
冶金熔合复合混凝土输送管及其制造方法.pdf

韶敏****ab

1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冶金熔合复合混凝土输送管及其制造方法.pdf
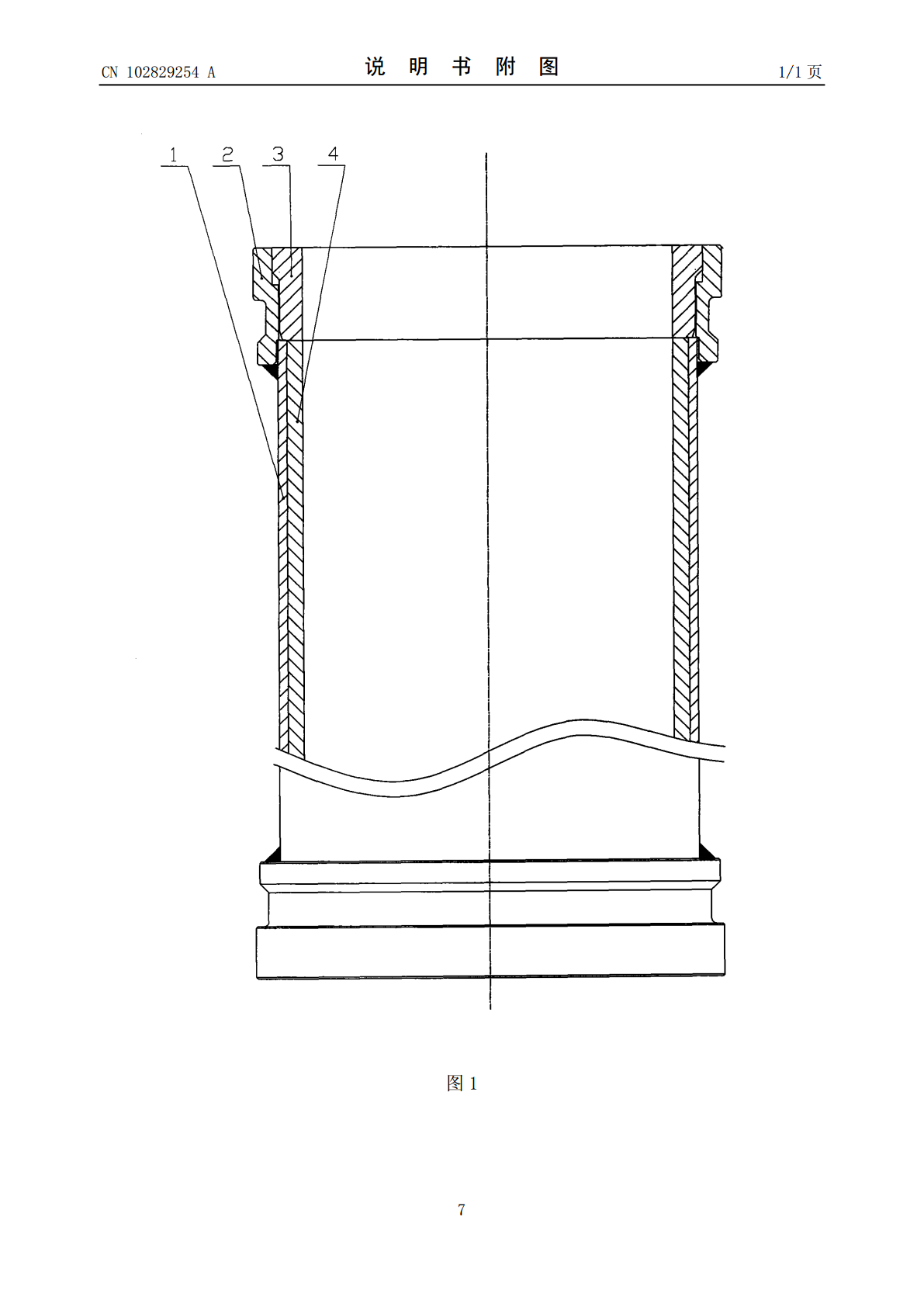
一种冶金熔合复合混凝土输送管,其中包括:外层,外层的内侧连接有内层,外层和内层的一端连接有耐磨套,耐磨套的外侧连接有法兰,外层和内层通过离心浇注实现双金属冶金熔合。一种冶金熔合复合混凝土输送管制造方法,包括如下步骤:a)根据所需双金属复合管的规格选用相应的双层结构离心铸造复合管坯;b)对双金属复合管坯加热;c)将加热后的复合管坯送入热轧机组中热轧;d)将经过热轧的双金属复合管送入退火炉中进行退火;e)矫直退火后的双金属复合管得到成品管;f)将成品管送入高频淬火设备中进行内壁感应加热,利用管余热进行自回火;
