
一种用于高炉软水密闭循环冷却系统的检漏及处置方法.pdf

雨巷****轶丽

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于高炉软水密闭循环冷却系统的检漏及处置方法.pdf
本发明提供的一种用于高炉软水密闭循环冷却系统的检漏与处置方法,通过软水系统的膨胀罐液位差变化,膨胀罐或脱气罐中检测出煤气压力走向,密闭循环冷却系统冷却壁的翻板流量计中的水流有气泡或白浊现象,pH值持续缓慢降低的过程,高炉炉皮眼睛板有水迹、芒硝的渗出物的判定,表明冷却壁或管路内壁的破损;再利用翻板流量计,确定冷却壁水管的破损点位,实施纵向处置;利用安装压力表打压检漏方法,确定冷却水管的破损点位,实施横向处置。本方法提高了工作效率,降低了劳动强度,及时查出漏点与处置漏点,为高炉的安全、顺产、稳产提供了坚实的基
用于高炉软水密闭循环冷却壁的检漏方法.pdf
本发明公开了一种检漏方法,尤其是公开了一种用于高炉软水密闭循环冷却壁的检漏方法,属于冶金生产设备维修维护工艺技术领域。提供一种能快速判断高炉软水密闭循环冷却壁是否存在漏水,以及对漏水数量的大小进行判断的用于高炉软水密闭循环冷却壁的检漏方法。所述的检漏方法通过测量和统计软水增补系统中单日向冷却水管内补充冷却软水的次数和单次补充冷却软水的数量,然后再与已有统计数据中相应的补水次数和相应的补水数量进行比较,快速确定相应高炉的密闭循环冷却壁内布置的冷却水管是否漏水以及漏水的数量。
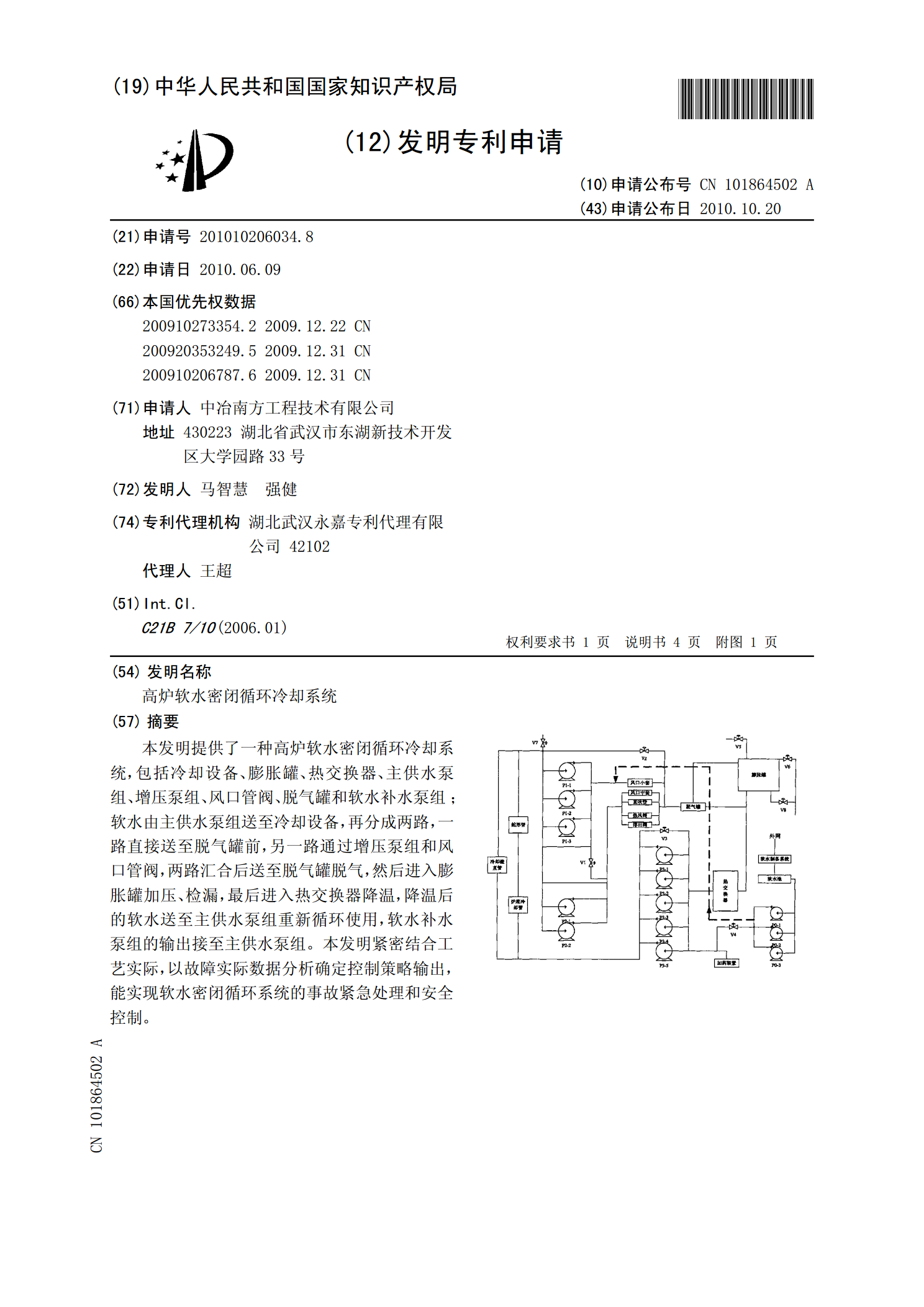
高炉软水密闭循环冷却系统.pdf
本发明提供了一种高炉软水密闭循环冷却系统,包括冷却设备、膨胀罐、热交换器、主供水泵组、增压泵组、风口管阀、脱气罐和软水补水泵组;软水由主供水泵组送至冷却设备,再分成两路,一路直接送至脱气罐前,另一路通过增压泵组和风口管阀,两路汇合后送至脱气罐脱气,然后进入膨胀罐加压、检漏,最后进入热交换器降温,降温后的软水送至主供水泵组重新循环使用,软水补水泵组的输出接至主供水泵组。本发明紧密结合工艺实际,以故障实际数据分析确定控制策略输出,能实现软水密闭循环系统的事故紧急处理和安全控制。
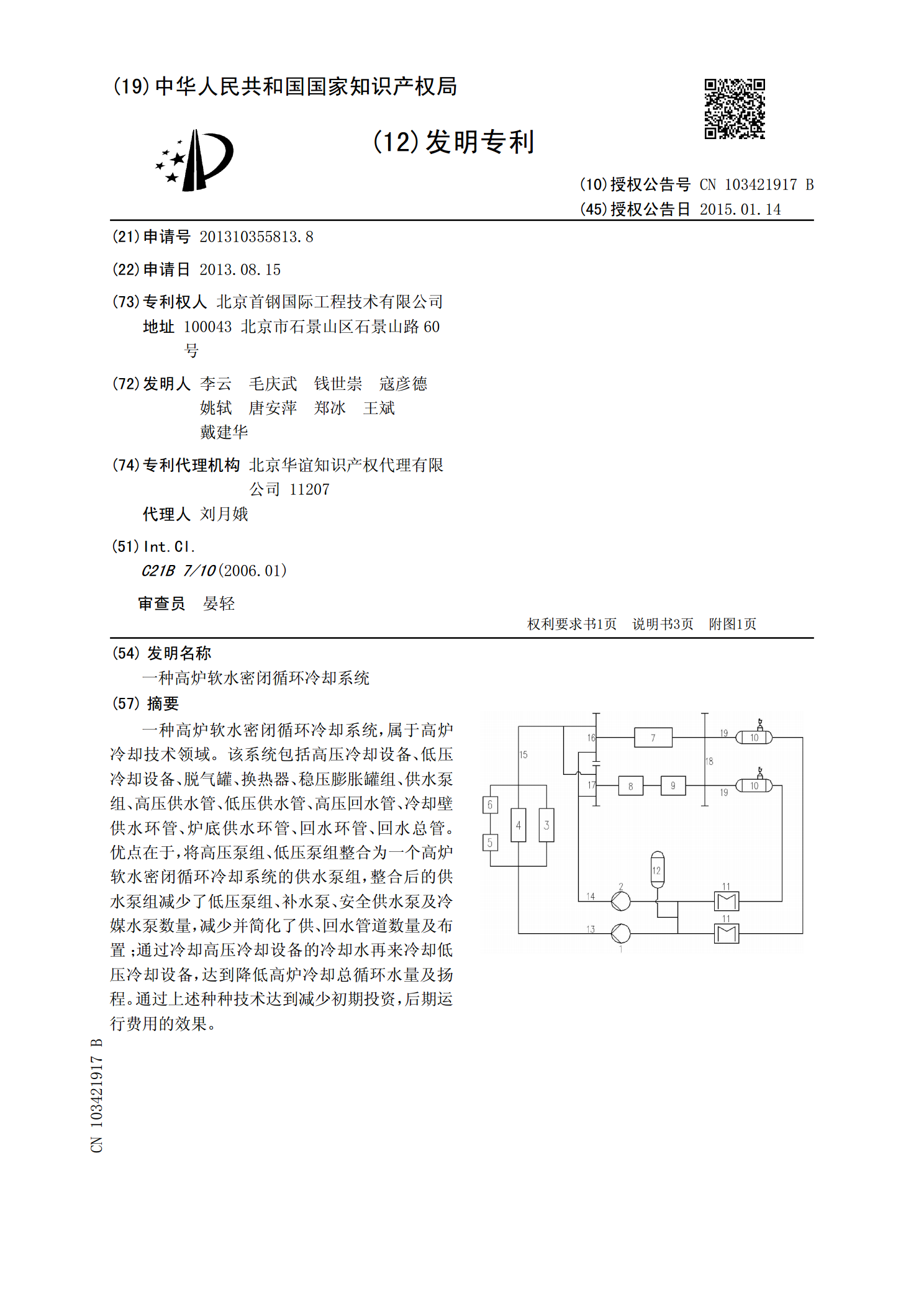
