
钛及钛合金线材热连轧生产线及生产工艺.pdf

萌运****魔王


1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钛及钛合金线材热连轧生产线及生产工艺.pdf
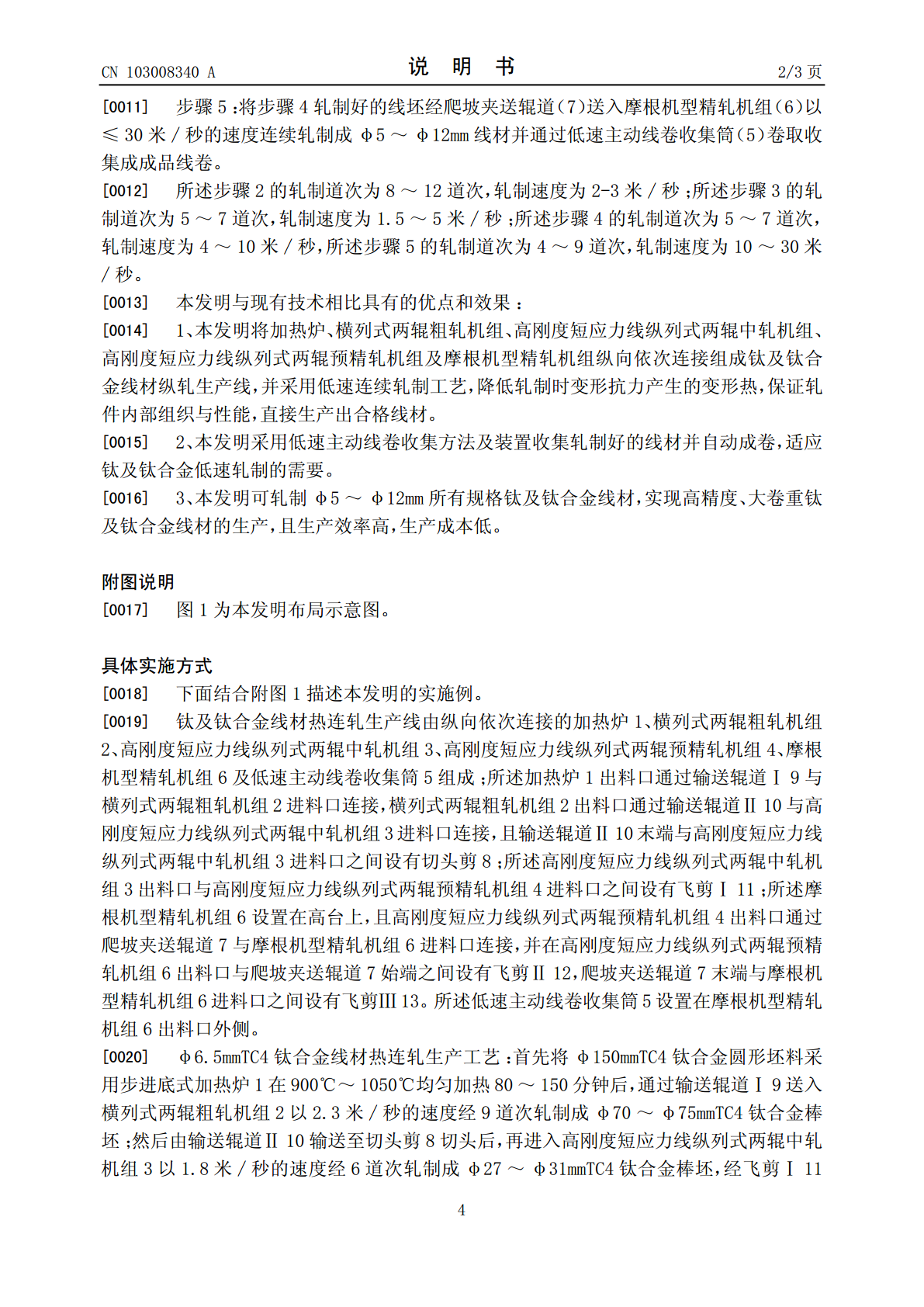
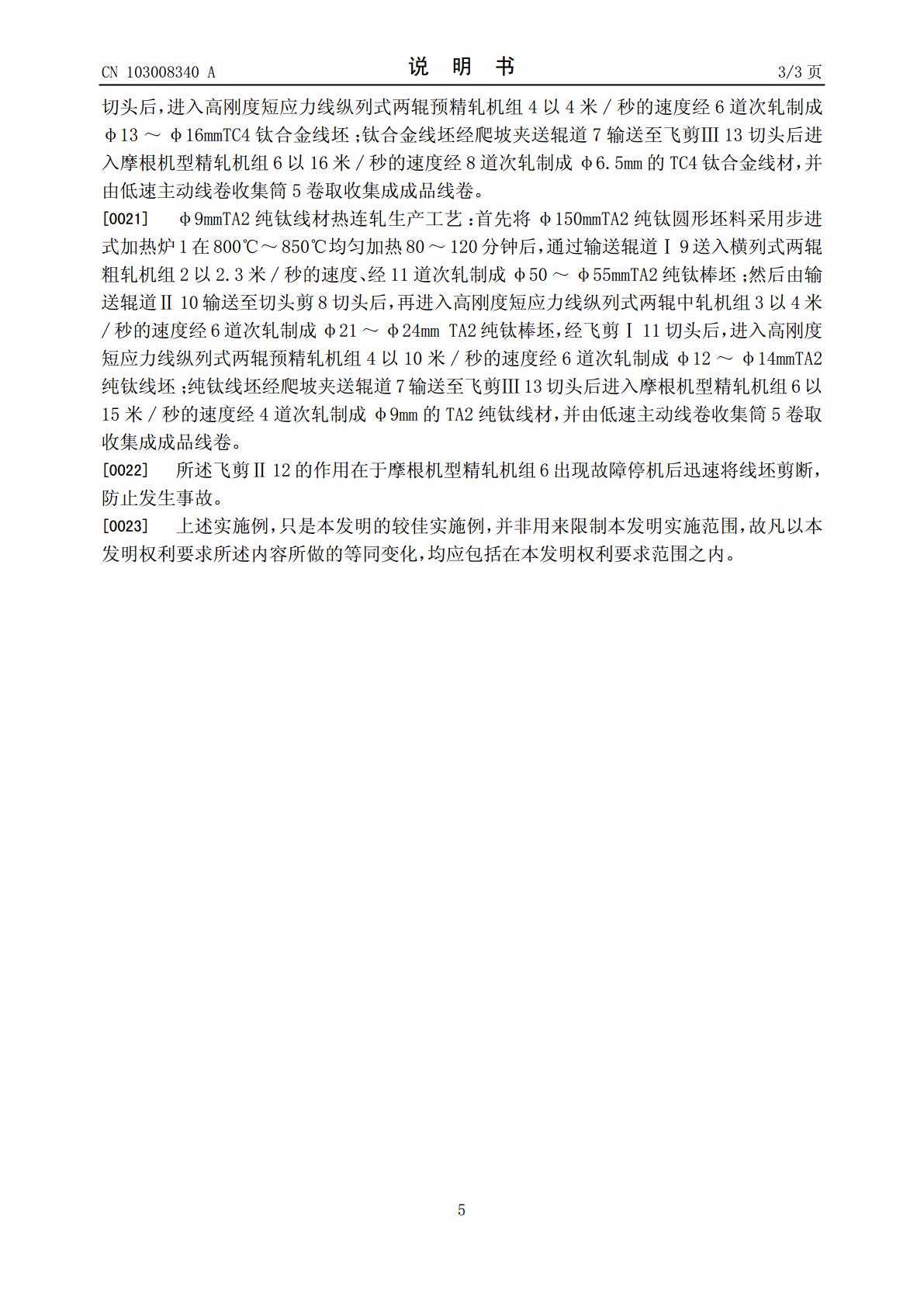
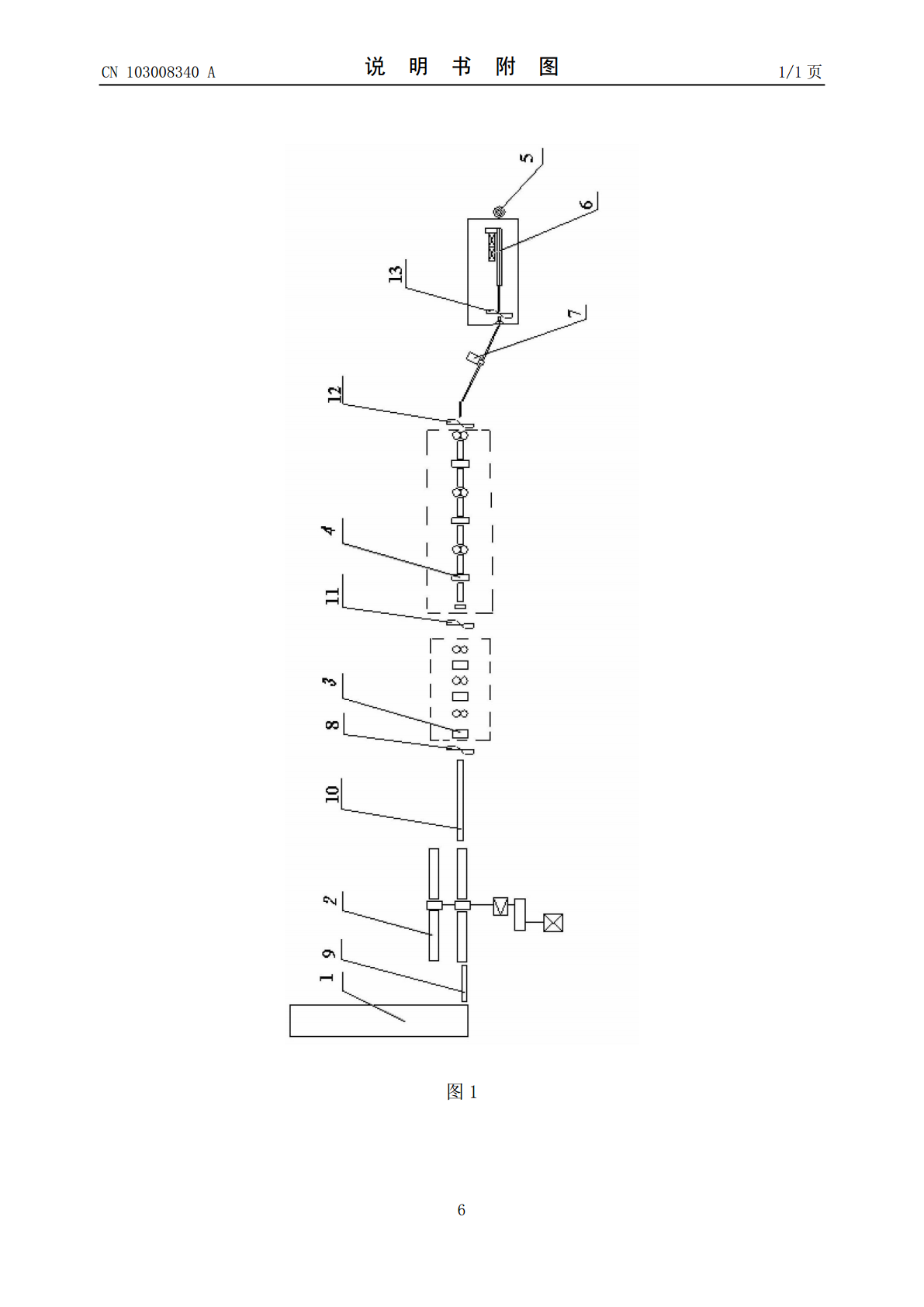
一种钛及钛合金线材热连轧生产线及生产工艺,由加热炉、横列式两辊粗轧机组、高刚度短应力线纵列式两辊中轧机组、高刚度短应力线纵列式两辊预精轧机组、摩根机型精轧机组及低速主动线卷收集筒纵向依次连接组成钛及钛合金线材纵轧生产线,并采用低速连续轧制工艺,降低轧制时变形抗力产生的变形热,保证轧件内部组织与性能,直接生产出合格线材。