混凝土输送管的制造方法、混凝土输送管和混凝土泵车.pdf
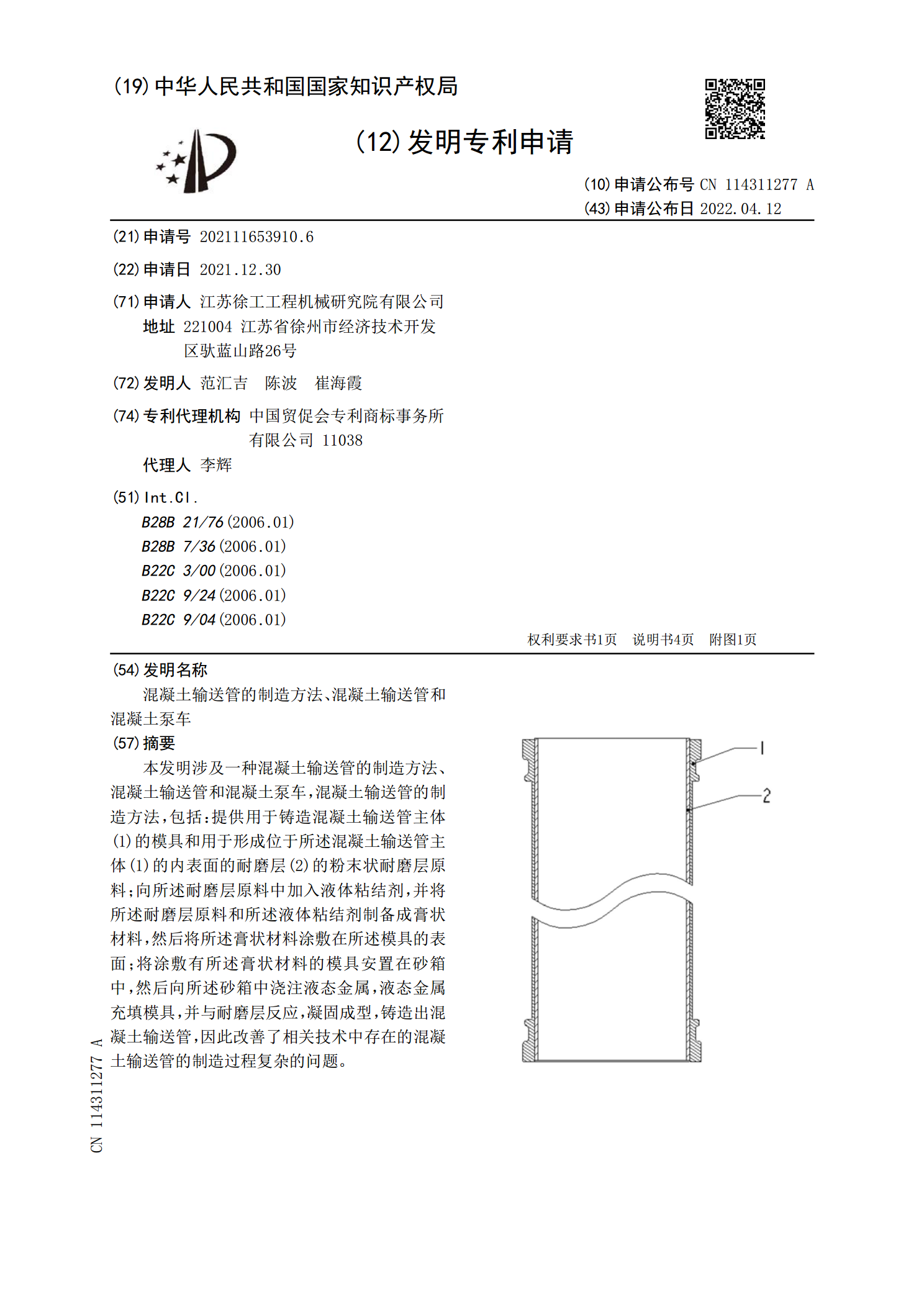
本发明涉及一种混凝土输送管的制造方法、混凝土输送管和混凝土泵车,混凝土输送管的制造方法,包括:提供用于铸造混凝土输送管主体(1)的模具和用于形成位于所述混凝土输送管主体(1)的内表面的耐磨层(2)的粉末状耐磨层原料;向所述耐磨层原料中加入液体粘结剂,并将所述耐磨层原料和所述液体粘结剂制备成膏状材料,然后将所述膏状材料涂敷在所述模具的表面;将涂敷有所述膏状材料的模具安置在砂箱中,然后向所述砂箱中浇注液态金属,液态金属充填模具,并与耐磨层反应,凝固成型,铸造出混凝土输送管,因此改善了相关技术中存在的混凝土输送
一种混凝土输送管用热轧带钢及其制造方法.pdf
