
一种胀断连杆的锻造方法.pdf

论文****酱吖

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种胀断连杆的锻造方法.pdf
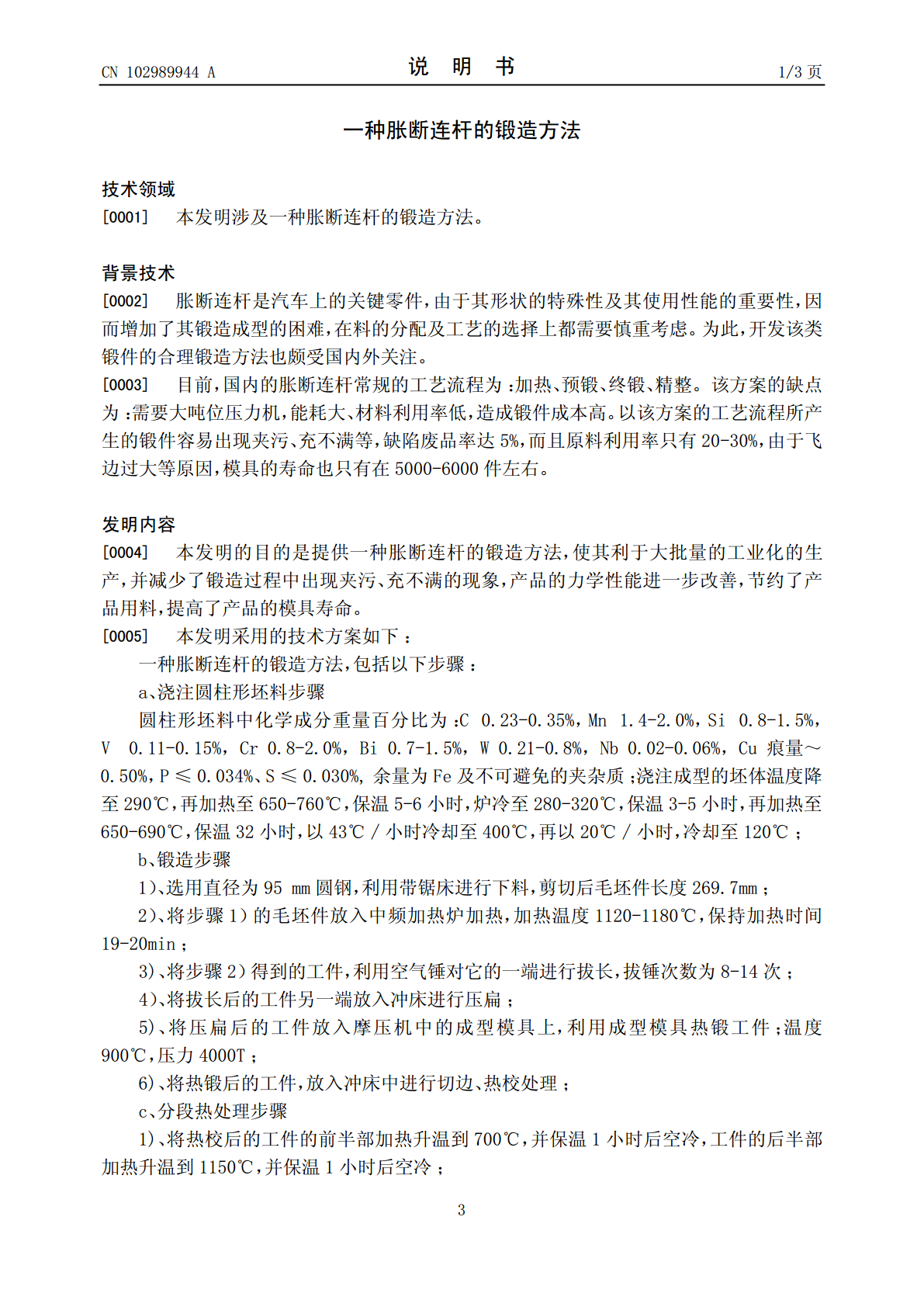
本发明公开了一种胀断连杆的锻造方法,包括以下步骤:a、浇注圆柱形坯料步骤,圆柱形坯料中化学成分重量百分比为:C0.23-0.35%,Mn1.4-2.0%,Si0.8-1.5,V0.11-0.15%,Cr0.8-2.0%,Bi0.7-1.5%,W0.21-0.8%,Nb0.02-0.06%,Cu痕量~0.50%,P≤0.034%、S≤0.030%,余量为Fe及不可避免的夹杂质;浇注成型的坯体温度降至290℃,再加热至650-760℃,保温5-6小时,炉冷至280-320℃,保温3-5小时,再加热至650-6

