
一种大型可调尺寸的轴承热处理工装.pdf

霞英****娘子

1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型可调尺寸的轴承热处理工装.pdf
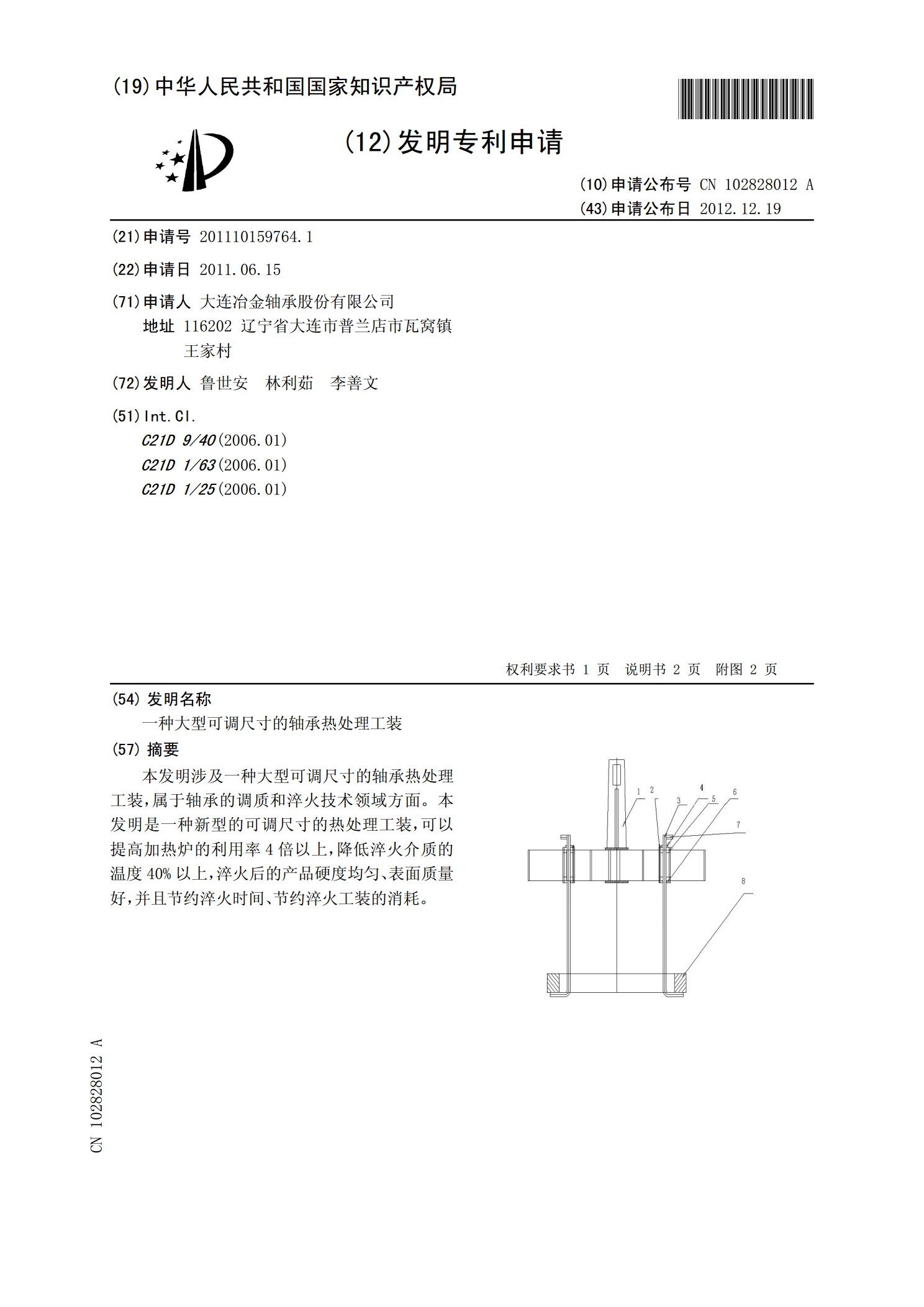
本发明涉及一种大型可调尺寸的轴承热处理工装,属于轴承的调质和淬火技术领域方面。本发明是一种新型的可调尺寸的热处理工装,可以提高加热炉的利用率4倍以上,降低淬火介质的温度40%以上,淬火后的产品硬度均匀、表面质量好,并且节约淬火时间、节约淬火工装的消耗。

一种大型轴承拆卸工装.pdf
本发明公开了一种大型轴承拆卸工装,属于轴承装拆设备领域,包括拉爪、连接板、固定板和螺杆,连接板连接有插板,固定板内还可转动地设置有转轮,插板的一端连接有拉绳,拉绳的一端连接在转轮上,固定板上开设有与插板相配合的插槽,弹簧套接在插板的一部分上,固定板内开设有与插槽相通的第一空腔,转轮的可转动地设置在第一空腔内,转轮的中心处固定连接有第一转轴,第一转轴的一端伸出固定板外;本发明设置有多个拉爪增大与轴承的接触面积,避免打滑,减少对轴承的损伤,通过转动第一转轴和和弹簧的弹力能够方便调节多个拉爪的间距,在方便使用的
