
一种轻合金熔体的定量浇注方法.pdf

沛芹****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轻合金熔体的定量浇注方法.pdf
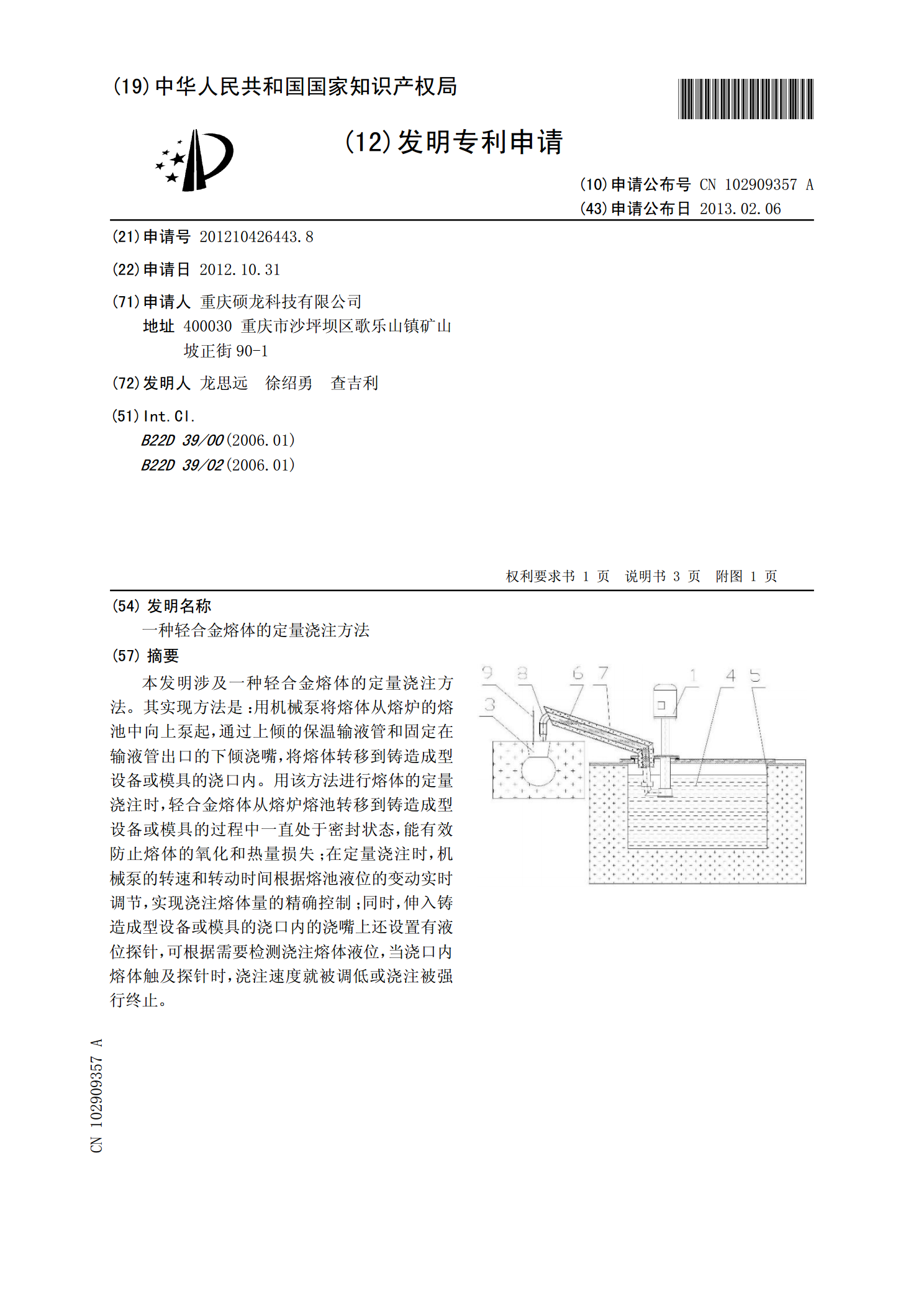
本发明涉及一种轻合金熔体的定量浇注方法。其实现方法是:用机械泵将熔体从熔炉的熔池中向上泵起,通过上倾的保温输液管和固定在输液管出口的下倾浇嘴,将熔体转移到铸造成型设备或模具的浇口内。用该方法进行熔体的定量浇注时,轻合金熔体从熔炉熔池转移到铸造成型设备或模具的过程中一直处于密封状态,能有效防止熔体的氧化和热量损失;在定量浇注时,机械泵的转速和转动时间根据熔池液位的变动实时调节,实现浇注熔体量的精确控制;同时,伸入铸造成型设备或模具的浇口内的浇嘴上还设置有液位探针,可根据需要检测浇注熔体液位,当浇口内熔体触及
