
一种高强度销轴的制造方法.pdf

涵蓄****09


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度销轴的制造方法.pdf
本发明公开了一种高强度销轴的制造方法,具有如下步骤:制备和铸造具有如下重量百分比的钢锭:0.37%≤C≤0.44%,痕量≤Si≤0.35%,0.70%≤Mn≤0.90%,痕量≤P≤0.25%,痕量≤S≤0.025%,0.70%≤Cr≤0.95%,0.30%≤Mo≤0.40%,1.60≤Ni≤2.00%,痕量≤Cu≤0.20%,余量为Fe和不可避免的杂质,铸造成型的钢锭温度降至300℃,再加热至670-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小
一种销轴的制造方法.pdf
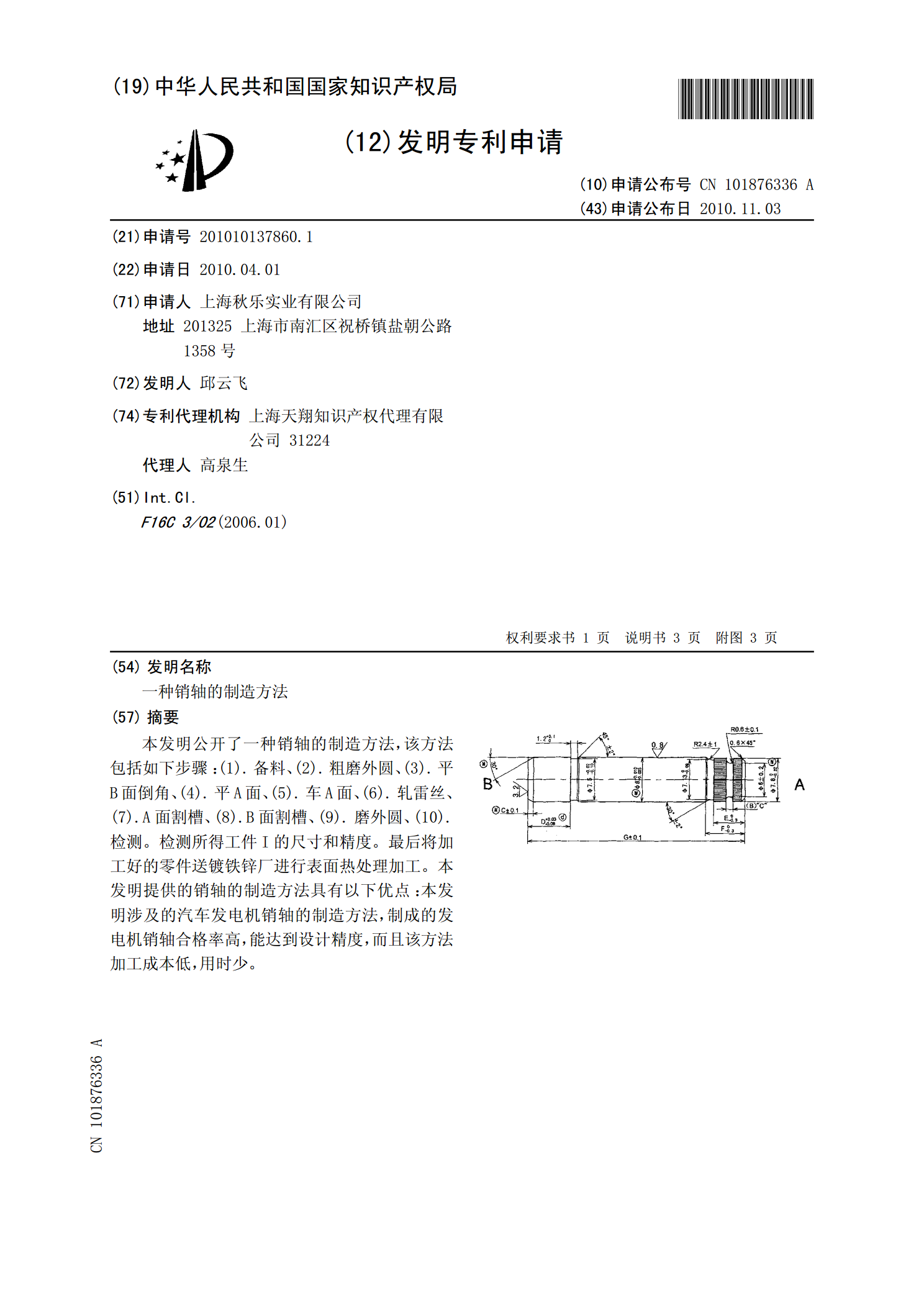
本发明公开了一种销轴的制造方法,该方法包括如下步骤:(1).备料、(2).粗磨外圆、(3).平B面倒角、(4).平A面、(5).车A面、(6).轧雷丝、(7).A面割槽、(8).B面割槽、(9).磨外圆、(10).检测。检测所得工件I的尺寸和精度。最后将加工好的零件送镀铁锌厂进行表面热处理加工。本发明提供的销轴的制造方法具有以下优点:本发明涉及的汽车发电机销轴的制造方法,制成的发电机销轴合格率高,能达到设计精度,而且该方法加工成本低,用时少。
一种链条销轴的生产制造方法.pdf
本发明公开了一种链条销轴的生产制造方法,包括以下步骤:1)将准备好的原材料送入抛丸机抛丸;2)将步骤1)中的链条销轴预备材料经过机械加工工序后获得销轴工件;3)将步骤2)中销轴工件装入可控气氛网带炉中,在气氛保护环境下,分区设定温度和碳势;4)酸洗:将步骤3)中的链条销轴酸洗,硫酸浓度为12~15%,酸洗温度为63‑68℃,酸洗时间为60‑70min;5)采用无心磨设备对步骤4)中链条销轴进行超精磨,再采用离心式抛光机设备对其进行抛光;6)检测,检查链条销轴的尺寸、表面是否符合要求;7)包装,将已加工好的

一种销轴的调质方法.pdf
本发明公开了提供一种销轴的调质方法,将加工好待调质的工件先经过粗磨清除表面杂质及其致密氧化膜,再放入调质炉中进行碳氮共渗,由于全程采用含氮气体保护,金属工件表面基本保持原有质量,同时渗层厚度达到较高水平。
一种柔性销轴的处理方法.pdf
本发明的柔性销轴的处理方法:包括加热处理装置和喷淋冷却装置,其要点是:依据柔性销轴的材料特性、使用要求和硬化深度,采取整体加热、遮挡板遮挡或局部感应线圈加热硬化处理;非硬化区、硬化区准确性好,改善了柔性销轴的软和硬的复合效果,具有良好的韧性和硬度的协调和平衡性,精准的非硬化区和硬化区的间隔式分布起到类似弹簧的结构效果,柔性销轴有高硬度,同时又具有良好的柔性,提高了柔性销轴的使用寿命和可靠性;均载效果好,提高了行星轮系机构运行的稳定性和可靠性,延长了循环使用寿命,有效的降低了行星轮系机构的运行维护费用;本发