
一种去除含铬无缝钢管表面氧化皮的方法.pdf

和裕****az


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种去除含铬无缝钢管表面氧化皮的方法.pdf
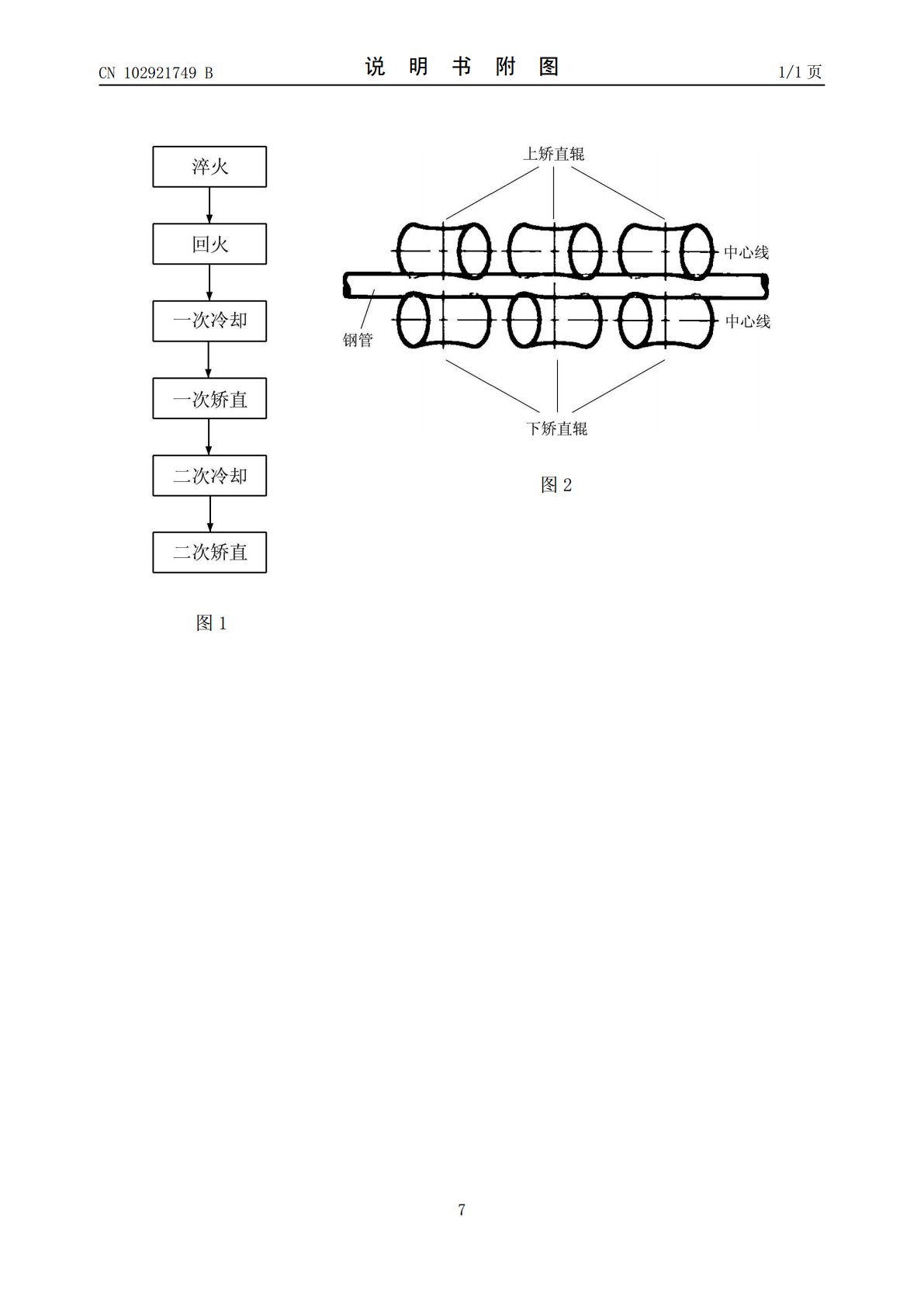
本发明提供了一种去除含铬无缝钢管表面氧化皮的方法,所述方法包括下述步骤:对含铬无缝钢管进行淬火,在淬火步骤中,加热含铬无缝钢管时控制加热炉的残氧量在3%以下;对淬火后的含铬无缝钢管进行回火;对回火后的含铬无缝钢管进行一次冷却,以将含铬无缝钢管冷却至300℃以下,使含铬无缝钢管外表面的氧化皮变得疏松;利用六辊矫直机对一次冷却后的含铬无缝钢管进行一次矫直,使得含铬无缝钢管表面只被旋转和压扁而没有弯曲;最后,对一次矫直后的含铬无缝钢管进行二次冷却和二次矫直,使含铬无缝钢管的弯曲度和椭圆度达到成品钢管的要求。根据
一种铝/铝合金液滴表面氧化皮去除方法.pdf
本发明公开了一种铝/铝合金液滴表面氧化皮去除方法,先室温下对铝原材料进行打磨去皮,先后用氢氧化钠、硝酸浸泡,随后用酒精清洗烘干;然后放入底部开有小孔的氧化铝陶瓷管中,小孔正对铝滴要滴落的基板,陶瓷管和基板均在电阻炉中加热,电阻炉的炉腔抽真空后反充氩气;C、待样品完全熔化后,往陶瓷管内充氩气,使得液滴滴落到铺有氟化盐的基板上。本发明通过加热前的表面处理,加热过程中的小孔挤压及精炼剂处理,可剥落加热过程中产生的氧化皮,在于基板接触的过程中,新生成的氧化皮会与氟化盐反应去除,保证了新鲜铝滴与基板的接触,不仅保证
一种去除不锈钢叶片锻件表面氧化皮的方法.pdf
本发明提供了一种去除不锈钢叶片坯料表面氧化皮的方法,其能解决传统去除氧化皮方法存在的生产成本高、效率低的问题,并且其方法简单、易操作、易控制,去除氧化皮效果好。其特征在于:在不锈钢叶片锻件加热到温出炉后,使用高压水枪喷出高压水雾使高压水雾快速喷扫过不锈钢叶片锻件的表面,高压水雾与不锈钢叶片锻件表面接触后、不锈钢叶片锻件表面的氧化皮遇冷收缩从而产生裂纹,高压水雾的水滴从裂纹渗入氧化皮内部后受热气化变为蒸汽、同时受热膨胀爆炸从而将氧化皮破碎成小碎片与锻件表面脱离,即去除氧化皮。

