
一种氮化铝陶瓷基板烧结工艺.pdf

一吃****福乾

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种氮化铝陶瓷基板烧结工艺.pdf
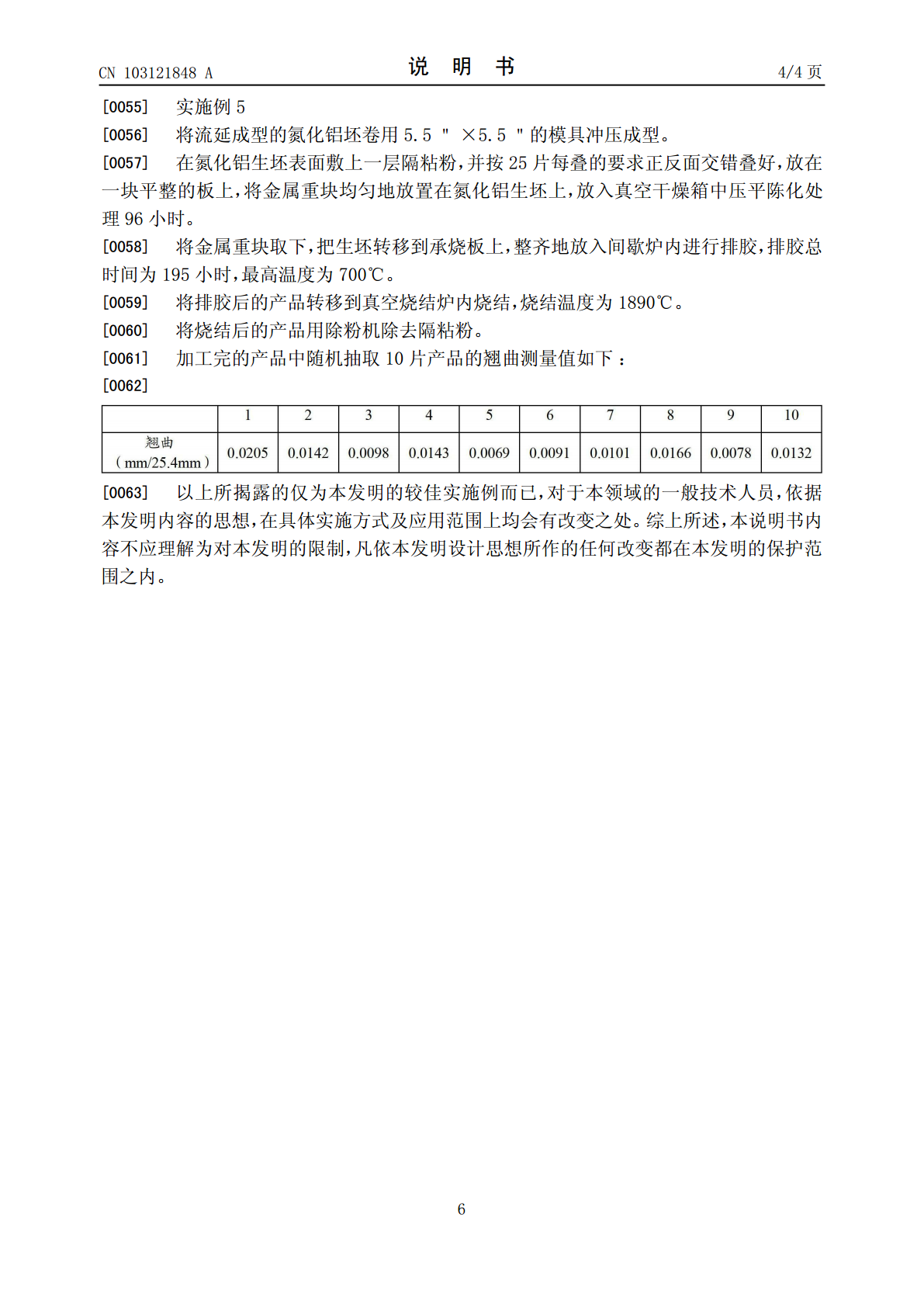
本发明提供一种氮化铝陶瓷基板烧结工艺,所述工艺包括如下步骤:1)将氮化铝坯卷冲剪成一定尺寸的生坯;2)在氮化铝生坯表面敷上一层隔粘粉;3)将氮化铝生坯按次序正反面交错叠放在一起,优选5~25片叠放;4)在叠放好的氮化铝生坯上面放置重物,放入真空干燥箱内进行压平陈化处理,处理24~96小时;5)将压平陈化处理后的坯放在承烧板并放入间歇炉内进行排胶,排胶时间为80~200