
用于变速器内齿圈的气体渗碳淬火工艺.pdf

绮兰****文章


1/10

2/10

3/10

4/10
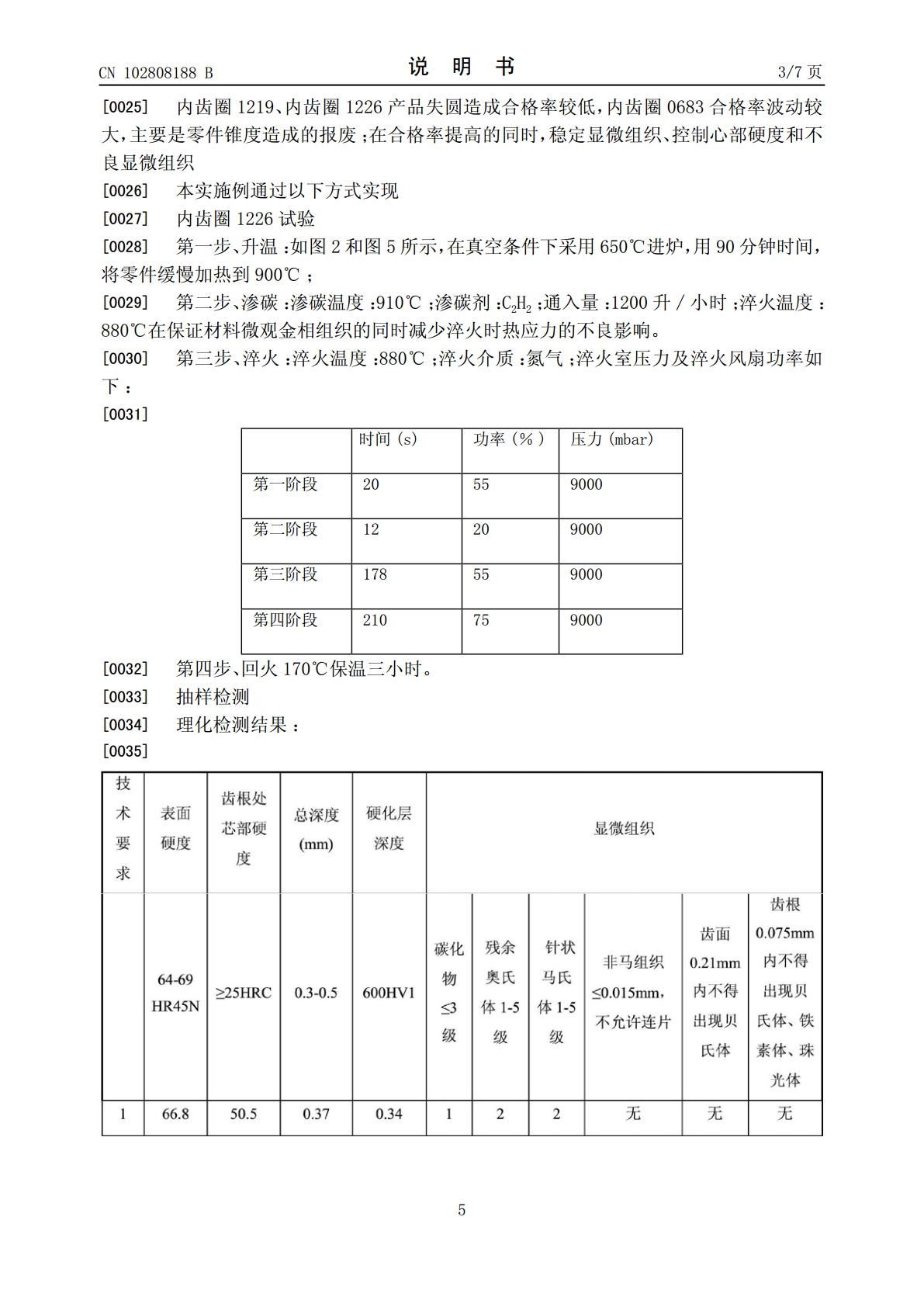
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于变速器内齿圈的气体渗碳淬火工艺.pdf
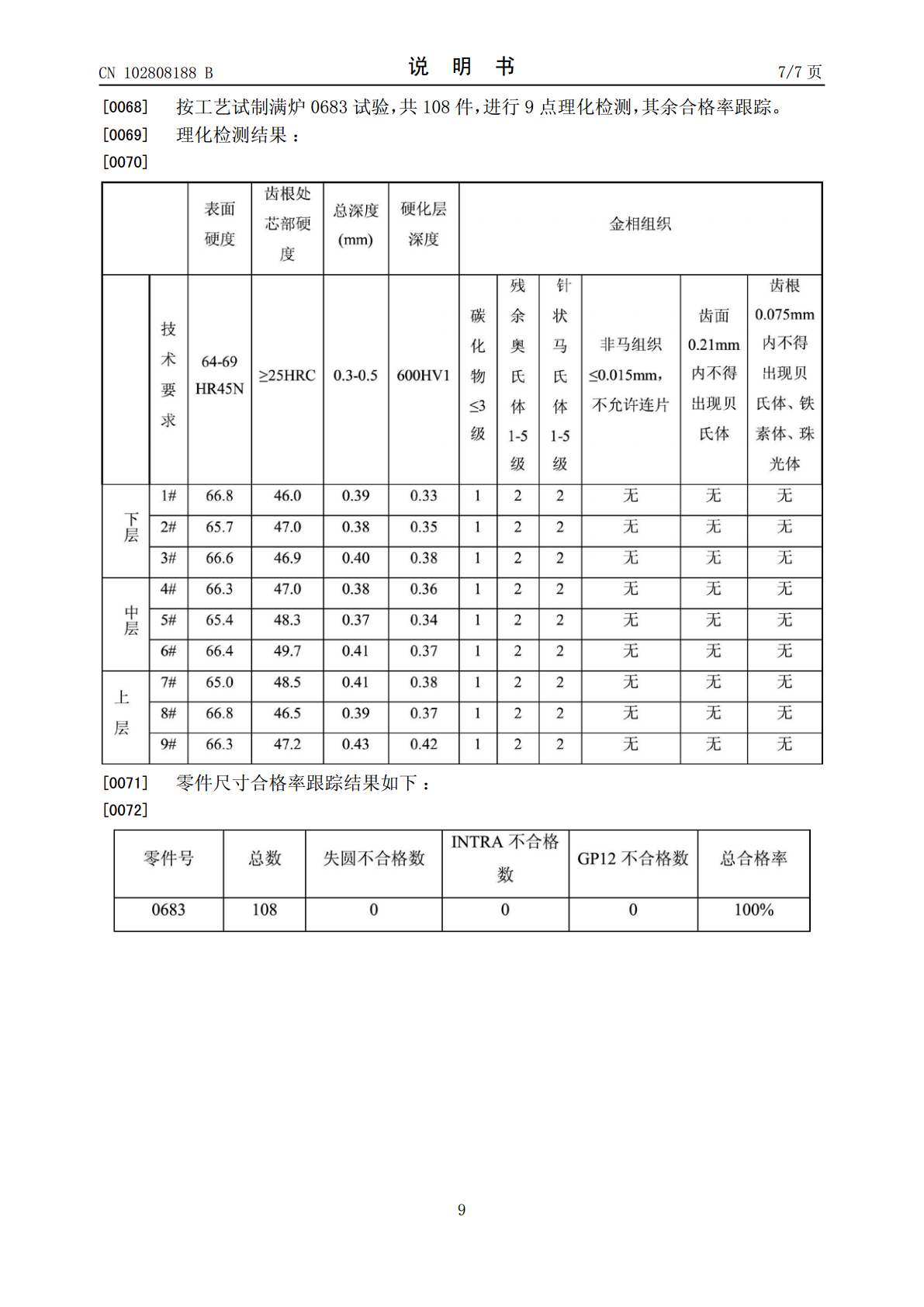
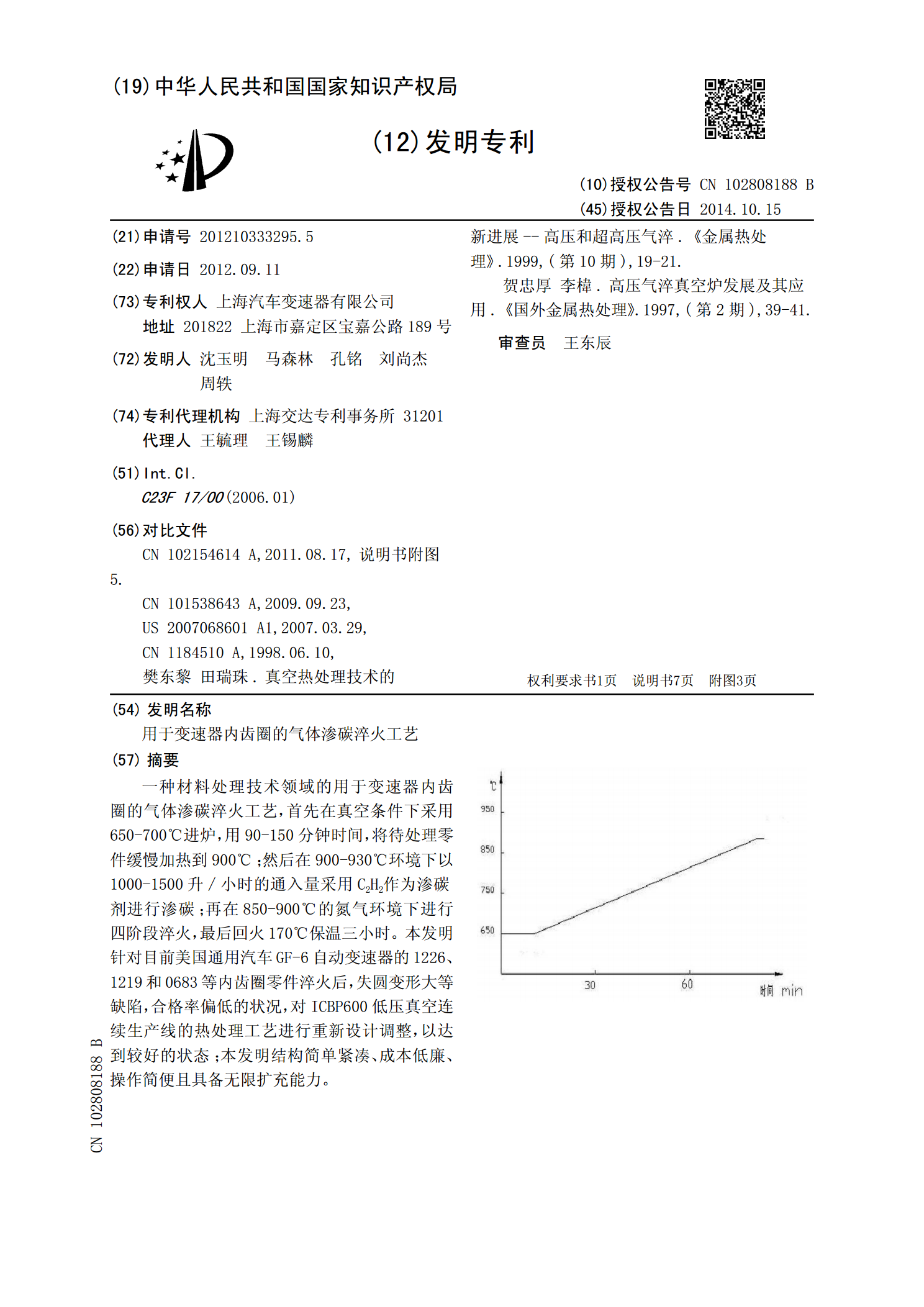
一种材料处理技术领域的用于变速器内齿圈的气体渗碳淬火工艺,首先在真空条件下采用650-700℃进炉,用90-150分钟时间,将待处理零件缓慢加热到900℃;然后在900-930℃环境下以1000-1500升/小时的通入量采用C2H2作为渗碳剂进行渗碳;再在850-900℃的氮气环境下进行四阶段淬火,最后回火170℃保温三小时。本发明针对目前美国通用汽车GF-6自动变速器的1226、1219和0683等内齿圈零件淬火后,失圆变形大等缺陷,合格率偏低的状况,对ICBP600低压真空连续生产线的热处理工艺进行重