一种金属熔体的定量浇注方法与装置.pdf
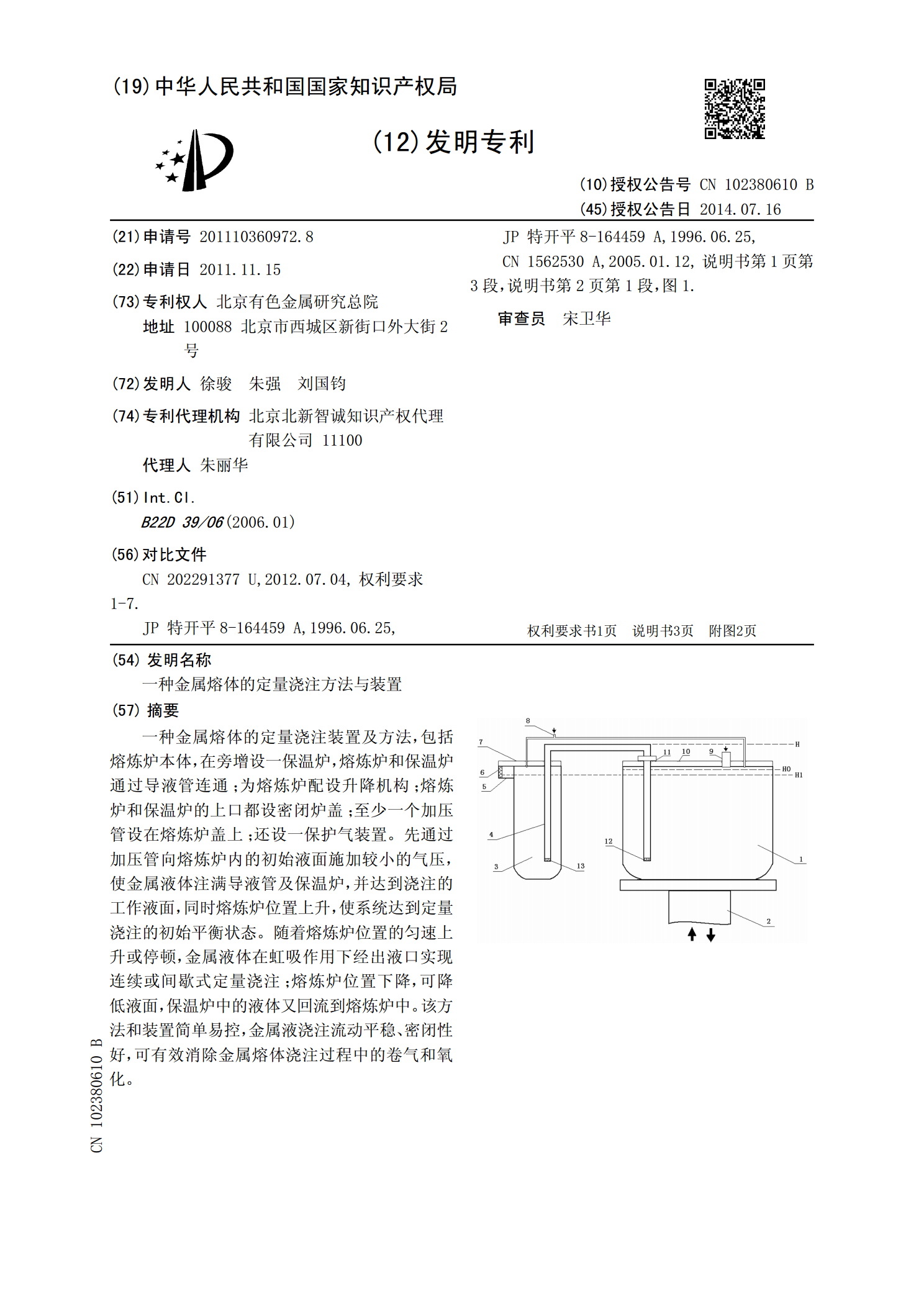
一种金属熔体的定量浇注装置及方法,包括熔炼炉本体,在旁增设一保温炉,熔炼炉和保温炉通过导液管连通;为熔炼炉配设升降机构;熔炼炉和保温炉的上口都设密闭炉盖;至少一个加压管设在熔炼炉盖上;还设一保护气装置。先通过加压管向熔炼炉内的初始液面施加较小的气压,使金属液体注满导液管及保温炉,并达到浇注的工作液面,同时熔炼炉位置上升,使系统达到定量浇注的初始平衡状态。随着熔炼炉位置的匀速上升或停顿,金属液体在虹吸作用下经出液口实现连续或间歇式定量浇注;熔炼炉位置下降,可降低液面,保温炉中的液体又回流到熔炼炉中。该方法和

一种用于挤压铸造的铝合金熔体定量浇注装置.pdf
