
罩式炉高温循环风机叶轮的制造方法.pdf

一只****签网

1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
罩式炉高温循环风机叶轮的制造方法.pdf
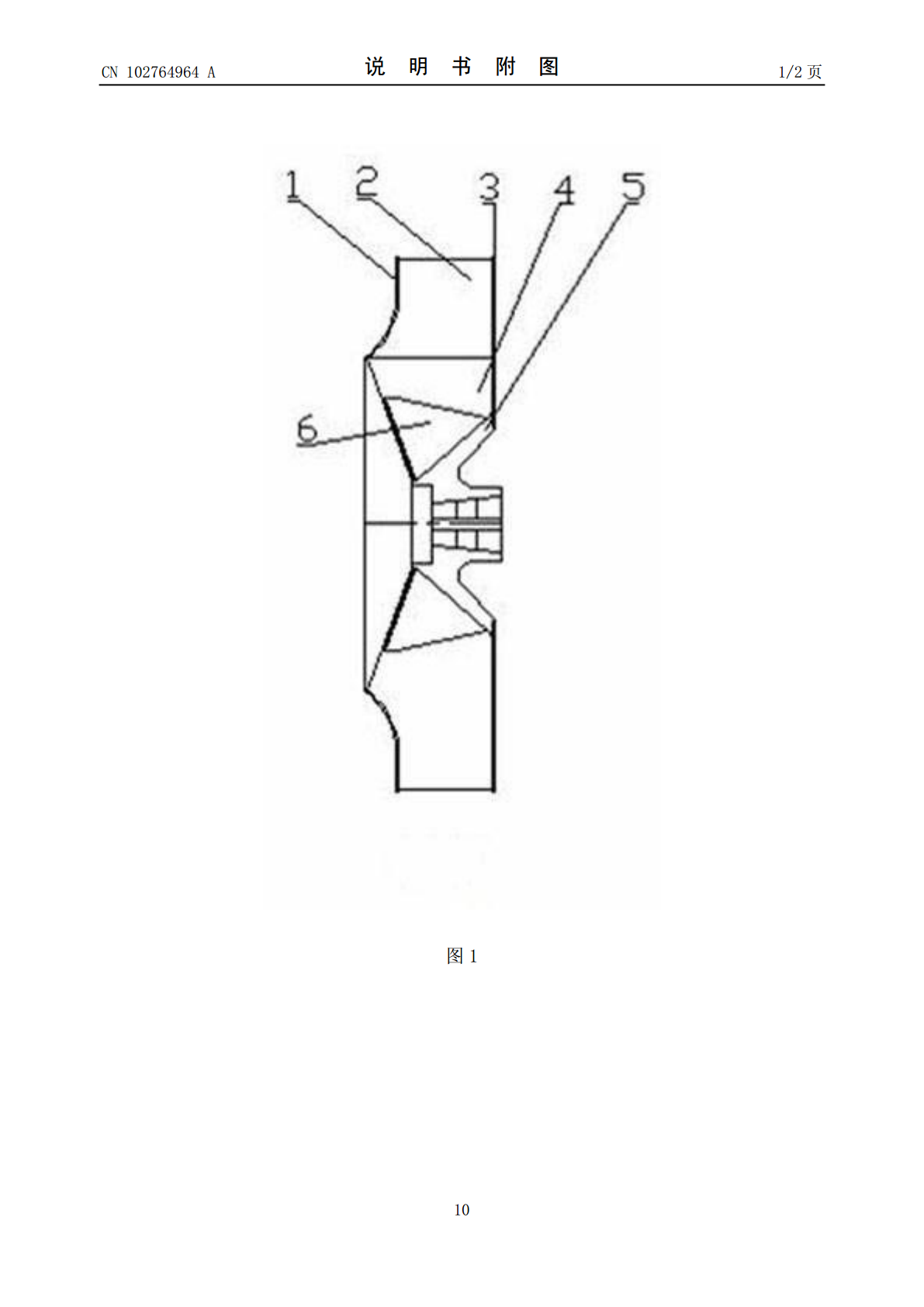
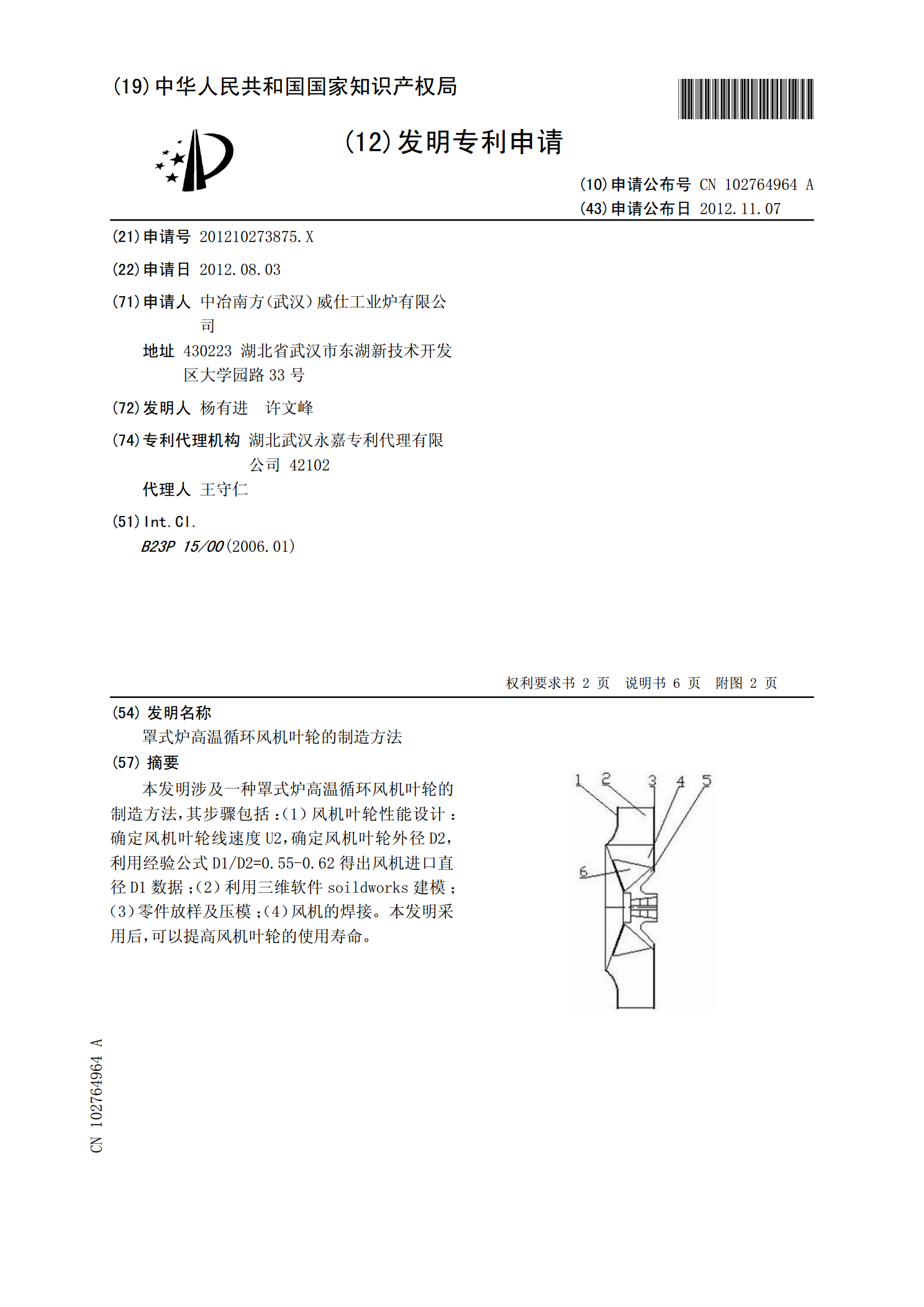
本发明涉及一种罩式炉高温循环风机叶轮的制造方法,其步骤包括:(1)风机叶轮性能设计:确定风机叶轮线速度U2,确定风机叶轮外径D2,利用经验公式D1/D2=0.55-0.62得出风机进口直径D1数据;(2)利用三维软件soildworks建模;(3)零件放样及压模;(4)风机的焊接。本发明采用后,可以提高风机叶轮的使用寿命。