一种混凝土输送管用热轧卷板及其制造方法,其成分质量百分比(%)为:C:0.60~0.70;Si:0.12~0.37;Mn:0.90~1.20;Al:0.015-0.06;P≤0.035;S:≤0.035;Cr:0.20~0.50;V:≤0.25,余量为Fe及不可避免的杂质元素。其工艺包括:铁水预处理→转炉冶炼→炉外精炼→板坯连铸→红送直装→板坯加热→高压水除鳞→粗轧机组轧制→高压水除鳞→精轧机组轧制→卷取→质量和性能检验→包装标志→入库的方式生产。方法二、铁水预处理→转炉冶炼→炉外精炼→板坯连铸→板坯退火
一种粉末冶金复合凸轮及其制造方法.pdf
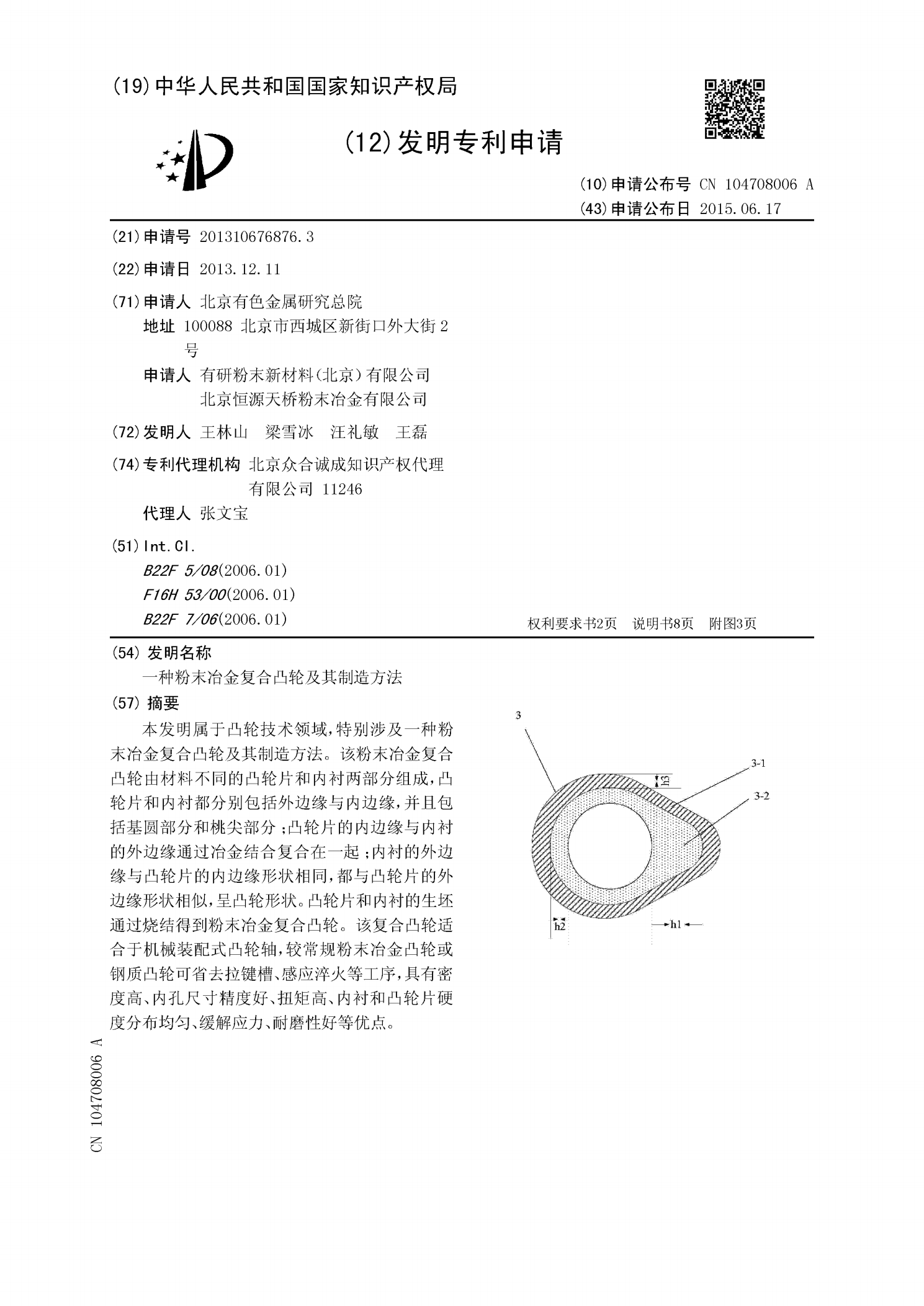