小时,最高排胶温度为450~700℃;6)将排胶后的产品放入烧结炉内烧结,烧结温度为1700~1900℃;7)用除尘设备除去烧结后的氮化铝基
氮化铝陶瓷基板的烧结方法.pdf
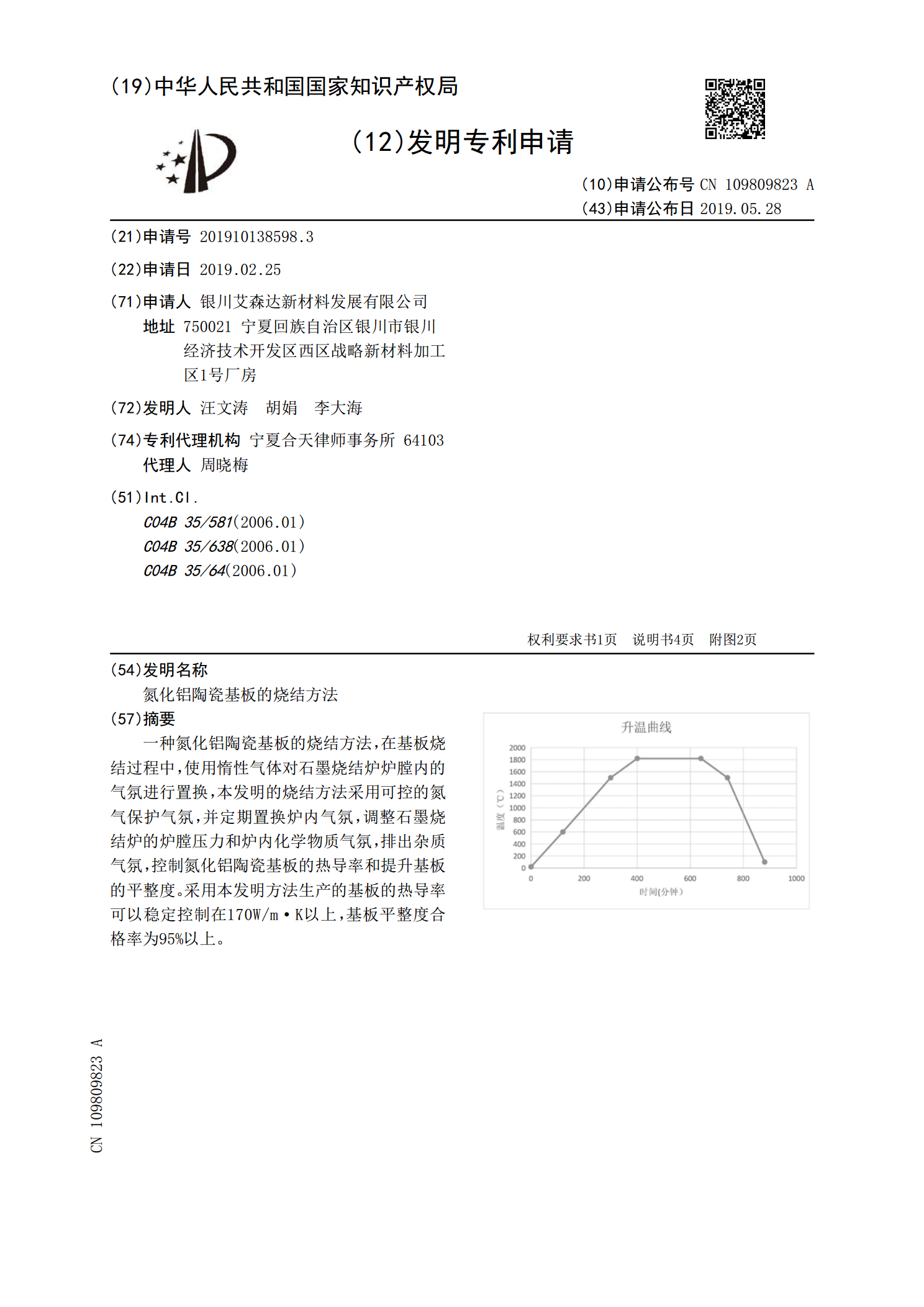
一种氮化铝陶瓷基板的烧结方法,在基板烧结过程中,使用惰性气体对石墨烧结炉炉膛内的气氛进行置换,本发明的烧结方法采用可控的氮气保护气氛,并定期置换炉内气氛,调整石墨烧结炉的炉膛压力和炉内化学物质气氛,排出杂质气氛,控制氮化铝陶瓷基板的热导率和提升基板的平整度。采用本发明方法生产的基板的热导率可以稳定控制在170W/m·K以上,基板平整度合格率为95%以上。
一种石墨炉烧结氮化铝陶瓷基板的方法.pdf
