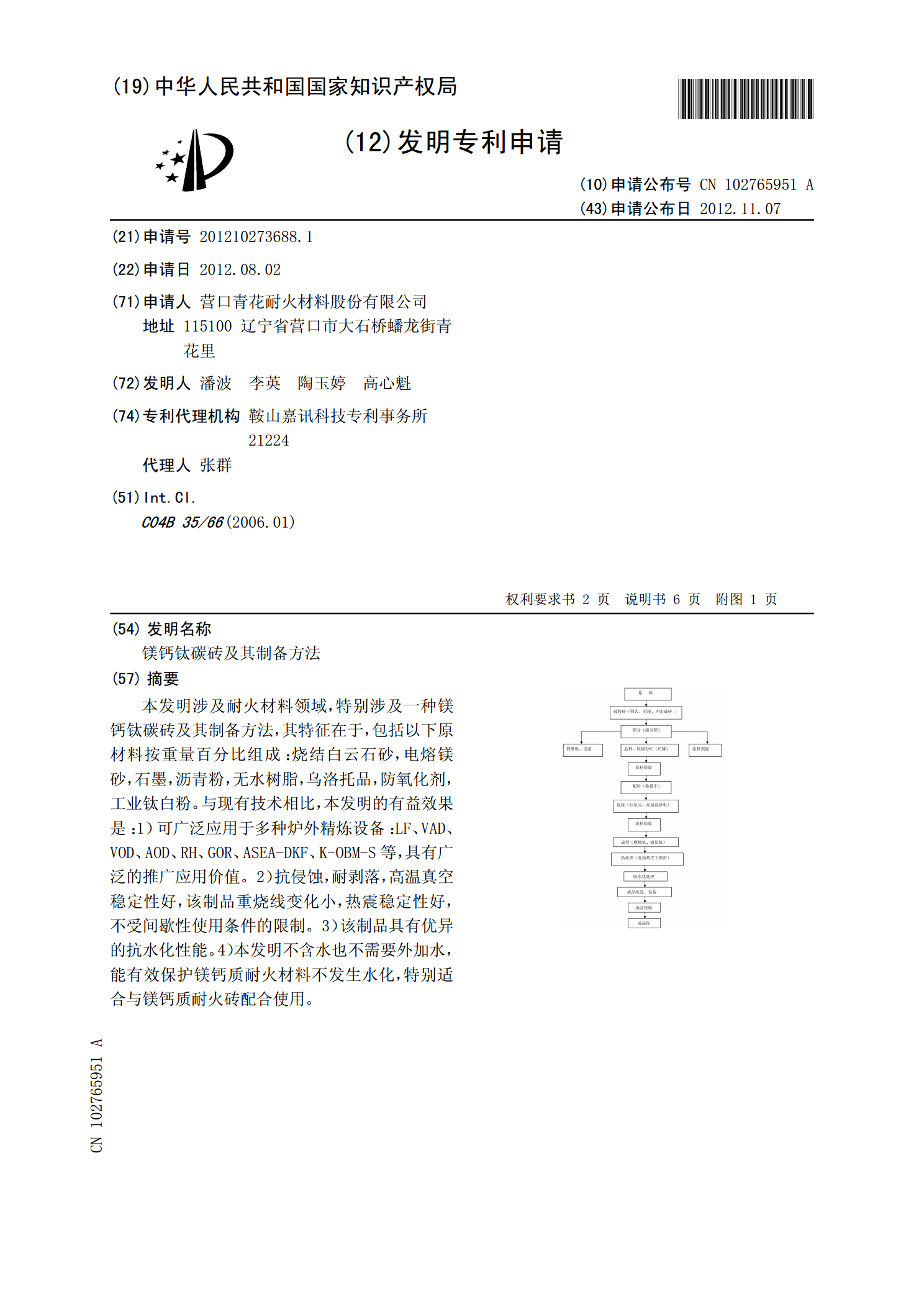
本发明涉及耐火材料领域,特别涉及一种镁钙钛碳砖及其制备方法,其特征在于,包括以下原材料按重量百分比组成:烧结白云石砂,电熔镁砂,石墨,沥青粉,无水树脂,乌洛托品,防氧化剂,工业钛白粉。与现有技术相比,本发明的有益效果是:1)可广泛应用于多种炉外精炼设备:LF、VAD、VOD、AOD、RH、GOR、ASEA-DKF、K-OBM-S等,具有广泛的推广应用价值。2)抗侵蚀,耐剥落,高温真空稳定性好,该制品重烧线变化小,热震稳定性好,不受间歇性使用条件的限制。3)该制品具有优异的抗水化性能。4)本发明不含水也不需
一种转炉炉帽用镁铝钙钛碳砖及其制备方法.pdf
本发明涉及耐火材料技术领域,尤其涉及一种转炉炉帽用镁铝钙钛碳砖及其制备方法。一种转炉炉帽用镁铝钙钛碳砖,包括以下重量份的原料:钛铝酸钙废渣颗粒20~60份;96高纯镁砂颗粒10~80份;共磨粉25~40份;结合剂2~4份。按配比将各原料混合后加入高速混碾机中进行混炼,混炼后加入钢模中压制成型得砖坯,最后通过热处理即得转炉炉帽用镁铝钙钛碳砖。