一种具有防护功能且尺寸可调的工装夹具.pdf
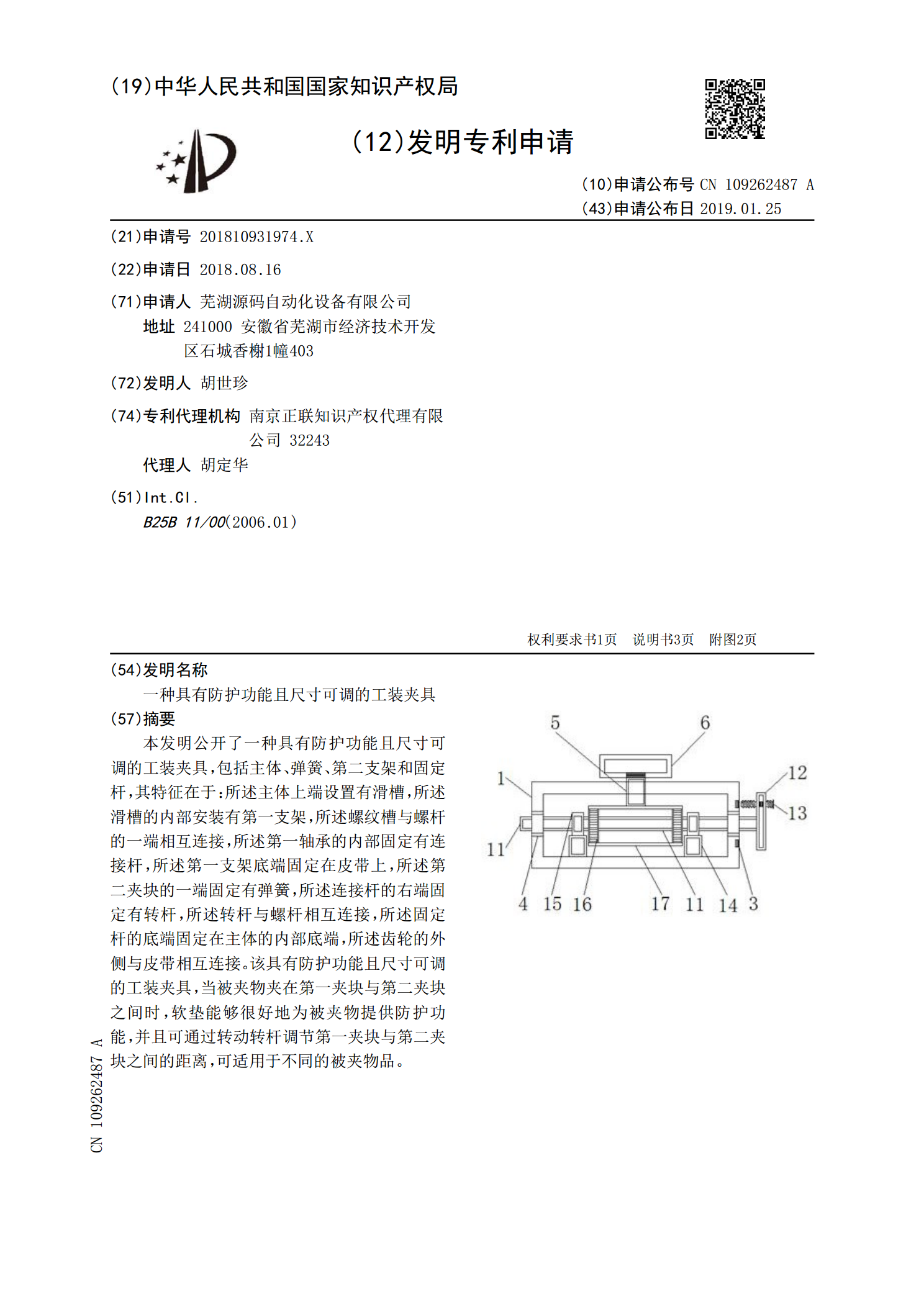
本发明公开了一种具有防护功能且尺寸可调的工装夹具,包括主体、弹簧、第二支架和固定杆,其特征在于:所述主体上端设置有滑槽,所述滑槽的内部安装有第一支架,所述螺纹槽与螺杆的一端相互连接,所述第一轴承的内部固定有连接杆,所述第一支架底端固定在皮带上,所述第二夹块的一端固定有弹簧,所述连接杆的右端固定有转杆,所述转杆与螺杆相互连接,所述固定杆的底端固定在主体的内部底端,所述齿轮的外侧与皮带相互连接。该具有防护功能且尺寸可调的工装夹具,当被夹物夹在第一夹块与第二夹块之间时,软垫能够很好地为被夹物提供防护功能,并且可
大尺寸轴承环热处理方法.pdf
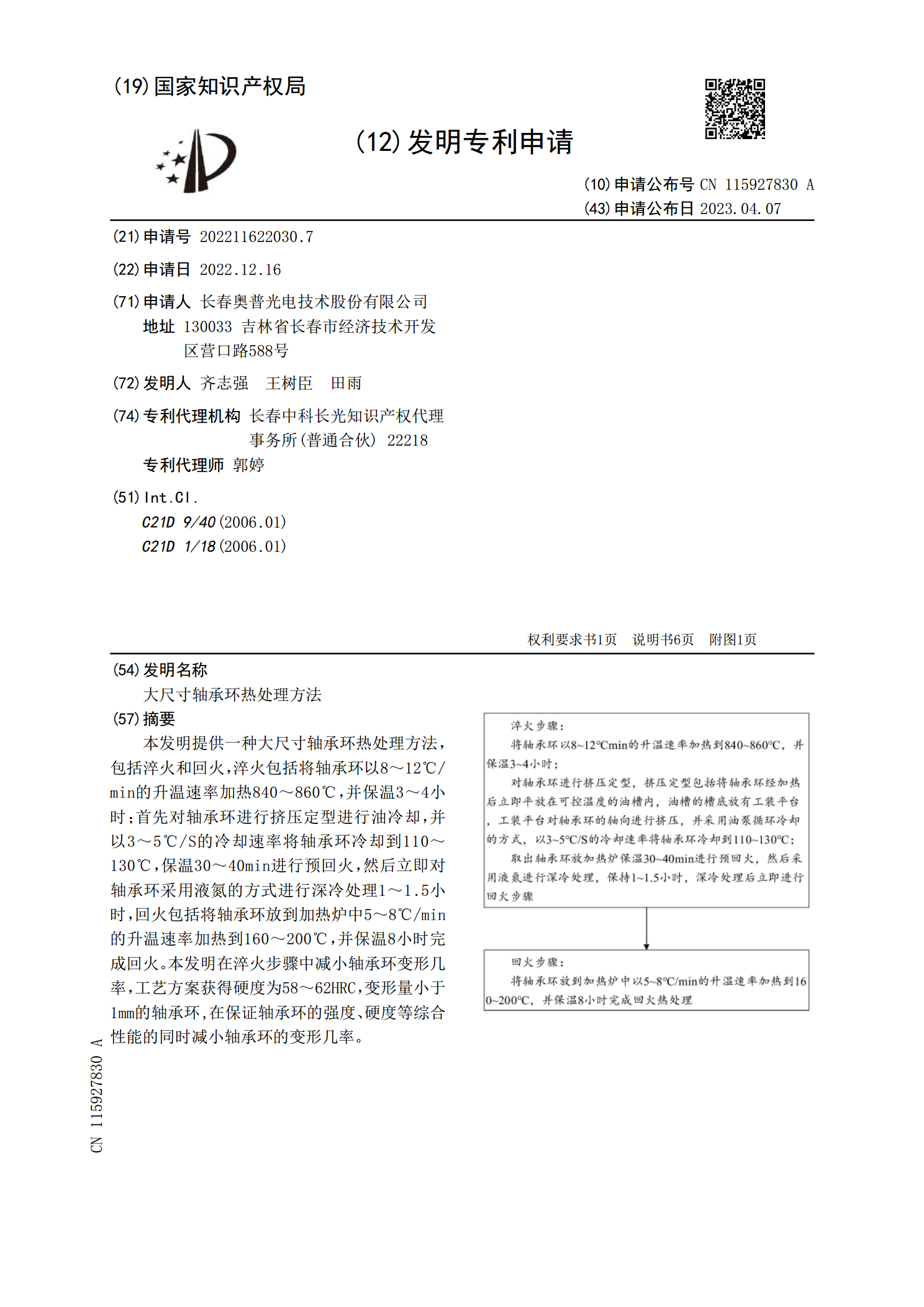