本发明公开了一种用于挤压铸造的铝合金熔体定量浇注装置,属于金属铸造领域,针对铝合金化学性质较活跃,浇注过程中铝合金熔体和外界环境接触的时间较长,容易发生氧化现象以及挤压铸造过程中金属浇注量需要准确控制的问题。本发明通过金属熔体定体积室推杆将金属熔体从合金熔体加热及保温炉沿金属熔体吸入管吸入金属熔体定体积室或沿金属熔体流出管从金属熔体定体积室流出,该过程中保持密封状态,并且通过调节金属熔体定体积室推杆横杆下限位开关和金属熔体定体积室推杆横杆上限位开关的位置,可以控制金属熔体定体积室推杆上下运动的极限位置,从

一种轻合金在线复合熔体处理的方法.pdf
本发明涉及一种轻合金在线复合熔体处理的方法,是在轻合金熔体精炼过程中,通过气体净化室结构的设计,以与净化气泡流相反的方向,引导熔体流至上而下流动,采用偏置旋转喷吹的方法,同时净化室底部通过透气砖吹入净化气体,净化气泡捕获的熔体中的杂质后,上浮到溶剂层,溶剂能吸附气体和杂质,避免它们再次进入到熔体中。处理完的熔体自下而上经过过滤器,能高效去除熔体中的气体和杂质。本发明解决了在线精炼过程中液面产生漩涡和震动、净化盲区、液面杂质进入熔体的难题,并延长过滤器的使用寿命,便于更换。实现对轻金合金熔体进行在线高效净化
一种大吨位轻合金熔体实时净化方法及系统.pdf
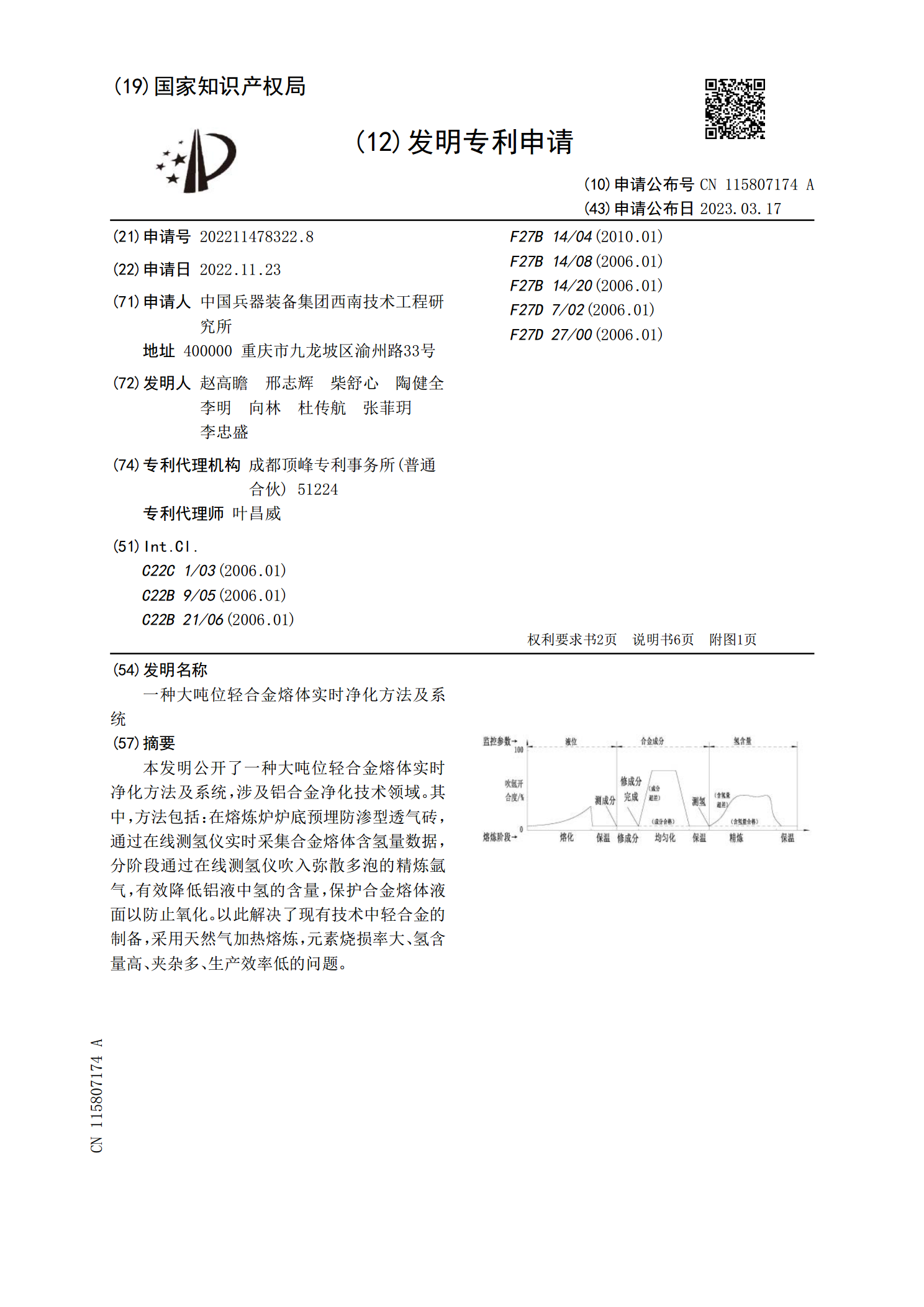
本发明公开了一种大吨位轻合金熔体实时净化方法及系统,涉及铝合金净化技术领域。其中,方法包括:在熔炼炉炉底预埋防渗型透气砖,通过在线测氢仪实时采集合金熔体含氢量数据,分阶段通过在线测氢仪吹入弥散多泡的精炼氩气,有效降低铝液中氢的含量,保护合金熔体液面以防止氧化。以此解决了现有技术中轻合金的制备,采用天然气加热熔炼,元素烧损率大、氢含量高、夹杂多、生产效率低的问题。