
非真空熔炼和浇铸铜-铬-锆合金的方法.pdf

书生****aa


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非真空熔炼和浇铸铜-铬-锆合金的方法.pdf
本发明涉及一种非真空熔炼和浇铸铜-铬-锆合金的方法,包括:(1)烘炉,将含铜原料和覆盖剂装入熔炼炉的炉膛内,使含铜原料熔化为铜水;(2)将金属铬粉碎成粒径为3~5mm的颗粒,用耐火容器盛放并密封,将耐火容器压入铜水中使金属铬颗粒全部释放到铜水中,维持炉膛温度1300~1400℃;(3)用铜箔包裹金属锆,将包有金属锆的铜箔快速压入铜水中,维持炉膛温度1250~1350℃,保温5~10分钟后停炉,扒渣;(4)调节炉膛内温度为1200~1300℃,然后将熔炼炉中的熔体转入浇包中,之后进行浇铸。本发明提供的方法,
铜铬锆合金的非真空熔炼方法.pdf
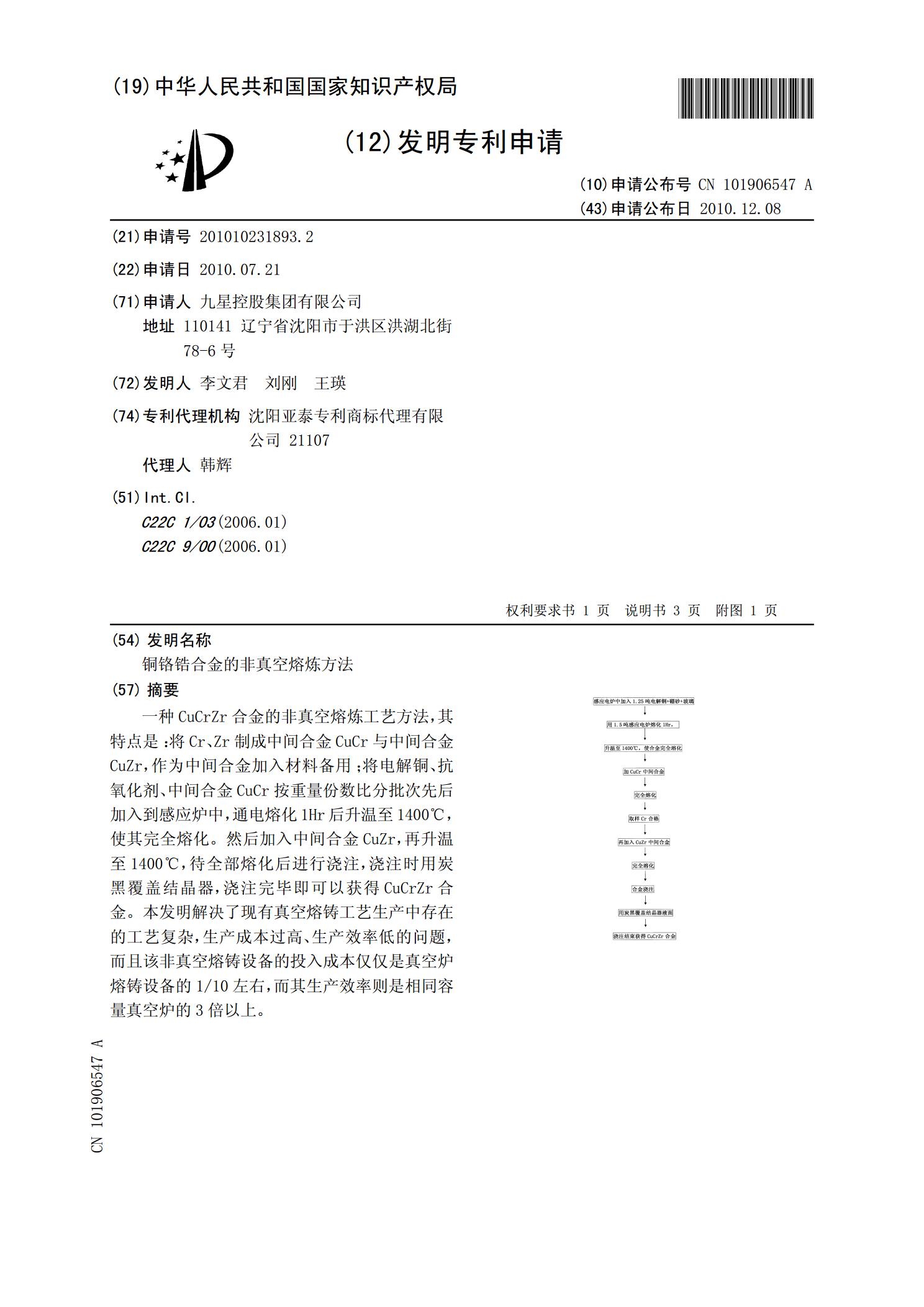
一种CuCrZr合金的非真空熔炼工艺方法,其特点是:将Cr、Zr制成中间合金CuCr与中间合金CuZr,作为中间合金加入材料备用;将电解铜、抗氧化剂、中间合金CuCr按重量份数比分批次先后加入到感应炉中,通电熔化1Hr后升温至1400℃,使其完全熔化。