本发明提供一种大尺寸轴承环热处理方法,包括淬火和回火,淬火包括将轴承环以8~12℃/min的升温速率加热840~860℃,并保温3~4小时;首先对轴承环进行挤压定型进行油冷却,并以3~5℃/S的冷却速率将轴承环冷却到110~130℃,保温30~40min进行预回火,然后立即对轴承环采用液氮的方式进行深冷处理1~1.5小时,回火包括将轴承环放到加热炉中5~8℃/min的升温速率加热到160~200℃,并保温8小时完成回火。本发明在淬火步骤中减小轴承环变形几率,工艺方案获得硬度为58~62HRC,变形量小于1

一种大型海工装备的焊接热处理装置.pdf
本发明公开了一种大型海工装备的焊接热处理装置,包括依次可相对转动连接的多个加热单元,每个加热单元包括加热板和用于固定加热板的底座,每个底座上设置有用于转动连接相邻加热单元的底座的连接机构,加热板连接有电源。使用时,将多个加热单元固定于焊接基体并使各个加热板依次沿焊缝覆盖,预热完毕后,拆除部分加热板就可以对相应焊缝进行焊接,直至焊接完毕。由于本发明提供的焊接热处理装置中,各个加热单元可相对转动连接,因此,它可以拼接成不同形状,预留不同大小的焊接空间,并可在焊接基体上移动,可以适应各种形状、尺寸的分段和零件,