一种高炉软水密闭循环冷却系统.pdf
一种高炉软水密闭循环冷却系统,属于高炉冷却技术领域。该系统包括高压冷却设备、低压冷却设备、脱气罐、换热器、稳压膨胀罐组、供水泵组、高压供水管、低压供水管、高压回水管、冷却壁供水环管、炉底供水环管、回水环管、回水总管。优点在于,将高压泵组、低压泵组整合为一个高炉软水密闭循环冷却系统的供水泵组,整合后的供水泵组减少了低压泵组、补水泵、安全供水泵及冷媒水泵数量,减少并简化了供、回水管道数量及布置;通过冷却高压冷却设备的冷却水再来冷却低压冷却设备,达到降低高炉冷却总循环水量及扬程。通过上述种种技术达到减少初期投资
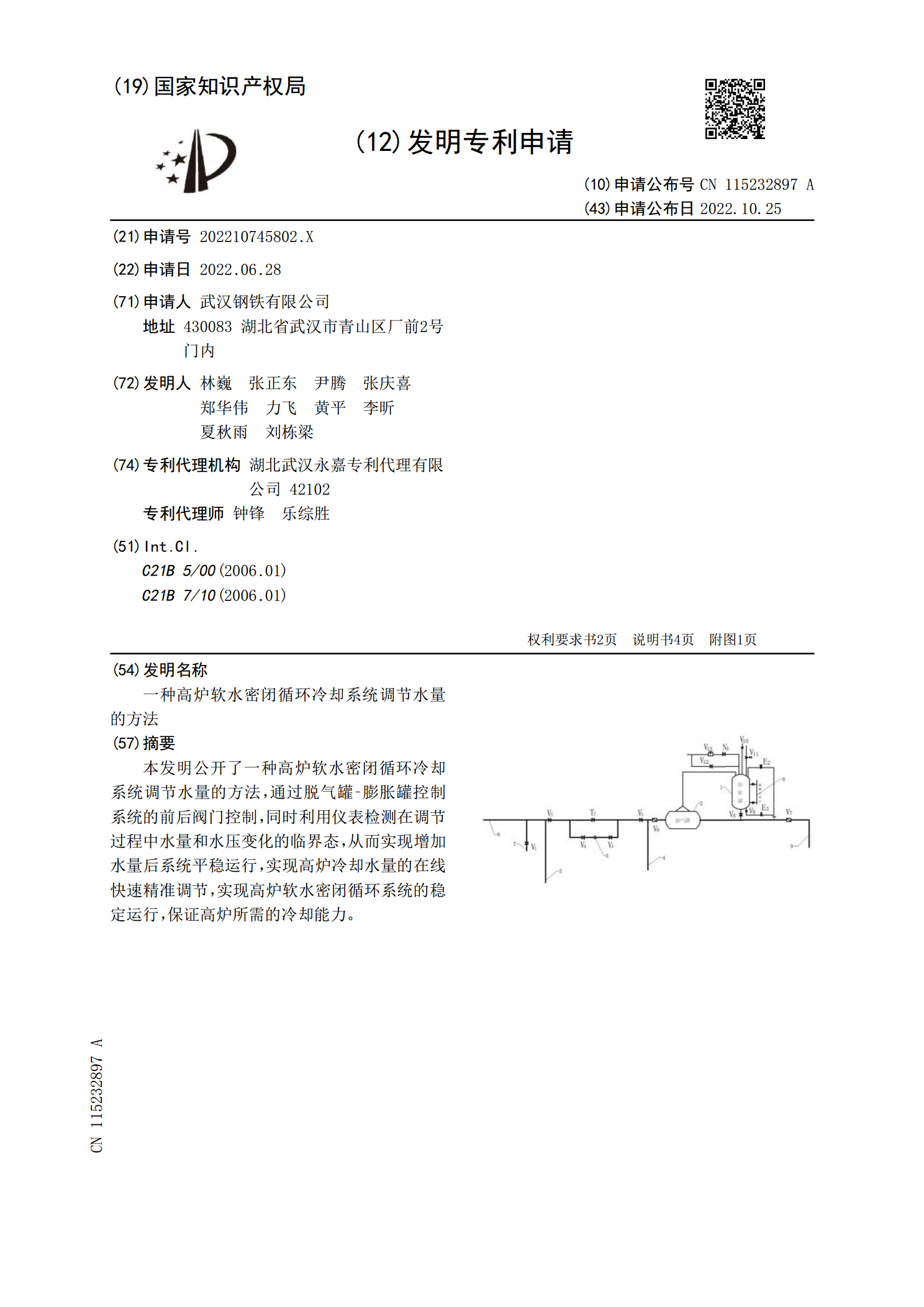
一种高炉软水密闭循环冷却系统调节水量的方法.pdf
本发明公开了一种高炉软水密闭循环冷却系统调节水量的方法,通过脱气罐‑膨胀罐控制系统的前后阀门控制,同时利用仪表检测在调节过程中水量和水压变化的临界态,从而实现增加水量后系统平稳运行,实现高炉冷却水量的在线快速精准调节,实现高炉软水密闭循环系统的稳定运行,保证高炉所需的冷却能力。