本发明可轧制φ5~φ12mm所有规格钛及钛合金线材,实现高精度、大卷重钛及钛合金线材的生产,且生产效率高,生产成本低。

钛及钛合金棒材热连轧生产线及生产工艺.pdf
一种钛及钛合金棒材热连轧生产线及生产工艺,由加热炉、横列式两辊粗轧机组、高刚度短应力线纵列式两辊中轧机组、高刚度短应力线纵列式两辊预精轧机组及小棒材冷床组成钛及钛合金棒材纵轧生产线,并采用低速连续轧制工艺,降低轧制时变形抗力产生的变形热,保证轧件内部组织与性能,直接生产出合格棒材。本发明可轧制φ12~φ140mm所有规格钛及钛合金棒材,实现高精度、大单重钛及钛合金棒材的生产,且生产效率高,生产成本低。
热连轧钛合金板的生产方法.pdf
本发明涉及一种热连轧钛合金板的生产方法,属于钛合金板的轧制工艺技术领域。本发明打破了固有钛‑钢交叉轧制的特点,采用两座加热炉装钛模式,实现了热连轧钢生产线批量轧制钛合金,缩短了轧制时间,由原来的20小时缩短到10小时。最关键性的效果是,创造性地解决精轧机工作辊更换后钛合金头部跑偏扣翘头的技术难题,实现了生产的顺行和技术的突破。本发明只改变了轧制工艺,操作方便、快捷,基本不需投入成本。不需要来回的切换轧制模式,这样提高钛板的轧制节奏,缩短了钛板生产前的准备时间和轧制时间,提高了作业率,起到了小改动解决大问题

钛合金棒线材连轧孔型系统研究综述报告.docx
钛合金棒线材连轧孔型系统研究综述报告钛合金是一种优异的金属材料,具有优异的机械性能、热性能、化学性能、生物相容性和耐腐蚀性等优点,因此在航空航天工业、医疗器械、化工等众多领域均有广泛应用。而钛合金的棒材和线材更是其应用领域中的重要组成部分,对于提高钛合金制品的机械性能和可加工性具有重要意义。然而,钛合金棒线材的生产加工中,由于钛合金的高强度、难加工性、容易形成切屑等特点,经常会出现孔型断裂等质量问题,因此开展钛合金棒材和线材连轧孔型系统的研究,对于提高钛合金制品质量、优化生产流程、降低生产成本具有重要现实

攀西热连轧生产工艺的选择及特点.docx
攀西热连轧生产工艺的选择及特点攀西热连轧生产工艺的选择及特点摘要:攀西热连轧生产工艺是一种先进的连轧工艺,具有高效、节能、环保等优点。本论文将介绍攀西热连轧生产工艺的选择及特点,并对其产生的影响及未来发展进行探讨。关键词:攀西热连轧、生产工艺、选择、特点、影响、发展一、引言攀西热连轧生产工艺是指在连轧过程中采用预热技术,以提高连轧效率、降低能耗和保护环境的一种工艺方法。近年来,攀西热连轧工艺在钢铁行业得到广泛应用,其选择与特点值得研究。二、攀西热连轧工艺选择攀西热连轧工艺的选择主要受到以下几个方面因素的影