
义齿及其制备方法.pdf

努力****弘毅


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
义齿及其制备方法.pdf
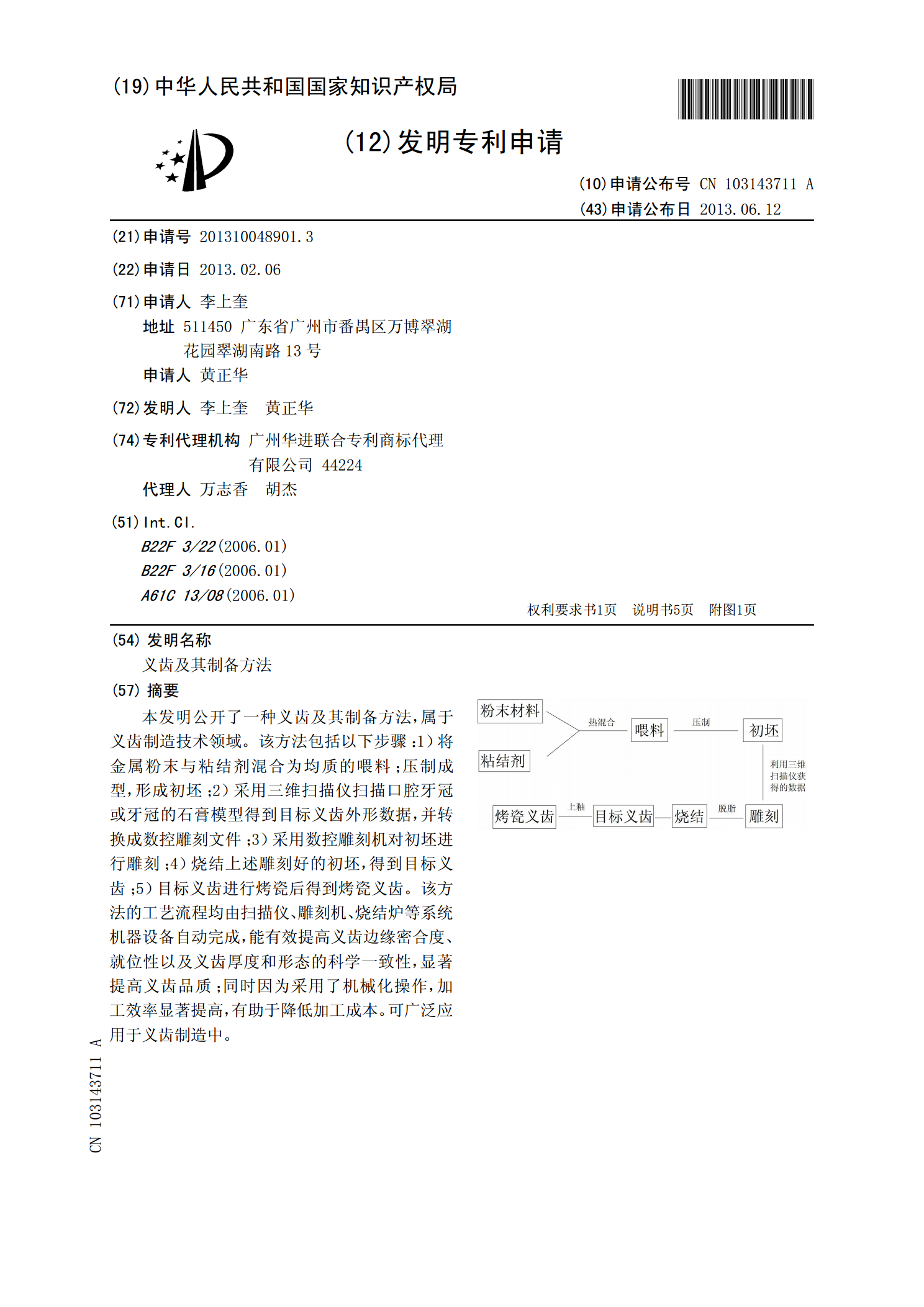
本发明公开了一种义齿及其制备方法,属于义齿制造技术领域。该方法包括以下步骤:1)将金属粉末与粘结剂混合为均质的喂料;压制成型,形成初坯;2)采用三维扫描仪扫描口腔牙冠或牙冠的石膏模型得到目标义齿外形数据,并转换成数控雕刻文件;3)采用数控雕刻机对初坯进行雕刻;4)烧结上述雕刻好的初坯,得到目标义齿;5)目标义齿进行烤瓷后得到烤瓷义齿。该方法的工艺流程均由扫描仪、雕刻机、烧结炉等系统机器设备自动完成,能有效提高义齿边缘密合度、就位性以及义齿厚度和形态的科学一致性,显著提高义齿品质;同时因为采用了机械化操作,

一种义齿材料及其制备方法.pdf
本发明涉及陶瓷材料技术领域,具体而言,涉及一种义齿材料及其制备方法。本发明的义齿材料的制备方法,包括以下步骤:将含有分散剂的氧化钇稳定氧化锆悬浊液进行浓缩处理,再于模具中进行成型处理,干燥后得到氧化锆生坯,再进行排胶和烧结。本发明通过湿法成型的方法,可以保留原料粉体的超细纳米粒径,并使得烧结得到的义齿瓷块内部结构均匀,晶粒尺寸小于100纳米,断裂强度高并且韧性好,有效提高义齿材料的良品率和力学性能。

氧化锆陶瓷浆料、其制备方法、义齿及义齿制备方法.pdf
本发明公开了一种氧化锆陶瓷浆料、其制备方法、义齿及义齿制备方法。该氧化锆陶瓷浆料原料包括氧化钇稳定的氧化锆、分散剂、紫外吸收剂、光引发剂、光敏树脂、增韧剂、助结剂、消泡剂和硅烷偶联剂;氧化钇稳定的氧化锆的重量份为60份~75份,分散剂的重量份为2份~4份,紫外吸收剂的重量份为1份~3份,光引发剂的重量份为3份~5.2份,光敏树脂的重量份为18份~26份,增韧剂的重量份为3份~6份,助结剂的重量份为5份~11.4份,消泡剂的重量份为2份~2.6份,硅烷偶联剂的重量份为1份~3份;氧化钇稳定的氧化锆粒径为50

一种口腔义齿材料及其制备方法.pdf
本发明公开了一种口腔义齿材料及其制备方法。所述口腔义齿材料由聚甲基丙烯酸甲酯分散改性的氧化锆和氧化铝制成。本发明的口腔义齿材料,采用改性的改性的氧化锆和氧化铝作为无机填料,在保留材料刚性的同时,不降低其弹性模量和挠屈强度,采用γ‑缩水甘油醚氧丙基三甲氧基硅烷和N‑β‑(氨乙基)‑γ‑氨丙基三甲氧基硅烷混合改性剂,具有协同增效的效果。

一种微创美学支架义齿及其制备方法.pdf
本发明公开了一种微创美学支架义齿及其制备方法,所述微创美学支架义齿包括义齿基托、设置在所述义齿基托上的氧化锆定制式义齿,所述氧化锆定制式义齿上设置有空心的内冠,所述氧化锆定制式义齿上在近中和远中的位置设置有与所述内冠相连通的固位孔,所述义齿基托通过所述固位孔与所述内冠熔接成一体。本发明解决了传统活动修复体牙齿颜色形态单一刻板,仿真度低、传统金属支架的不美观、易产生金属过敏与隐形义齿的不能长期佩戴等缺陷。临床医师只需要制备合支托,无需磨掉天然的牙体组织,真正达到了微创的美学修复。