本发明属于凸轮技术领域,特别涉及一种粉末冶金复合凸轮及其制造方法。该粉末冶金复合凸轮由材料不同的凸轮片和内衬两部分组成,凸轮片和内衬都分别包括外边缘与内边缘,并且包括基圆部分和桃尖部分;凸轮片的内边缘与内衬的外边缘通过冶金结合复合在一起;内衬的外边缘与凸轮片的内边缘形状相同,都与凸轮片的外边缘形状相似,呈凸轮形状。凸轮片和内衬的生坯通过烧结得到粉末冶金复合凸轮。该复合凸轮适合于机械装配式凸轮轴,较常规粉末冶金凸轮或钢质凸轮可省去拉键槽、感应淬火等工序,具有密度高、内孔尺寸精度好、扭矩高、内衬和凸轮片硬度分
由药石熔合的晶体件及其熔合方法.pdf
本发明涉及一种由药石熔合的晶体件及其熔合方法,该晶体件包括白石英,玉屑和玄石,将诸药石放入炉内使其熔化,然后将熔融态药石引出炉并经自然冷却后经充磁即形成本发明所述的由药石熔合成的晶体件。该晶体件可以使晶体场的量化值达到13000-14000之间,佩带该种晶体件,能提高人体生物场,使生命元素正确表达,给生命最大动力。