罩式炉炉罩风机控制系统.pdf
本发明公开了一种罩式炉炉罩风机控制系统,该系统包括有MCC柜、PLC柜、插座箱、冷却罩风机过载保护箱和加热罩风机过载保护箱,所述插座箱内设置有插座,所述插座包括插座动力端子和插座控制端子,所述MCC柜与PLC柜连接,所述MCC柜还分别与插座动力端子和插座控制端子连接,所述冷却风机过载保护箱设置有第一插头,所述加热罩风机过载保护箱设置有第二插头,所述第一插头和第二插头均可插入插座箱的插座内。本发明使得电气控制系统设计简单,提高了电气设备的利用率,并且通过资源的合理配置,并且易于施工和维护,节省了工程成本。

罩式炉内罩的制造技术.docx
罩式炉内罩的制造技术罩式炉内罩的制造技术摘要:罩式炉内罩是一种重要的炉具组成部分,用于保护炉体和加热元件,提高加热效率和热平衡。本文将从材料选择、结构设计、制造工艺等方面介绍罩式炉内罩的制造技术。一、引言罩式炉内罩是炉具的重要组成部分,用于保护炉体和加热元件不受外界环境的影响。它不仅能提高加热效率和热平衡,还能延长炉具的使用寿命。因此,研究罩式炉内罩的制造技术具有重要意义。二、材料选择罩式炉内罩的材料选择是决定其性能的关键因素。常见的材料有不锈钢、耐火合金、陶瓷等。不锈钢具有良好的耐腐蚀性和高温稳定性,适

