
过氧化氢推力室身部扩散钎焊制造方法.pdf

宜欣****外呢

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
过氧化氢推力室身部扩散钎焊制造方法.pdf
本发明提供一种过氧化氢推力室身部扩散钎焊制造方法,具体步骤为:(a)控制推力室内壁的外表面与喷管外壁、中段外壁的内表面之间的装配间隙在0.04~0.9mm;(b)在推力室内壁的外表面点焊0.01~0.5mm镍基钎料,并将喷管外壁、中段外壁分别套在推力室内壁外;(c)将喷管外壁、中段外壁分别与连接半环进行周向定位氩弧焊,然后在喷管外壁和中段外壁连接件的两端氩弧焊接推力室集合器;(d)利用正压钎焊炉进行推力室内壁的外表面与喷管外壁、中段外壁的内表面之间的扩散钎焊。本发明焊接工艺简单、可靠性高、产品质量稳定、高
膨胀循环火箭发动机推力室身部结构、制造方法及推力室.pdf
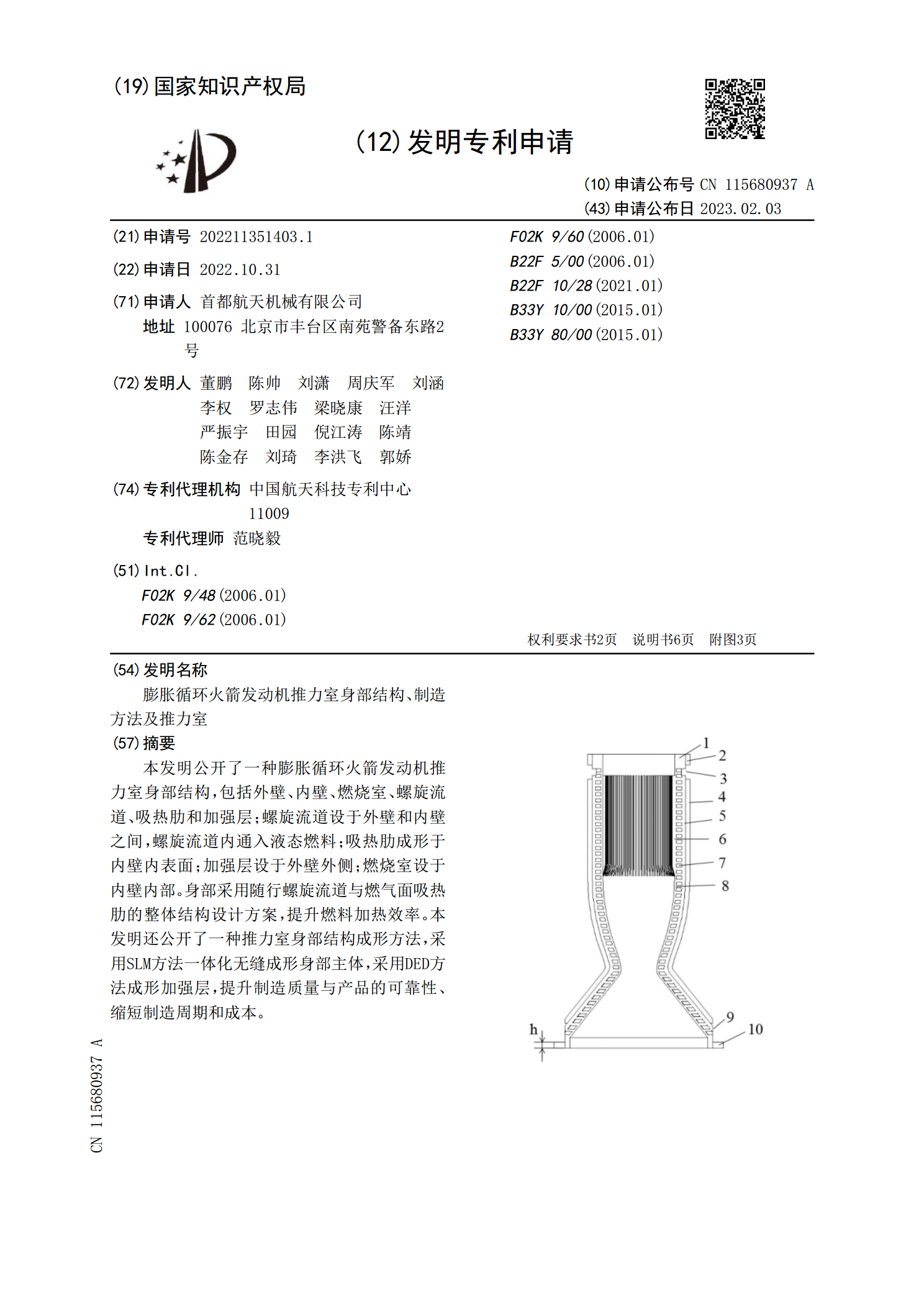
本发明公开了一种膨胀循环火箭发动机推力室身部结构,包括外壁、内壁、燃烧室、螺旋流道、吸热肋和加强层;螺旋流道设于外壁和内壁之间,螺旋流道内通入液态燃料;吸热肋成形于内壁内表面;加强层设于外壁外侧;燃烧室设于内壁内部。身部采用随行螺旋流道与燃气面吸热肋的整体结构设计方案,提升燃料加热效率。本发明还公开了一种推力室身部结构成形方法,采用SLM方法一体化无缝成形身部主体,采用DED方法成形加强层,提升制造质量与产品的可靠性、缩短制造周期和成本。
柄部钎焊麻花钻及其制造方法.pdf
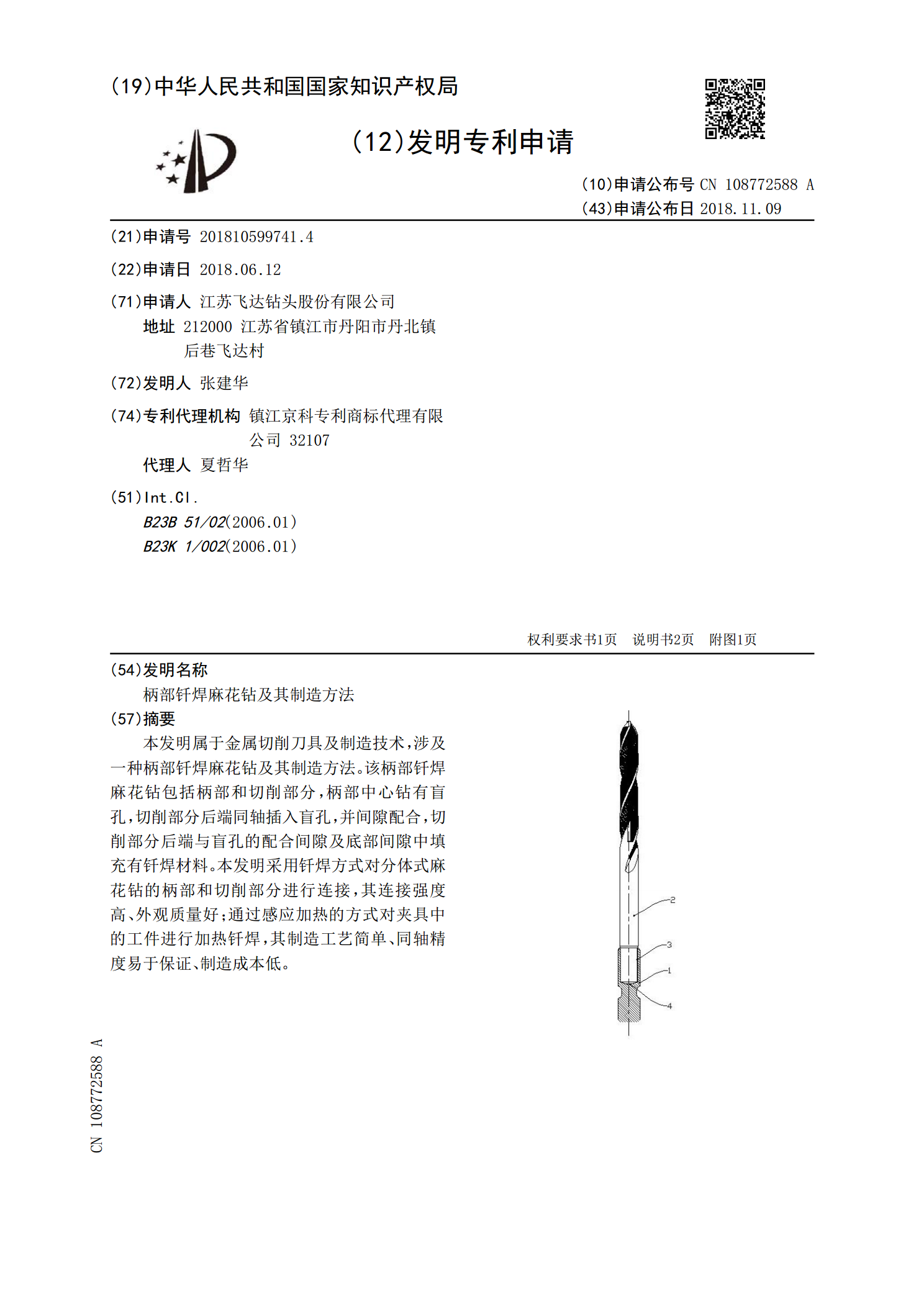
本发明属于金属切削刀具及制造技术,涉及一种柄部钎焊麻花钻及其制造方法。该柄部钎焊麻花钻包括柄部和切削部分,柄部中心钻有盲孔,切削部分后端同轴插入盲孔,并间隙配合,切削部分后端与盲孔的配合间隙及底部间隙中填充有钎焊材料。本发明采用钎焊方式对分体式麻花钻的柄部和切削部分进行连接,其连接强度高、外观质量好;通过感应加热的方式对夹具中的工件进行加热钎焊,其制造工艺简单、同轴精度易于保证、制造成本低。

