
废金属压块制造装置与制造方法.pdf

和裕****az


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

废金属压块制造装置与制造方法.pdf
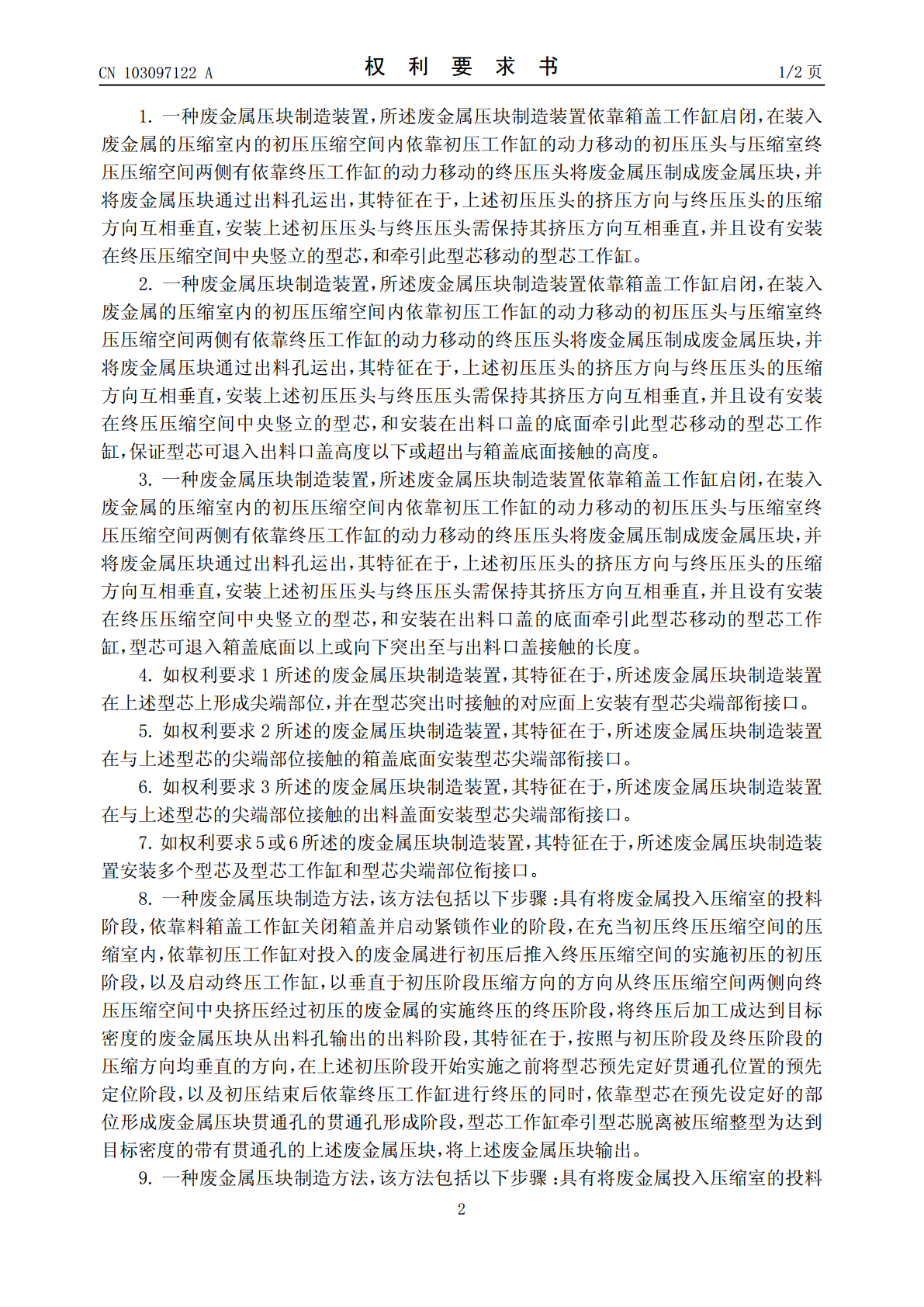
本发明涉及的是为实现直接投炉,对收集到各种形态的废金属进行压缩加工成符合规格的形状的废金属压块制造装置与废金属压块制造方法,本发明提供的制造装置和制造方法可实现废金属压块高效熔化,并带有贯通孔可观察压块内部状态,特征在于,废金属压块制造过程中形成贯通孔。

复式废金属压缩物制造装置及其制造方法.pdf
本发明旨在使将收集来的多种形态的废金属进行压缩加工,使之具有规格化的形态,可以直接装入高炉,特别集中研究了能够成倍提高效率的复式废金属压缩机的制造装置和制造方法。为达成此目标,在第一轮压缩缸两侧安装了两个填装废金属的压缩室,以第一轮压缩缸驱动。在一侧压缩室的压缩空间内进行的第一轮压缩,另一侧压缩室的第一轮压缩空间内,用第一轮压板、和第二轮压板向后压并复位的方式达到复式废金属压缩制造的目的。

炼钢粉尘压块的制造方法.pdf
本发明的一实施方式提供一种炼钢粉尘压块的制造方法,其包括:在炼钢粉尘中添加包含纤维素醚的溶液而制造混合物的步骤;搅拌上述混合物的步骤;以及将上述经搅拌的混合物成型的步骤。