本发明以不同颗粒级配的钛铝酸钙废渣颗粒、96高纯镁砂颗粒为主要原料,采用结合剂,通过添加共磨粉,制成热震稳定性好、抗机械冲击强的转炉炉帽用镁铝钙钛碳砖。本发明具有优良的
高钙镁钙砖及其制备方法.pdf
本发明属不锈钢等特种钢冶炉用耐火材料技术领域,尤其涉及一种高钙镁钙砖及其制备方法,包括:粒度为3~1mm的天然白云石1~2;粒度为2~5mm的天然白云石1~2;粒度为200~300目的天然白云石1~2;粒度为3~1mm的合成镁钙砂45~52;粒度为2~5mm的合成镁钙砂35~55;粒度为200~300目的合成镁钙砂60~82;粒度为3~1mm的镁砂5~18;粒度为2~5mm的镁砂1~5;粒度为200~300目的镁砂6~8;石蜡2~6。本发明热震稳定性高,抗渣性、高温强度、抗水化性及抗侵蚀冲刷性理想,使用寿
一种利用镁钙废砖制精炼用镁钙碳砖及其制备方法.pdf
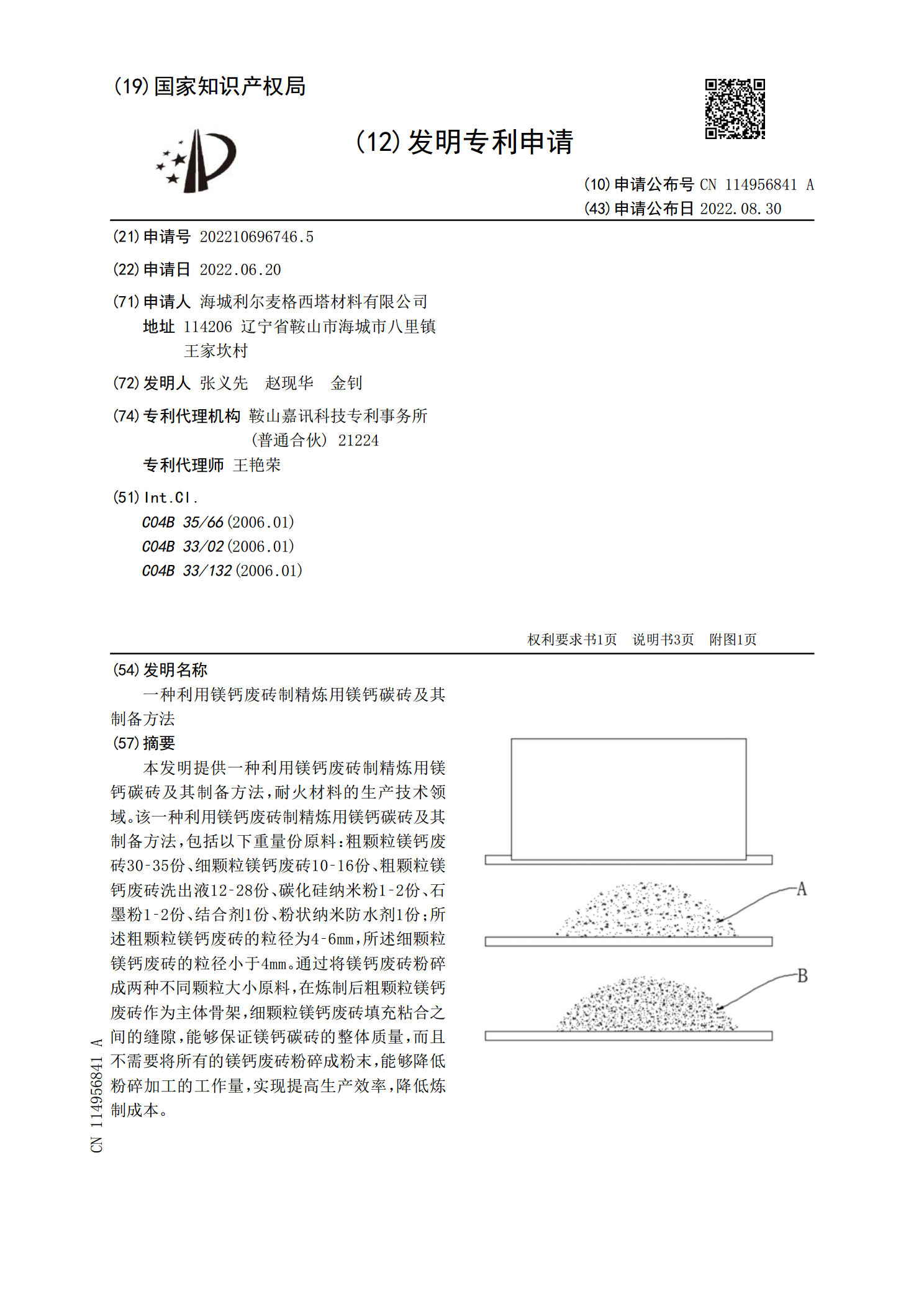
