
处理电机定子齿压板松动的绑扎法.pdf

瀚玥****魔王

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
处理电机定子齿压板松动的绑扎法.pdf
本发明涉及一种处理电机定子齿压板松动的绑扎法,该方法包括以下步骤:⑴将电机定子绕组及齿压板部位清洗干净,并将涤玻绳浸入F155漆中;⑵浸漆后的所述涤玻绳直接对定子铁心两侧的所述齿压板进行绑扎固定;⑶用浸漆后的所述涤玻绳将所述齿压板的顶部绑扎点与电机绕组线圈的出槽口直线部位绑扎固定;⑷用浸漆后的所述涤玻绳将所述齿压板的外侧绑扎点与电机绕组线圈的出槽口直线部位采用交叉绑扎固定;⑸将所述电机定子入炉加温,并将所有绑扎的部位喷浸所述F155漆,使其绑绳与所述齿压板固化成为一个整体即可。本发明成本低廉,彻底消除了齿
低转速电机定子铁芯齿压板防松动处理方法.pdf
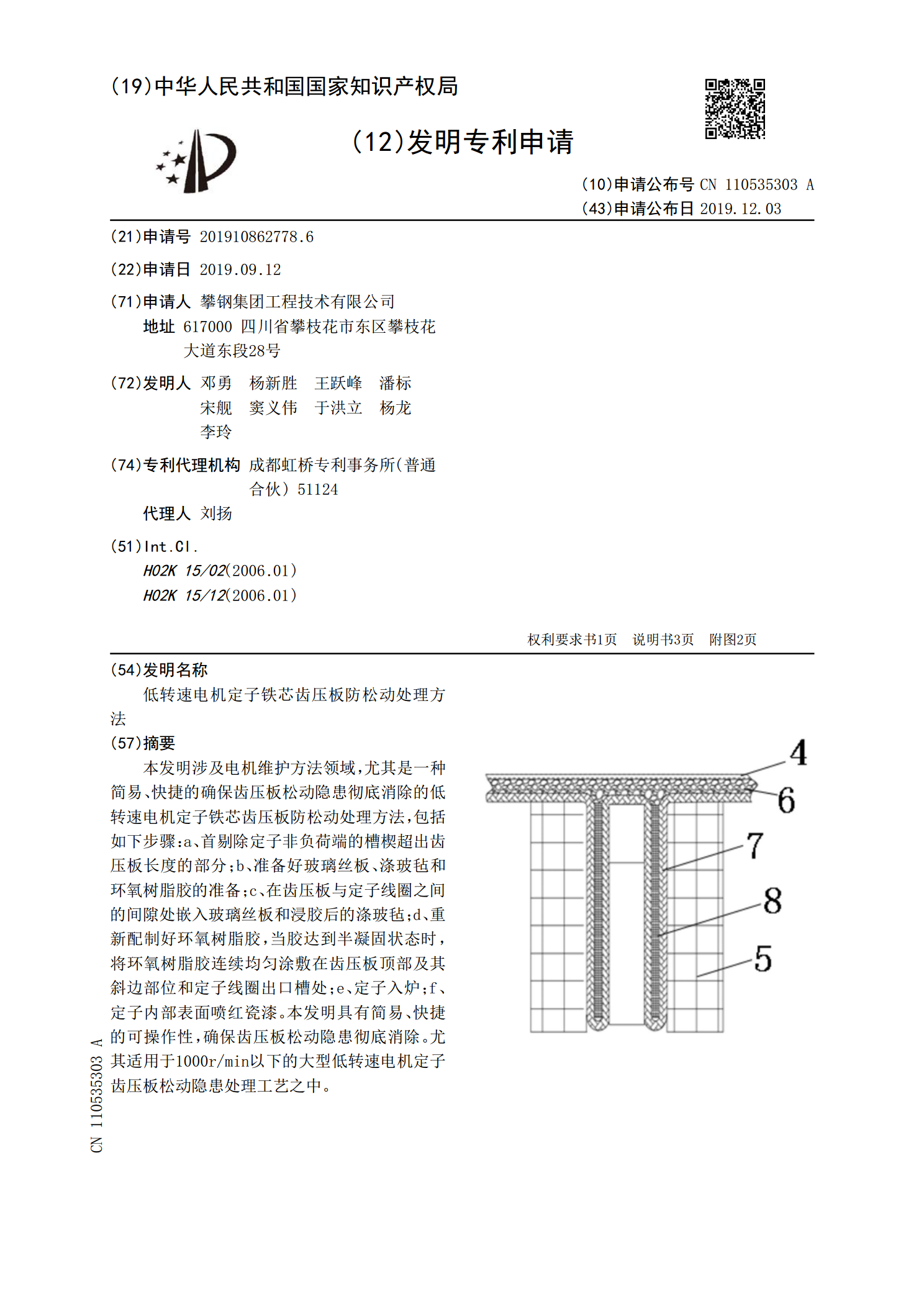
本发明涉及电机维护方法领域,尤其是一种简易、快捷的确保齿压板松动隐患彻底消除的低转速电机定子铁芯齿压板防松动处理方法,包括如下步骤:a、首剔除定子非负荷端的槽楔超出齿压板长度的部分;b、准备好玻璃丝板、涤玻毡和环氧树脂胶的准备;c、在齿压板与定子线圈之间的间隙处嵌入玻璃丝板和浸胶后的涤玻毡;d、重新配制好环氧树脂胶,当胶达到半凝固状态时,将环氧树脂胶连续均匀涂敷在齿压板顶部及其斜边部位和定子线圈出口槽处;e、定子入炉;f、定子内部表面喷红瓷漆。本发明具有简易、快捷的可操作性,确保齿压板松动隐患彻底消除。尤