送风机叶轮以及叶轮制造方法.pdf
本发明涉及一种送风机叶轮以及叶轮制造方法。本发明的目的在于提供一种叶轮,其通过使用树脂材料和玻璃纤维的复合材料制成的叶片部件,从而实现了轻量化、低噪音和低振动。本发明的叶轮通过将多个叶片部件呈圆筒状固定在多枚圆盘状固定板上形成,其特征在于:叶片部件的材质为合成树脂材料和玻璃纤维的复合材料;叶片部件的平均厚度范围在0.3~0.8mm;且叶片部件中所含的玻璃纤维取向于叶片部件的表面面内。
适用于罩式炉风机的转速测量装置及风机转速测量方法.pdf
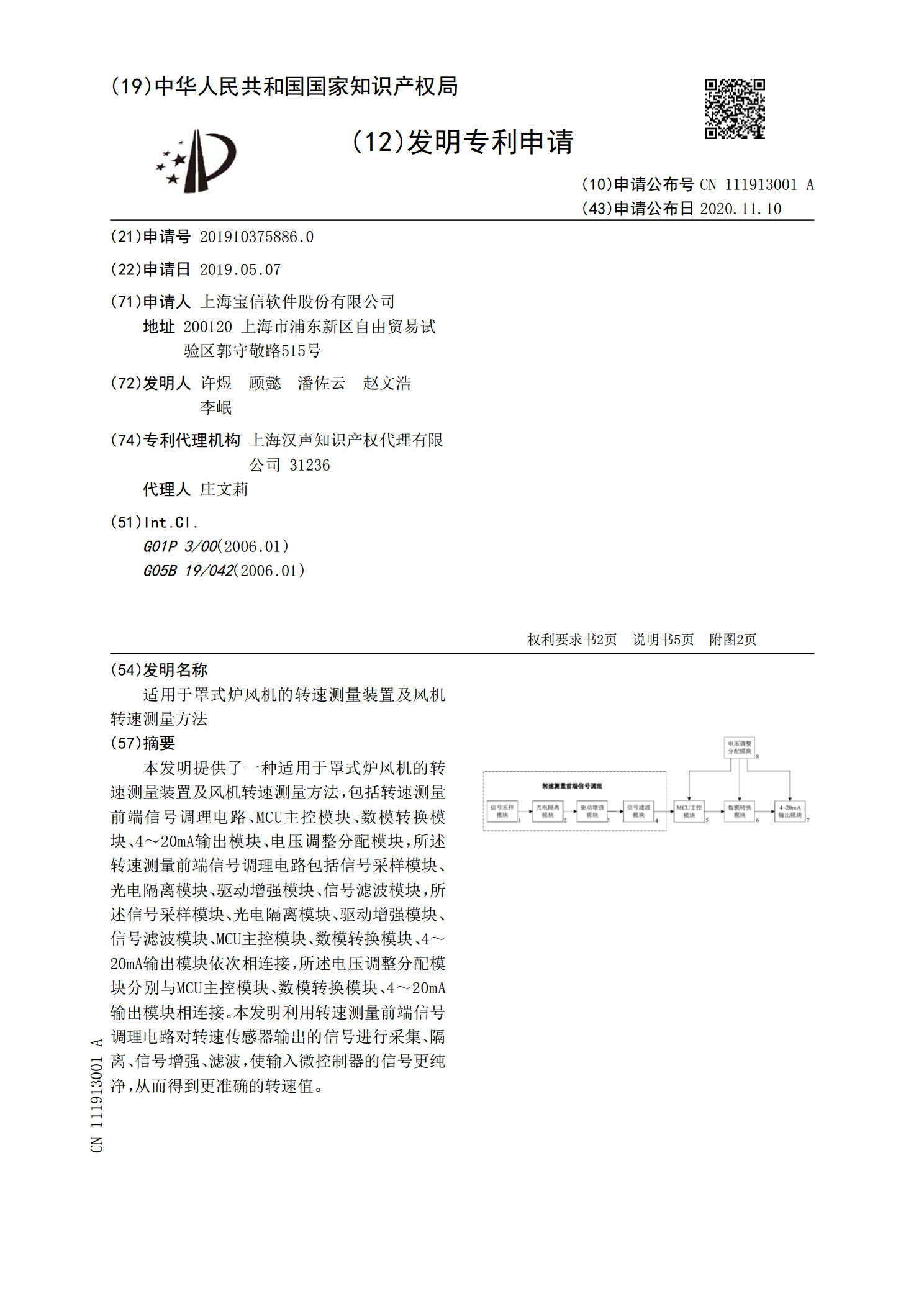
本发明提供了一种适用于罩式炉风机的转速测量装置及风机转速测量方法,包括转速测量前端信号调理电路、MCU主控模块、数模转换模块、4~20mA输出模块、电压调整分配模块,所述转速测量前端信号调理电路包括信号采样模块、光电隔离模块、驱动增强模块、信号滤波模块,所述信号采样模块、光电隔离模块、驱动增强模块、信号滤波模块、MCU主控模块、数模转换模块、4~20mA输出模块依次相连接,所述电压调整分配模块分别与MCU主控模块、数模转换模块、4~20mA输出模块相连接。本发明利用转速测量前端信号调理电路对转速传感器输出