本发明提供一种利用镁钙废砖制精炼用镁钙碳砖及其制备方法,耐火材料的生产技术领域。该一种利用镁钙废砖制精炼用镁钙碳砖及其制备方法,包括以下重量份原料:粗颗粒镁钙废砖30?35份、细颗粒镁钙废砖10?16份、粗颗粒镁钙废砖洗出液12?28份、碳化硅纳米粉1?2份、石墨粉1?2份、结合剂1份、粉状纳米防水剂1份;所述粗颗粒镁钙废砖的粒径为4?6mm,所述细颗粒镁钙废砖的粒径小于4mm。通过将镁钙废砖粉碎成两种不同颗粒大小原料,在炼制后粗颗粒镁钙废砖作为主体骨架,细颗粒镁钙废砖填充粘合之间的缝隙,能够保证镁钙碳砖
一种镁钙砖用结合剂及其镁钙砖的制备方法及镁钙砖.pdf
本发明涉及一种镁钙砖用结合剂及其镁钙砖的制备方法及镁钙砖。结合剂是56~60℃的半精炼石蜡中加食用豆油。制备方法包括:Ⅰ20钙合成砂筛分后分成5~3mm、3~1mm、1~0mm的粒度及≤0.074mm的细粉:Ⅱ上述原料与结合剂进行重量配比,各种颗粒与细粉100~120,结合剂2.5~3;Ⅲ将步骤Ⅱ中的原料与结合剂混练,先干混练颗粒料,再加入结合剂;将≤0.074mm的细粉加入后混练成泥料;Ⅳ液压机成型投制砖坯,砖坯装砖坯窑车;Ⅴ砖坯入窑烧制,1500~1600℃煅烧4~6小时;Ⅵ出窑的产品抽样检测。本方法