主轧机同步电机定子铁芯齿压板松动处理技术.docx
主轧机同步电机定子铁芯齿压板松动处理技术论文题目:主轧机同步电机定子铁芯齿压板松动处理技术摘要:本文针对主轧机同步电机定子铁芯齿压板松动的问题,提出了解决方案。首先,介绍了同步电机的构造和工作原理,并阐述了定子铁芯齿压板松动的危害。然后,提出了技术处理方案,包括检查定子铁芯齿压板锁紧情况、调整齿压板的位置、增加齿压板固定螺栓等措施。最后,进行了现场应用实验,验证了该技术方案的有效性。关键词:同步电机、定子铁芯、齿压板松动、处理技术1.引言主轧机同步电机是钢铁企业生产中不可或缺的重要设备。同步电机具有结构简

大型电机定子齿压板打磨装置.pdf
本发明涉及一种大型电机定子齿压板打磨装置,支架组件(1)的底板上安装了两个第一平底耐力轮(10),第一螺钉(2)将第一平底耐力轮(10)固定在支架组件(1)的底板上,两个第一平底耐力轮(10)上配装支撑着定子齿压板(11),支架组件(1)底平面定子齿压板(11)两侧分别安装底座(3),在打磨定子齿压板(11)时,打磨完一个槽后,可以转动定子齿压板(11),再打磨其他的槽。本发明解决了定子齿压板(11)在打磨时出现磕碰划伤风险,并且可以打磨定子齿压板(11)上的所有部位。使用此工具,可以更加方便快捷、更加安

电机定子槽楔松动原因分析及处理方法研究.docx
电机定子槽楔松动原因分析及处理方法研究电机定子槽楔松动原因分析及处理方法研究摘要:电机是现代社会不可缺少的动力设备,其稳定运行对生产效率和生活质量有重要影响。其中,定子槽楔松动是导致电机故障的常见问题。本文主要通过深入分析定子槽楔松动的原因、危害、检测方法和处理措施,为电机维护和管理提供一定的参考和指导。关键词:电机;定子槽楔松动;原因分析;检测方法;处理措施一、引言电机是现代社会动力设备的重要组成部分,广泛应用于交通运输、工业生产和生活服务等领域。然而,在电机运行中,由于各种原因导致电机发生故障的情况并