本发明公开了一种石墨炉烧结氮化铝陶瓷基板的方法,包括以下步骤:氮化铝陶瓷生坯制成陶瓷坯片;用模具冲切成需要烧结的生坯规格;冲切好的生坯堆叠进行压重陈腐;进行排胶;排胶好的素坯每片上敷隔离粉、烧结叠片;在素坯上压氮化硼压重板,再用坩埚放入石墨炉内进行烧结;烧结完成后去除隔离粉。本发明的优点是:石墨炉烧结氮化铝基板既能够保证陶瓷基板的平整度、又能保证产品表面的粗糙度;同时节约电力资源、人力资源、原材料的成本。
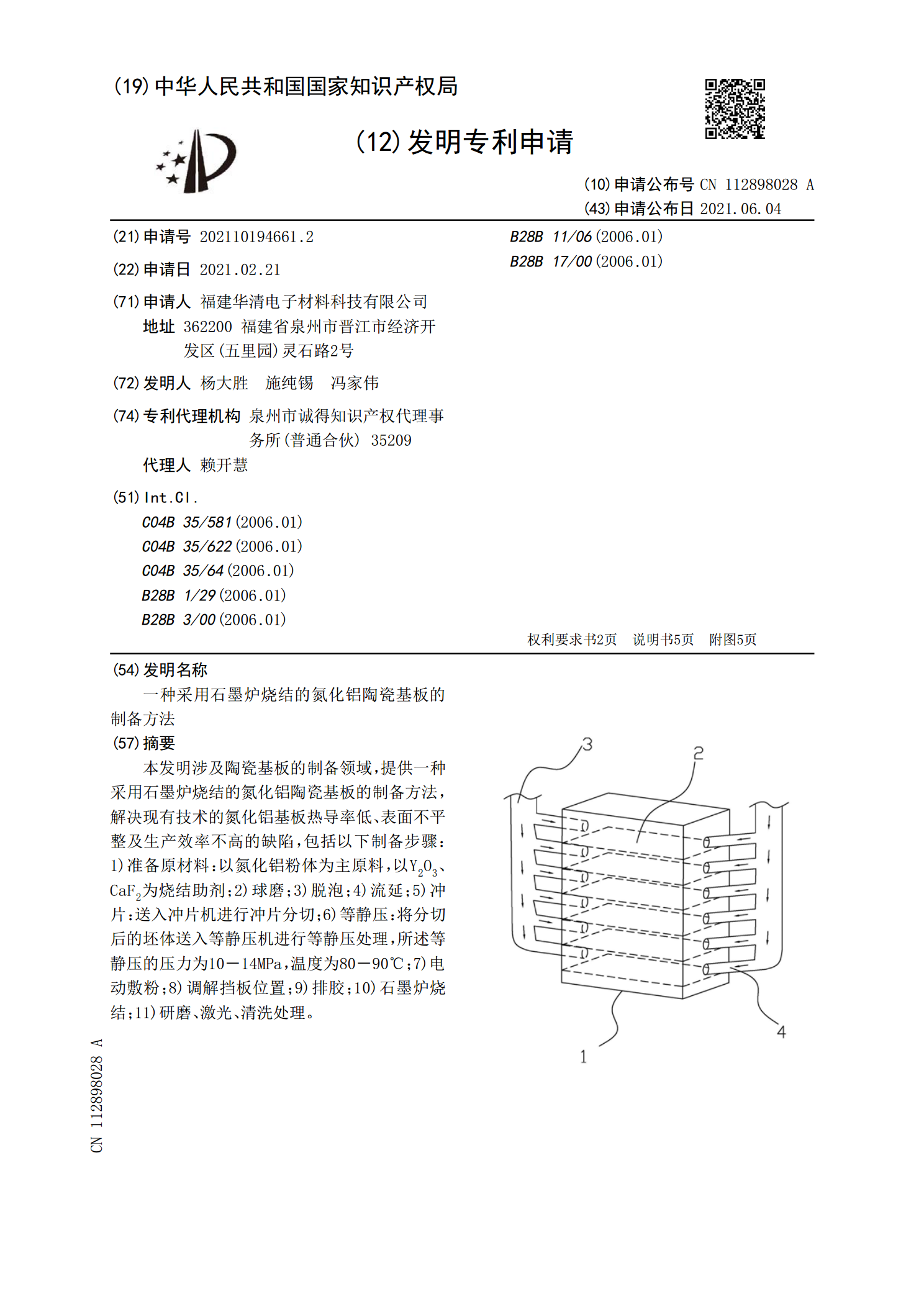
一种采用石墨炉烧结的氮化铝陶瓷基板的制备方法.pdf
