
一种单机架炉卷轧机生产双相钢的控轧控冷工艺.pdf

书生****aa

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种单机架炉卷轧机生产双相钢的控轧控冷工艺.pdf
本发明一种单机架炉卷轧机生产双相钢的控轧控冷工艺,开发3500mm单机架炉卷轧机的粗轧4道次、精轧7道次、待温2道次新轧制模式、开发炉卷轧机的粗轧4道次、精轧6道次、待温1道次新轧制模式、开发精轧第1道次与待温道次高压小流量除鳞工艺、开发一级程序逻辑控制待温道次速度功能、开发炉卷轧机精轧结束后自动控温功能、开发炉卷轧机精轧结束后自动抛钢功能、开发炉卷轧机在轧件任意长度上恒定升速功能等,解决了单机架炉卷轧机热轧高端特殊精品生产过程中出现的新问题,实现了精轧结束自动控温与抛钢取代人工数秒后手动抛钢,改善轧件入
单机架中板轧机的控轧控冷生产.pdf
甘肃冶金2001年12月4期第单机架中板扎机的控札控冷生产‘陈刚强(酒泉钢铁公司甘肃省嘉峪关市735100)1前言控制轧制和控制冷却技术是最近二十多年来国内外新发展起来的轧钢生产新技术,由于人们对控制轧制和控制冷却机理的认识不断深化,加之现代化的设备和检测控制手段在轧钢生产中的应用,使控轧控冷技术日趋完善,尤其在中厚板生产上更加普遍,该项生产新技术受到国内外冶金界的重视,各国先后将此项技术应用在轧钢生产中,明显地改善和提高了钢材的强韧性和使用性能,为节约能源,简化生产工艺,开发钢材新品种创造了有利条件。众
单机架中板轧机的控轧控冷生产.pdf