然后加入中间合金CuZr,再升温至1400℃,待全部熔化后进行浇注,浇注时用炭黑覆盖结晶器,浇注完毕即可以获得CuCrZr合金。本发明解决了现有真空熔铸工艺生产中存在的工艺复杂,生产成本过高、生产效率低的问题,而且该非真空熔铸设备的投入成本仅仅是真空炉熔铸设
非真空半连续熔铸铜铬锆合金的方法.pdf
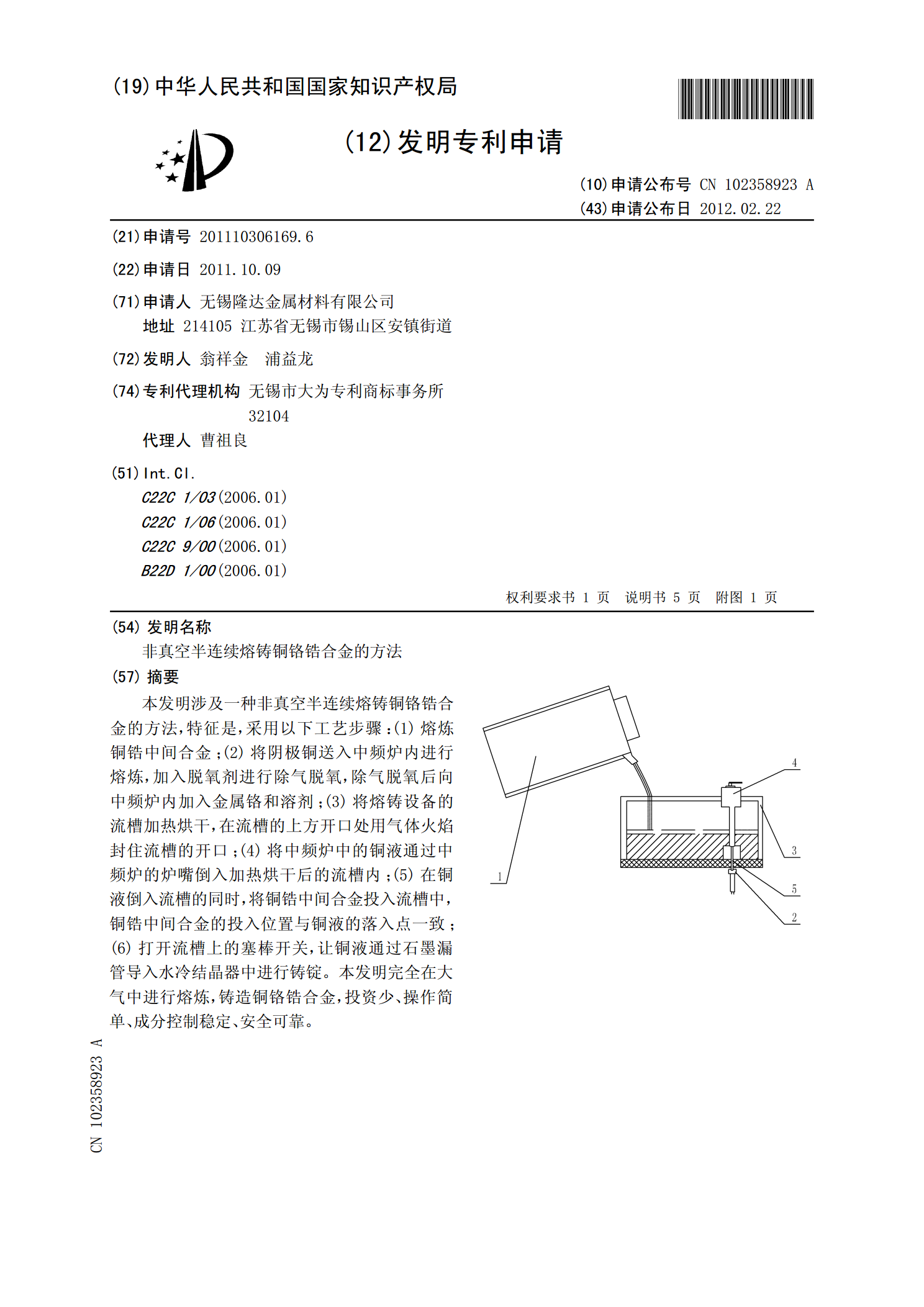
本发明涉及一种非真空半连续熔铸铜铬锆合金的方法,特征是,采用以下工艺步骤:(1)熔炼铜锆中间合金;(2)将阴极铜送入中频炉内进行熔炼,加入脱氧剂进行除气脱氧,除气脱氧后向中频炉内加入金属铬和溶剂;(3)将熔铸设备的流槽加热烘干,在流槽的上方开口处用气体火焰封住流槽的开口;(4)将中频炉中的铜液通过中频炉的炉嘴倒入加热烘干后的流槽内;(5)在铜液倒入流槽的同时,将铜锆中间合金投入流槽中,铜锆中间合金的投入位置与铜液的落入点一致;(6)打开流槽上的塞棒开关,让铜液通过石墨漏管导入水冷结晶器中进行铸锭。本发明完
用于非真空熔炼铬青铜合金的溶剂.pdf
