
一种利用流动温压成型法制造旋梭内梭的方法.pdf

鹏飞****可爱

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种利用流动温压成型法制造旋梭内梭的方法.pdf
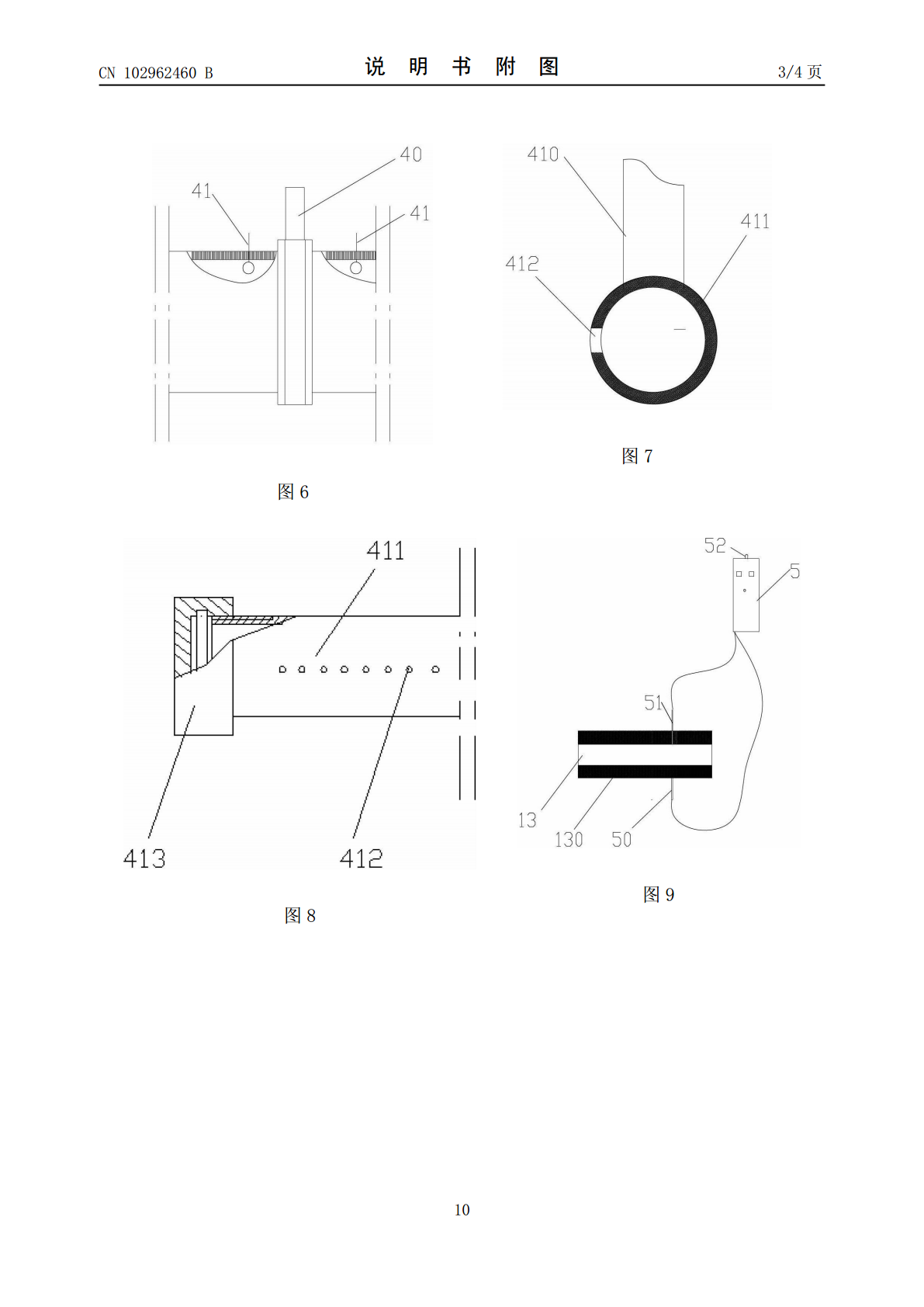
本发明公开了一种利用流动温压成型法制造旋梭内梭的方法,所述旋梭内梭采用的合金材料为Fe2Ni?Mo、FeCrMo或者FeCr,该旋梭内梭的制造方法包括如下步骤:(1)采用雾化法生产原料合金粉末;(2)在原料合金粉末中添加纳米精细粉末、含有表面活性剂及增塑剂的粘接剂进行混炼制粒;此原料合金纳米精细粉末是指已经合金化的由相关合金材料组成的合金粉末。(3)采用流动温压成型工艺进行旋梭内梭模压成型;(4)在烧结炉内脱脂烧结;(5)表面整形处理达到所需尺寸。本发明采用Fe2Ni?Mo、FeCrMo或者FeCr为原料