一种去除钛合金表面氧化皮的激光清洗方法.pdf
本发明公开了一种去除钛合金表面氧化皮的激光清洗方法,属于钛合金清洗技术领域,其特征在于,包括以下步骤:a、激光聚焦于工件,启动控制器;b、调整激光头角度,使激光束沿清洗面法向方向射入;c、开启烟雾净化器和扫描振镜,启动脉冲激光器,清洗钛合金表面氧化皮;d、清洗完预设次数后,激光清洗停止;e、目视观察清洗区域是否清洗干净,已清洗区域露出钛合金金属光泽,没有氧化皮残留为清洗干净,否则重复步骤b‑步骤d。本发明利用脉冲激光束作用于钛合金表面氧化皮,使氧化皮发生熔化、汽化和烧蚀物理化学变化从而被彻底去除,去除方法
一种代替酸洗去除无缝钢管氧化皮的自动设备.pdf
本发明公开了一种代替酸洗去除无缝钢管氧化皮的自动设备,包括箱体,所述箱体的表面安装有控制器,且箱体的底部设置有出尘口和两个第二支撑柱,所述出尘口位于两个第二支撑柱之间,且出尘口的一侧安装有封盖,所述箱体内部上方的一侧固定有电动机,所述电动机的一端通过转轴转动连接有刷棒,所述箱体的上下内侧壁均固定有第一伺服电机和四个轴座,本发明设置了钢刷和推送轮,第一伺服电机通过转轴带动皮带进行转动,带动推送轮滚动,由于推送轮之间呈交叉排列,可将钢管本体推送至箱体的内部,钢刷对钢管本体表面的氧化皮刷扫刮除,电动机通过转轴带