甘肃冶金2001年12月第4期单机架中板扎机的控札控冷生产‘陈刚强(酒泉钢铁公司甘肃省嘉峪关市735100)1前言
一种单机架炉卷轧机热轧管线钢的生产工艺.pdf
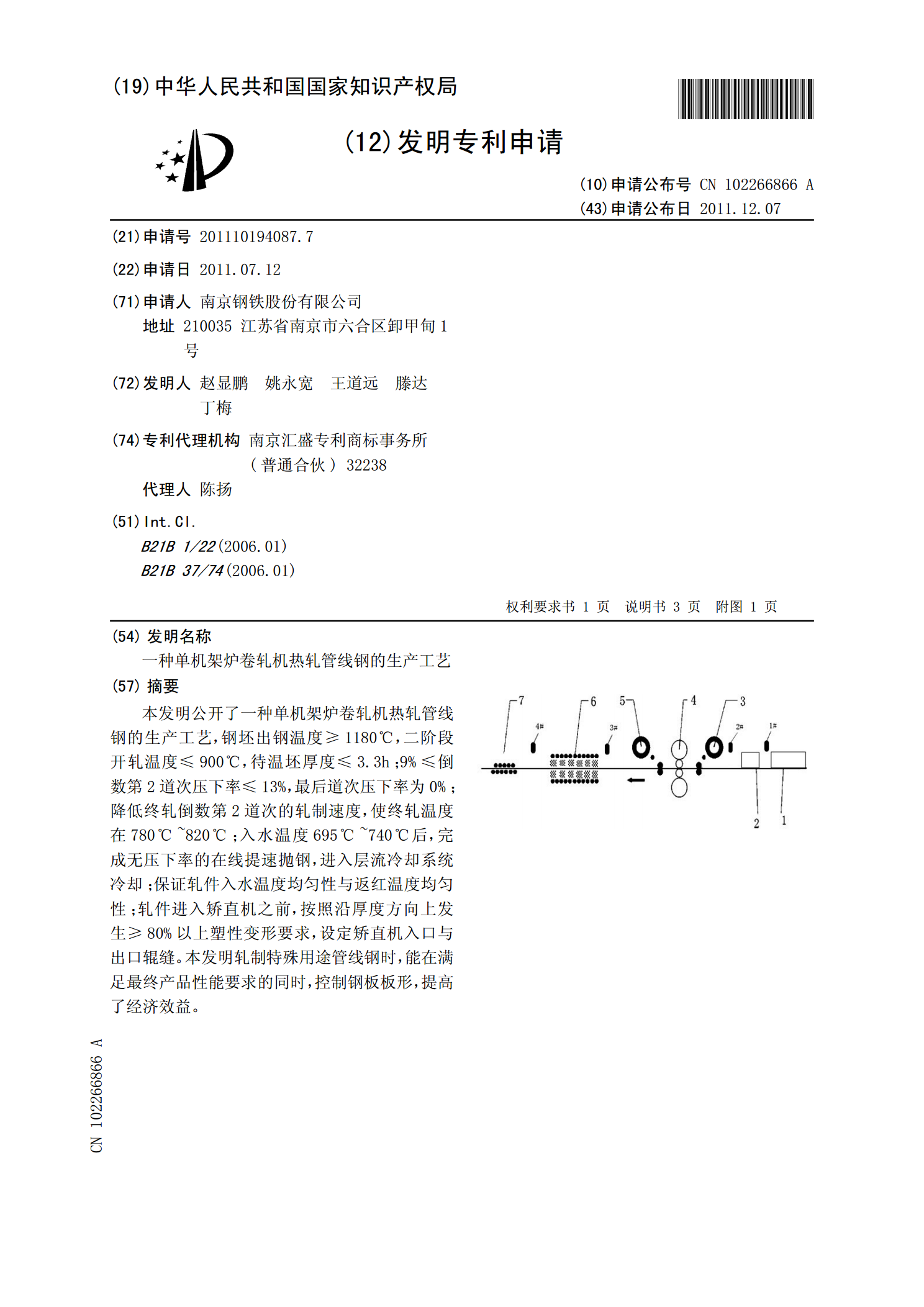
本发明公开了一种单机架炉卷轧机热轧管线钢的生产工艺,钢坯出钢温度≥1180℃,二阶段开轧温度≤900℃,待温坯厚度≤3.3h;9%≤倒数第2道次压下率≤13%,最后道次压下率为0%;降低终轧倒数第2道次的轧制速度,使终轧温度在780℃~820℃;入水温度695℃~740℃后,完成无压下率的在线提速抛钢,进入层流冷却系统冷却;保证轧件入水温度均匀性与返红温度均匀性;轧件进入矫直机之前,按照沿厚度方向上发生≥80%以上塑性变形要求,设定矫直机入口与出口辊缝。本发明轧制特殊用途管线钢时,能在满足最终产品性能要求
一种HRB400E核电钢的控轧控冷生产工艺.pdf
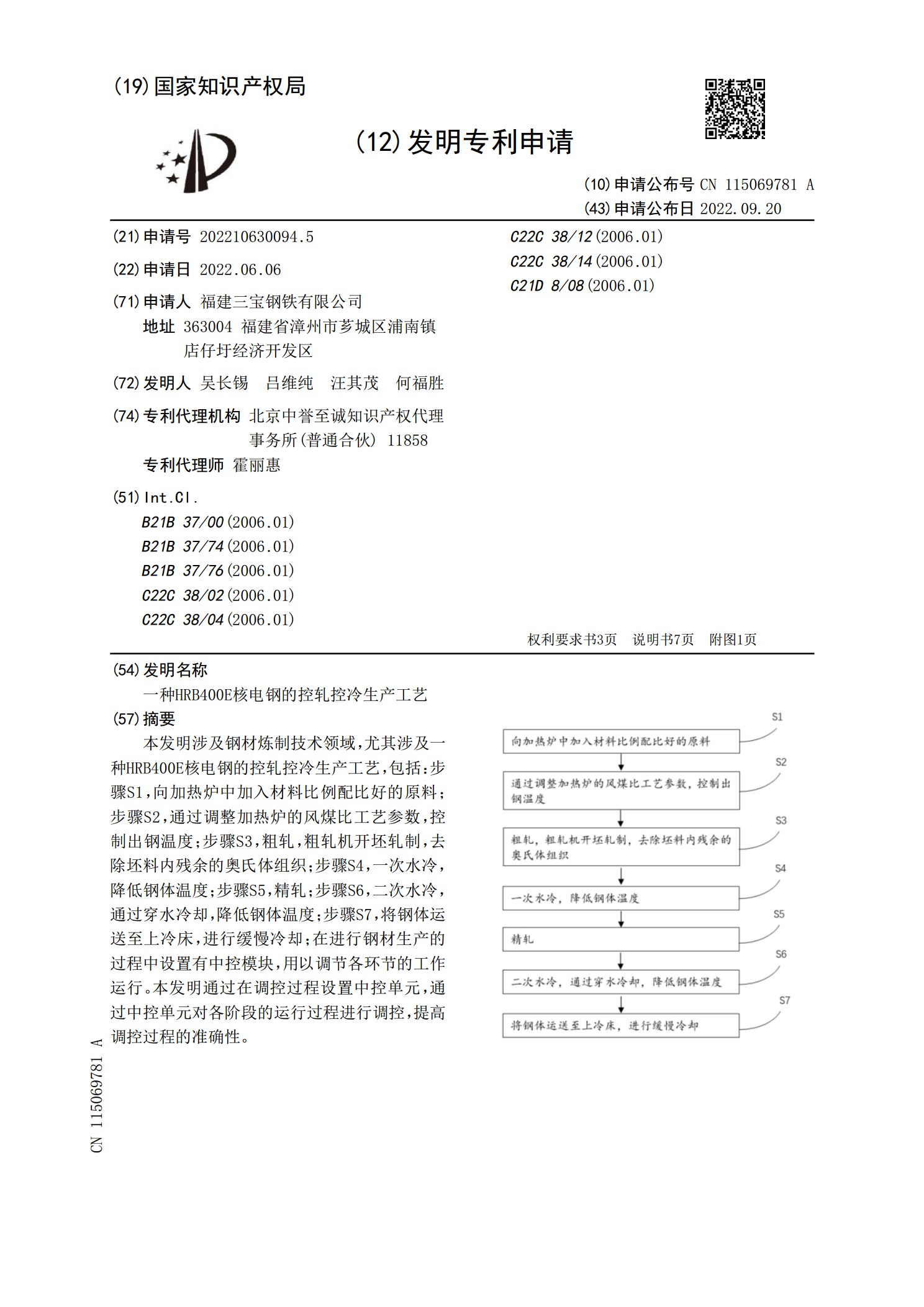
本发明涉及钢材炼制技术领域,尤其涉及一种HRB400E核电钢的控轧控冷生产工艺,包括:步骤S1,向加热炉中加入材料比例配比好的原料;步骤S2,通过调整加热炉的风煤比工艺参数,控制出钢温度;步骤S3,粗轧,粗轧机开坯轧制,去除坯料内残余的奥氏体组织;步骤S4,一次水冷,降低钢体温度;步骤S5,精轧;步骤S6,二次水冷,通过穿水冷却,降低钢体温度;步骤S7,将钢体运送至上冷床,进行缓慢冷却;在进行钢材生产的过程中设置有中控模块,用以调节各环节的工作运行。本发明通过在调控过程设置中控单元,通过中控单元对各阶段的