内齿圈装夹淬火工艺.docx
内齿圈装夹淬火工艺内齿圈是一种常用的机械零件,其主要用于传递和变换旋转运动。内齿圈的质量和性能直接影响到整个机械装置的工作效果和寿命。为了增加内齿圈的硬度和耐磨性,常常需要对其进行淬火处理。本文将详细介绍内齿圈装夹淬火工艺的原理、方法和应用。一、工艺原理内齿圈的淬火工艺是通过加热至临界温度然后迅速冷却,使其组织发生相变,从而改变其物理性能。具体而言,淬火能使内齿圈表面和内部形成不同的组织结构,从而提高其硬度和耐磨性。淬火工艺的原理主要涉及两个方面:一是加热过程中的相变,二是冷却速度的控制。加热过程中,内齿

风电内齿圈感应淬火工艺的过程控制.docx
风电内齿圈感应淬火工艺的过程控制摘要:风电内齿圈作为风力发电机组的重要部件,其质量和可靠性对于风力发电机组的运行稳定性和寿命有着重要的影响。感应淬火工艺作为一种有效的热处理方法,可以提高内齿圈的硬度和耐磨性,从而提高其使用寿命。本文以风电内齿圈感应淬火工艺的过程控制为题目,主要论述了感应淬火工艺的原理和过程控制方法,并通过实验验证其有效性。1.引言风电内齿圈是风力发电机组中核心部件之一,其主要作用是传递风力发电机组的动力。由于受到连续工作和大负荷的影响,内齿圈容易发生磨损和断裂等问题,从而影响整个风力发电