胀断连杆锻造技术.docx
胀断连杆锻造技术胀断连杆锻造技术是一种先进的金属材料成形技术,随着工业技术的不断发展和需求的不断变化,该技术在现代制造业中得到了广泛的应用。本文将探讨胀断连杆锻造技术的基本原理、特点与应用,并对其未来的发展进行展望。一、胀断连杆锻造技术的基本原理胀断连杆锻造技术是一种旨在提高连杆抗疲劳性和强度的新兴锻造技术。其基本原理是:利用连杆在热切割时生成的热应力,在锻造时使材料发生沿纵向拉伸的变形,来改善其机械性能。在锻造时,通过锤头和上模的合作,可通过对材料进行多次打击和塑性变形,从而使其沿着纵向发生一定程度的拉

胀断连杆锻造工艺开发研究.docx
胀断连杆锻造工艺开发研究胀断连杆是一种重要的汽车零件,它的主要功能是连接汽车发动机和车轮,传递动力和扭矩。但是,由于胀断连杆长时间工作时频繁受到高负荷和大振动的作用,容易发生疲劳断裂和变形,从而导致汽车出现安全隐患。因此,研究胀断连杆的制造工艺和品质控制非常重要。一般来说,常用的胀断连杆制造工艺有铸造、焊接、锻造等。其中,锻造是一种相对较优的工艺,因为它能够大幅度降低杆件内部的孔隙度和残留应力,提高零件的强度、硬度和韧性,从而有效防止疲劳断裂和变形。下面将具体介绍胀断连杆锻造工艺的开发和实施。首先,胀断连

某胀断连杆锻造工艺工装设计及验证.docx
某胀断连杆锻造工艺工装设计及验证某胀断连杆锻造工艺工装设计及验证摘要:连杆是一种重要的机械零件,在机械传动系统中起到关键作用。胀断连杆作为一种常见的连杆类型,其锻造工艺工装的设计与验证对于保证连杆质量和提高生产效率至关重要。本文通过对某胀断连杆锻造工艺工装的设计与验证进行研究,探讨了工艺工装的设计原理和方法,并通过实验验证了设计的合理性和可行性。关键词:胀断连杆;锻造工艺;工装设计;验证第一章引言1.1研究背景连杆作为一种关键零件,广泛应用于各种机械传动系统中。其中,胀断连杆是一种常见的连杆类型,具有结构
一种胀断连杆用热轧圆钢的生产方法.pdf
一种胀断连杆用热轧圆钢的生产方法。采用工艺路线为转炉—LF炉—RH炉—连铸—加热—轧制—冷却。钢的组成重量百分比为C=0.65%~0.75%,Si=0.10%~0.30%,Mn=0.40~0.80%,P=0.020~0.040%,S=0.050%~0.100%,Al≤0.020%,Ni=0.05%~0.25%,Cr=0.10%~0.20%,V=0.03%‑0.10%,N:=0.010%~0.020%,其余为Fe和不可避免的杂质。本发明采用高碳高锰钒氮复合强化、LF精炼技术、VD炉真空脱气技术,适当提高S含