本发明涉及一种用于非真空熔炼铬青铜合金的溶剂,特征是,包括以下组份,组份比例按重量份数计:石英玻璃25~30份、无水硼砂35~40份、冰晶石15~20份、萤石15~20份。本发明覆盖在炉膛液石之上,形成一层粘稠的覆盖保护层,能严密封住液面,避免大气与铜液接触引起氧化造渣浇损;用本发明所述的溶剂覆盖,只要操作到位,铬的烧损量在1.5%左右;本发明所述的溶剂为非真空条件下熔铸铬锆铜合金的专用溶剂,其原料市场到处都有,采购方便,配制简单及易操作;使用本发明所述的溶剂后,生产现场环境明显得到改善;本发明所述的溶剂
真空熔炼中消除铜铬锆合金棒表面产生冷豆或气孔的方法.pdf
一种真空熔炼中消除铜铬锆合金棒表面产生冷豆或气孔的方法,将处理或是预热好的钢模及浇口杯放入台车炉内进行预热,在500kg的真空感应炉内加入电解Cu和金属Cr,在功率在600kW、频率1000Hz、真空度6.67×10-2Pa下进行粗炼并使其完全溶化,然后再加入经铜箔包裹的海绵Zr并将炉温控制在1200~1250℃实施精炼铜铬锆合金液,经炉前快速分析后待用,之后将铜铬锆合金液通过浇口杯将其浇注到钢模内,冷却至室温时得到表面无冷豆或气孔的铜铬锆合金棒,浇注出的铜铬锆合金棒能直接用于后续热挤压或是锻造,免除了车