一种利用流动温压成型法制造旋梭外梭的方法.pdf
本发明公开了一种利用流动温压成型法制造旋梭外梭的方法,所述旋梭外梭采用的合金材料为Fe2Ni?Mo、FeCrMo或者FeCr,该旋梭外梭的制造方法包括如下步骤:(1)采用雾化法生产原料合金粉末;(2)在原料合金粉末中添加纳米精细粉末、含有表面活性剂及增塑剂的粘接剂进行混炼制粒;此原料合金纳米精细粉末是指已经合金化的由相关合金材料组成的合金粉末。(3)采用流动温压成型工艺进行旋梭外梭模压成型;(4)在烧结炉内脱脂烧结;(5)表面整形处理达到所需尺寸。本发明采用Fe2Ni?Mo、FeCrMo或者FeCr为原料
一种利用流动温压成型法制造旋梭的方法.pdf
本发明公开了一种利用流动温压成型法制造旋梭的方法,所述旋梭采用的合金材料为Fe2Ni?Mo、FeCrMo或者FeCr,该旋梭的制造方法包括如下步骤:(1)采用雾化法生产原料合金粉末;(2)在原料合金粉末中添加原料合金纳米精细粉末、含有表面活性剂及增塑剂的粘接剂进行混炼制粒;(3)采用流动温压成型工艺进行旋梭模压成型;(4)在烧结炉内脱脂烧结;(5)表面整形处理达到所需尺寸。本发明采用Fe2Ni?Mo、FeCrMo或者FeCr为原料,消除了成分偏析及不必要的内在杂质,产品烧结收缩一致性好。

一种利用流动温压成型法制造旋梭锁门扳手的方法.pdf
本发明公开了一种利用流动温压成型法制造旋梭锁门扳手的方法,所述旋梭锁门扳手采用的合金材料为Fe2Ni?Mo、FeCrMo或者FeCr,该旋梭锁门扳手的制造方法包括如下步骤:(1)采用雾化法生产原料合金粉末;(2)在原料合金粉末中添加纳米精细粉末、含有表面活性剂及增塑剂的粘接剂进行混炼制粒;此原料合金纳米精细粉末是指已经合金化的由相关合金材料组成的合金粉末。(3)采用流动温压成型工艺进行旋梭锁门扳手模压成型;(4)在烧结炉内脱脂烧结;(5)表面整形处理达到所需尺寸。本发明采用Fe2Ni?Mo、FeCrMo或
旋梭内梭轨导一次装夹成型的磨削装置及应用该装置的旋梭内梭.pdf
本发明的旋梭内梭轨导一次装夹成型的磨削装置,包括用于装夹旋梭内梭的工件固定装置以及砂轮,其中,砂轮一侧配合有金刚石滚轮,砂轮另一侧与工件固定装置相配合,金刚石滚轮具有金刚石磨削面,金刚石磨削面的形状及尺寸与成品旋梭内梭轨导的形状及尺寸相适配,金刚石滚轮及工件固定装置的行程均受控于数控系统,数控系统控制金刚石滚轮靠近并修整砂轮直至砂轮的砂轮面与金刚石磨削面完全贴合;数控系统控制工件固定装置靠近修整后的砂轮,旋梭内梭装夹于工件固定装置上且砂轮对旋梭内梭轨导进行至少一次磨削,直至内梭轨导成型。本发明具有内梭轨导