
汽车气缸盖垫片橡胶及其制备方法.pdf

冬易****娘子

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车气缸盖垫片橡胶及其制备方法.pdf
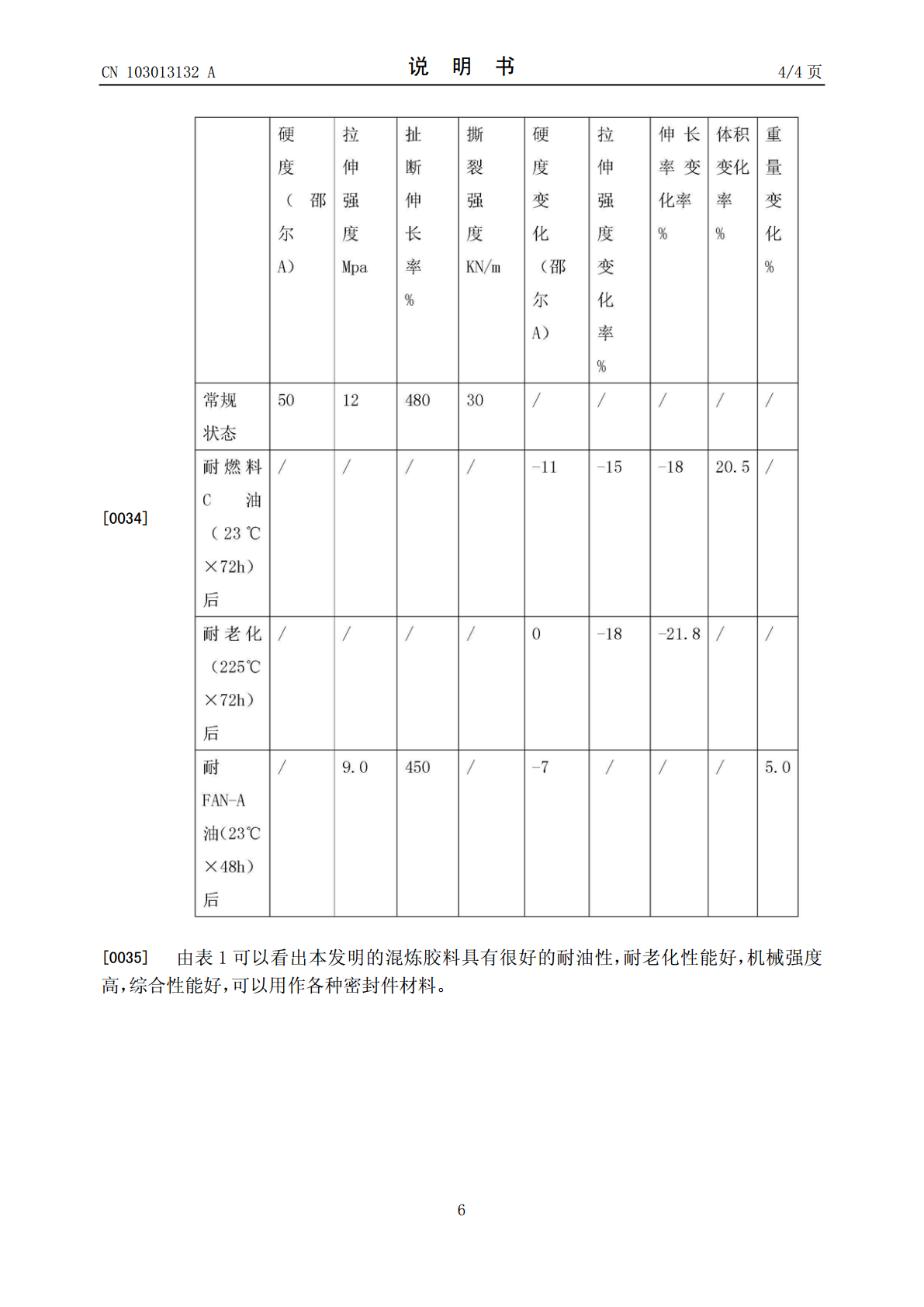
本发明公开了一种汽车气缸盖垫片橡胶,由下列重量份原料制成:氟硅橡胶40-50、一元均聚氯醇橡胶30-40、氯丁橡胶(CR121)20-25、柠檬酸三乙酯10-13、超耐磨炭黑N11040-45、炉黑N7655-8、邻苯二甲酸双十三酯15-20、4,4′-二苯基甲烷二异氰酸酯1-2、三氧化二铝1-2、硼酸酯偶联剂1-3、改性铁尾矿10-15、硅酸锆10-12、石蜡1-3、硬脂酸2-3、聚异丁烯8-12、甲基三乙氧基硅烷2-3、树木灰烬10-13、二茂铁1-2、防老剂RD1-2、2-硫醇基苯骈咪唑1-2、硫化

一种抗菌橡胶垫片及其制备方法.pdf
本申请涉及橡胶制品领域,具体公开了一种抗菌橡胶垫片及其制备方法。抗菌橡胶垫片的原料包括如下重量份数组分:具有极性的生胶200~300份;改性光触媒10~15份;硬脂酸1~4份;羟基硅油7~10份;脱模剂1~3份;硫化剂1~3份。其制备方法为:步骤一,制备改性光触媒;步骤二,将相应重量份数的生胶、改性光触媒、硬脂酸、羟基硅油、脱模剂、硫化剂一同投入炼胶机内炼胶,炼胶后切成条状,得到半成品;步骤三,将步骤二得到的半成品投入模具中硫化成型,脱模后得到抗菌橡胶垫片。本申请的提供的抗菌橡胶垫片能够保证橡胶垫片的抗菌
耐高温乙丙橡胶密封垫片及其制备方法和应用.pdf
本发明涉及乙丙橡胶密封垫片技术领域,具体而言,涉及一种耐高温乙丙橡胶密封垫片及其制备方法和应用,所述的耐高温乙丙橡胶密封垫片由二元乙丙橡胶、炉法炭黑、喷雾炭黑、氧化锌、氧化铝、硫化剂、助交联剂和防老剂等组成,其中采用完全饱和的二元乙丙橡胶作为橡胶原料,所制备出的耐高温乙丙橡胶密封垫片具有优越的耐候性、耐介质性、耐温性能,可以长期在150℃的工况下使用,180℃下可短暂或间歇使用,提高了传统的三元乙丙橡胶垫片的抗疲劳和抗高温老化性能,克服了现有技术中存在的高温疲劳性能低且只能在150℃下可短暂或间歇使用的问
导热垫片及其制备方法.pdf
本发明提供一种导热垫片及其制备方法,该方法包括以下步骤:(1)将粘结剂、二维导热填料以及可选的其他成分混合、并可选地真空脱泡后,得到混合物料;(2)将所述混合物料经分‑合式模头挤出成片材;(3)将所述片材经过牵引、压延和硫化,得到所述导热垫片。
数码防伪垫片及其制备方法.pdf
本发明属于防伪材料技术领域,具体涉及一种数码防伪垫片及其制备方法。数码防伪垫片是PE层、铝箔层、第一胶层、数码层、PET层、第二胶层与吸收层由内至外依次相连。本发明实现开盖即检的功能,杜绝了垫片的二次使用;使用环保材料复合制作防伪铝箔垫片,提高了环保功能。