本发明涉及陶瓷基板的制备领域,提供一种采用石墨炉烧结的氮化铝陶瓷基板的制备方法,解决现有技术的氮化铝基板热导率低、表面不平整及生产效率不高的缺陷,包括以下制备步骤:1)准备原材料:以氮化铝粉体为主原料,以Y
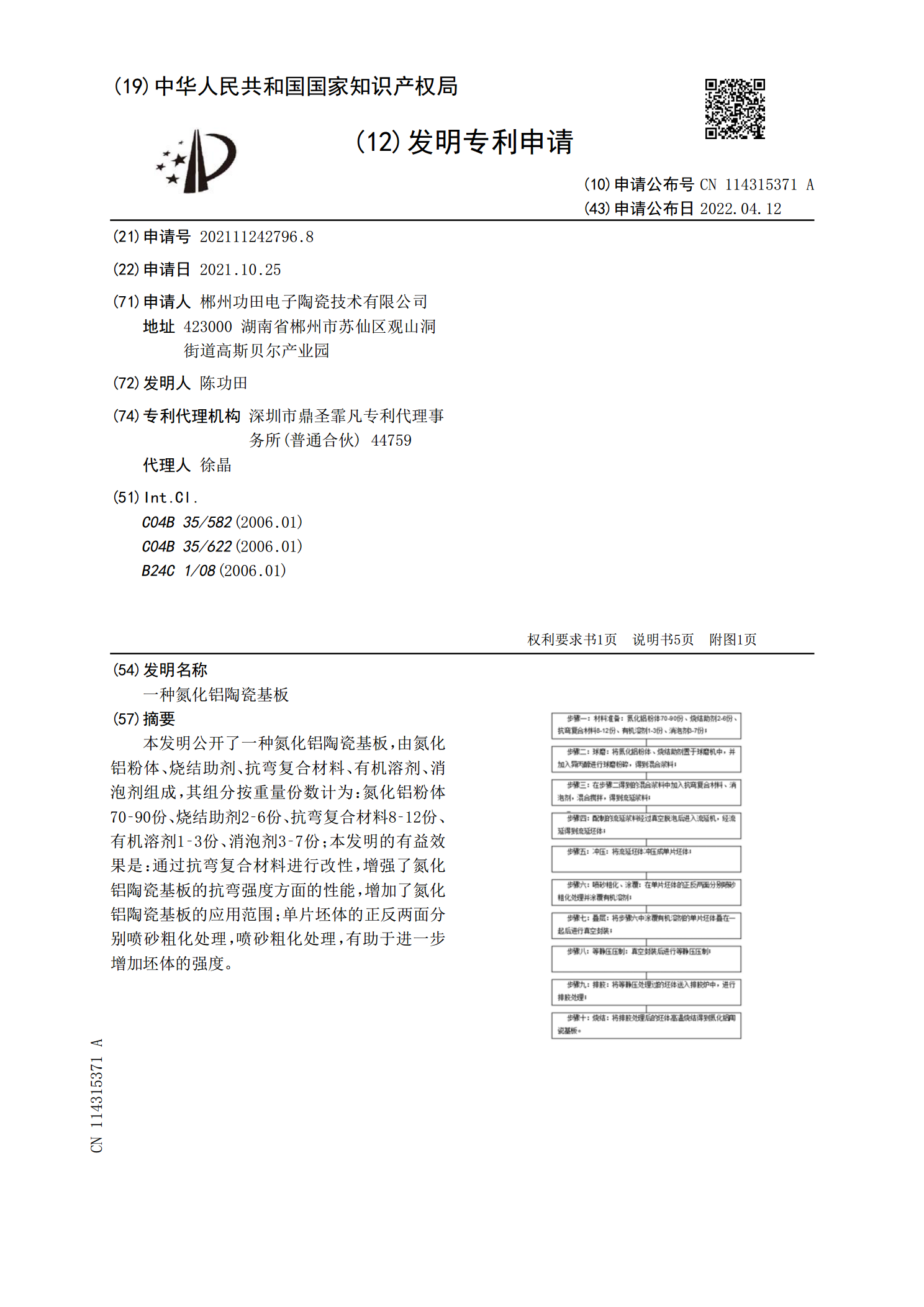
一种氮化铝陶瓷基板.pdf
本发明公开了一种氮化铝陶瓷基板,由氮化铝粉体、烧结助剂、抗弯复合材料、有机溶剂、消泡剂组成,其组分按重量份数计为:氮化铝粉体70?90份、烧结助剂2?6份、抗弯复合材料8?12份、有机溶剂1?3份、消泡剂3?7份;本发明的有益效果是:通过抗弯复合材料进行改性,增强了氮化铝陶瓷基板的抗弯强度方面的性能,增加了氮化铝陶瓷基板的应用范围;单片坯体的正反两面分别喷砂粗化处理,喷砂粗化处理,有助于进一步增加坯体的强度。