一种能够提高渗碳淬火齿轮内齿齿形加工精度的工艺.pdf
本发明涉及一种齿轮齿形的加工技术,即一种能够提高渗碳淬火齿轮内齿齿形加工精度的工艺,包括预加工、热处理、精加工等工艺,在预加工时适量修磨插齿刀具,并留取内齿齿形公法线精加工余量,在齿轮热处理之后对其进行进一步的精加工,有效的提高了齿轮的加工精度,改善了齿轮的综合力学性能。
渗碳淬火工艺.pdf
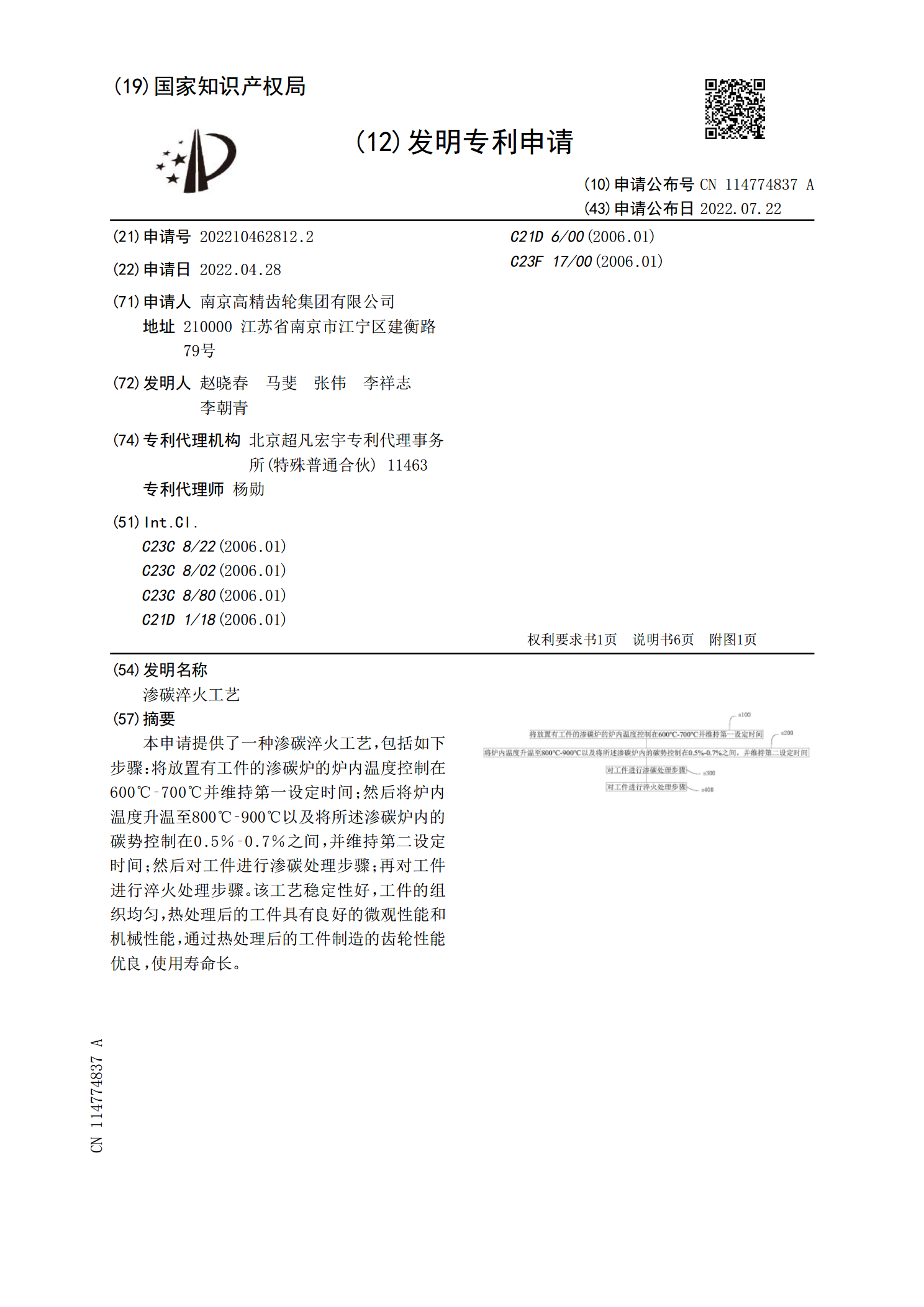
本申请提供了一种渗碳淬火工艺,包括如下步骤:将放置有工件的渗碳炉的炉内温度控制在600℃‑700℃并维持第一设定时间;然后将炉内温度升温至800℃‑900℃以及将所述渗碳炉内的碳势控制在0.5%‑0.7%之间,并维持第二设定时间;然后对工件进行渗碳处理步骤;再对工件进行淬火处理步骤。该工艺稳定性好,工件的组织均匀,热处理后的工件具有良好的微观性能和机械性能,通过热处理后的工件制造的齿轮性能优良,使用寿命长。