扩散板及扩散板的制造方法.pdf
本发明提供一种能够以简易的结构改善透过光或反射光的亮度不均并且设计及制造容易的扩散板及扩散板的制造方法。本发明的扩散板是在主面上排列有多个微透镜的扩散板,其特征在于,向多个微透镜与主面之间插入相位差生成部,多个微透镜具有两种以上的透镜形状,以使两种以上的透镜形状的数量比成为特定的值的方式,分别决定两种以上的透镜形状的微透镜的个数,对应于多个微透镜的底面的中心所排列在主面上的各坐标,分别选择透镜形状的种类,扩散光强度成为大致一定的角度范围处于所希望的角度范围的+10%至‑10%的范围内。

钎焊与扩散焊的发展.docx
钎焊、扩散焊——古老工艺在新型发动机上焕发新活力条总耐高温蜂窝结构“高压涡轮导向叶片经过长时间高温环境下的试车考验,双联焊缝完好无损,完全满足我们的设计要求!”某新型发动机金属间化合物导向叶片破坏试验后,试验人员十分感慨。这个双联焊缝正是中航工业制造所采用过渡液相(TransientLiquidPhase简称TLP)扩散焊新技术焊接的结果,这项技术也正是中航工业制造所坚持老工艺创新的成果。这项老工艺正在制造所焕发新活力,成为航空制造技术的重要支点。钎焊、扩散焊技术是一种古老工艺。我国有关钎焊的论述最早可见