辊压装置及锂电池的制造方法.pdf
本发明涉及材料加工技术领域,提出了一种辊压装置及锂电池的制造方法,辊压装置包括:第一压辊,第一压辊包括多个凹槽和辊压部,凹槽沿第一压辊的周向方向延伸,多个凹槽沿第一压辊的轴向方向间隔设置,以在相邻两个凹槽之间形成辊压部;其中,第一压辊为一体结构。本发明的辊压装置通过在第一压辊上设置有用于与带材的留白区相对设置的凹槽,可以避免第一压辊压到带材的留白区,从而防止了带材在受辊压过程中出现断带的问题。
一种压块活性炭制造用尾气处理装置及其处理方法.pdf
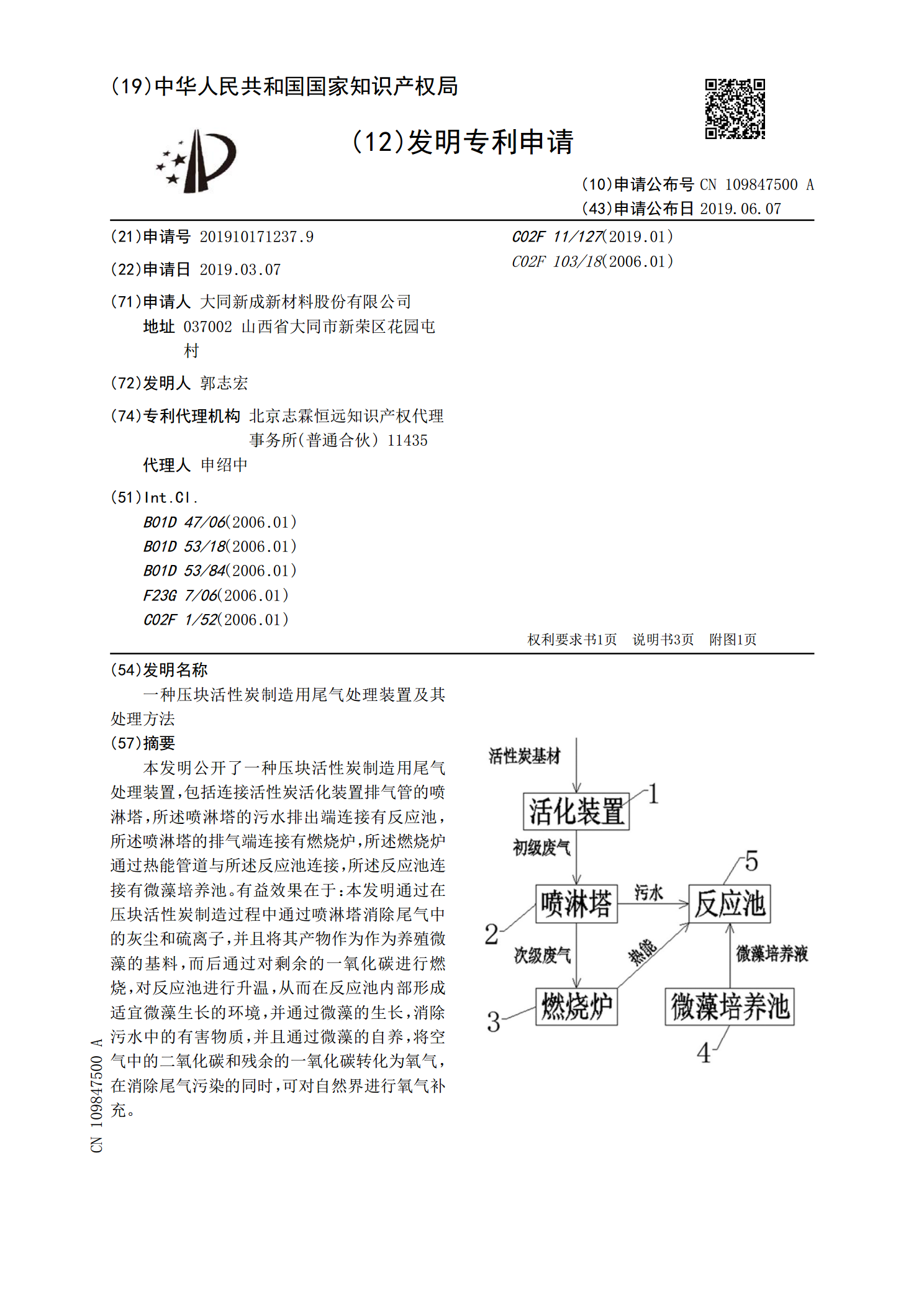
本发明公开了一种压块活性炭制造用尾气处理装置,包括连接活性炭活化装置排气管的喷淋塔,所述喷淋塔的污水排出端连接有反应池,所述喷淋塔的排气端连接有燃烧炉,所述燃烧炉通过热能管道与所述反应池连接,所述反应池连接有微藻培养池。有益效果在于:本发明通过在压块活性炭制造过程中通过喷淋塔消除尾气中的灰尘和硫离子,并且将其产物作为作为养殖微藻的基料,而后通过对剩余的一氧化碳进行燃烧,对反应池进行升温,从而在反应池内部形成适宜微藻生长的环境,并通过微藻的生长,消除污水中的有害物质,并且通过微藻的自养,将空气中的二氧化碳和