
核反应堆用奥氏体不锈钢大型锻件组织的控制方法.pdf

斌斌****公主


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
核反应堆用奥氏体不锈钢大型锻件组织的控制方法.pdf
本发明涉及一种核反应堆用奥氏体不锈钢大型锻件组织的控制方法,它包括下述依次的步骤:Ⅰ滚圆将锻件加热到1210±10℃,出炉滚圆;Ⅱ?倒棱将锻件加热到1195±10℃,出炉倒棱;Ⅲ?镦粗??将锻件加热到1180±10℃,出炉镦粗;Ⅳ?拨长?将锻件加热到1170±10℃,出炉拨长;Ⅴ?镦粗?将锻件加热到1160℃,出炉镦粗;Ⅵ?拨长将锻件加热到1160℃,出炉拨长,锻造总变形量不小于50%时,取样检查;Ⅶ镦粗并拨长?将锻件加热到1060±15℃,出炉镦粗再拨长;Ⅷ拨长将锻件加热到1060±15℃,出炉再拨长、

一种超纯核级奥氏体不锈钢大型锻件的制造方法.pdf
本发明公开了一种超纯核级奥氏体不锈钢大型锻件的制造方法,包括以下步骤:选用原材料并进行净化处理;清洗炉膛和钢包;使得净化处理后的原材料按照规定比例以及规定工艺获得如下质量百分比的钢锭:C≤0.08%,Si≤1.00%,Mn≤2.0%,S≤0.03%,P≤0.035%,17.0%≤Cr≤19.0%,9.0%≤Ni≤12.0%,Ti≥5*C%,Co≤0.05%,其余为Fe;规定比例指的是各原材料的配比,规定工艺指的是原材料依次经EF熔炼、VOD精炼以及ESR电渣重熔的工艺条件;对钢锭进行强压快锻获得锻件;对锻
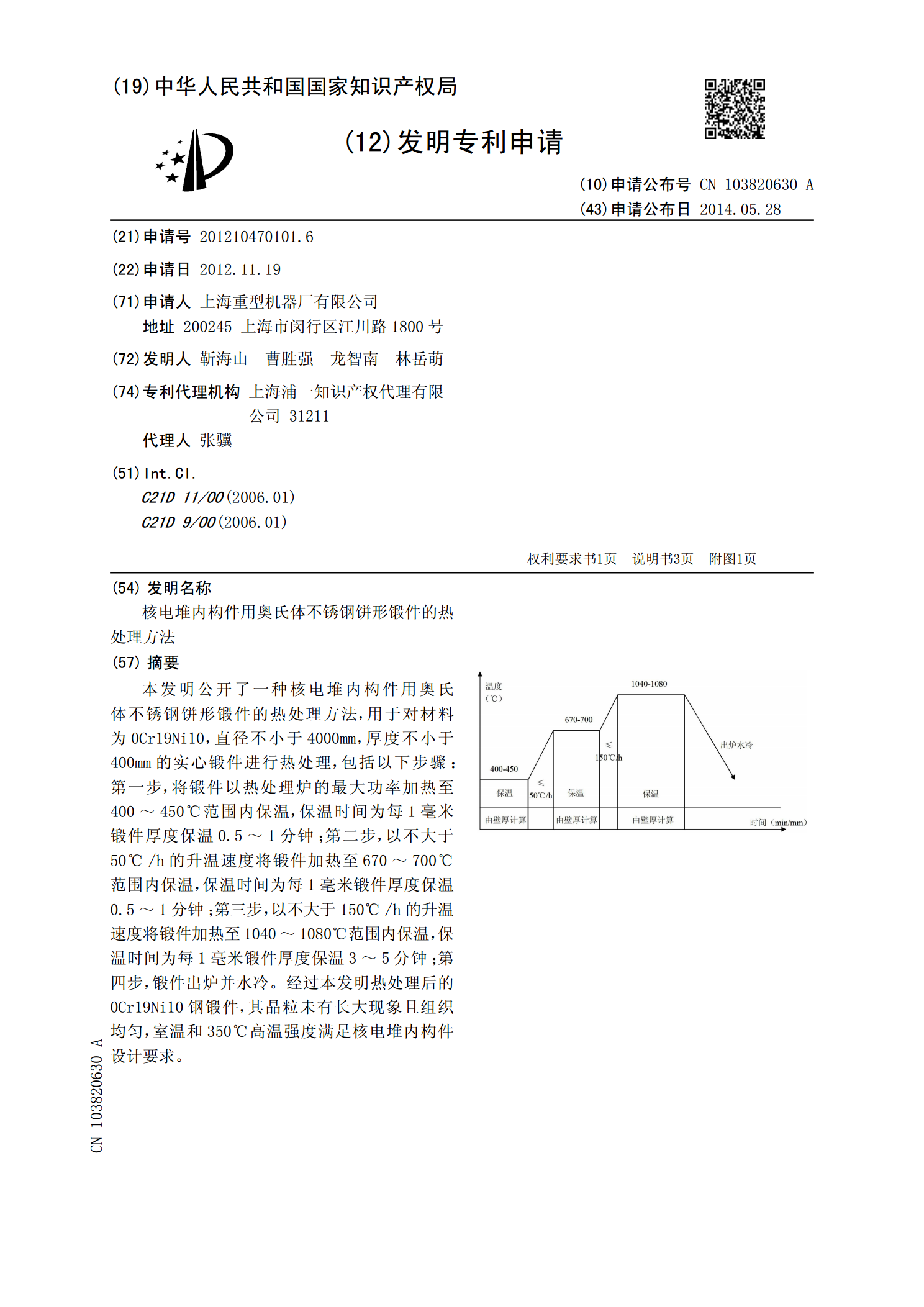
核电堆内构件用奥氏体不锈钢饼形锻件的热处理方法.pdf
本发明公开了一种核电堆内构件用奥氏体不锈钢饼形锻件的热处理方法,用于对材料为0Cr19Ni10,直径不小于4000mm,厚度不小于400mm的实心锻件进行热处理,包括以下步骤:第一步,将锻件以热处理炉的最大功率加热至400~450℃范围内保温,保温时间为每1毫米锻件厚度保温0.5~1分钟;第二步,以不大于50℃/h的升温速度将锻件加热至670~700℃范围内保温,保温时间为每1毫米锻件厚度保温0.5~1分钟;第三步,以不大于150℃/h的升温速度将锻件加热至1040~1080℃范围内保温,保温时间为每1毫
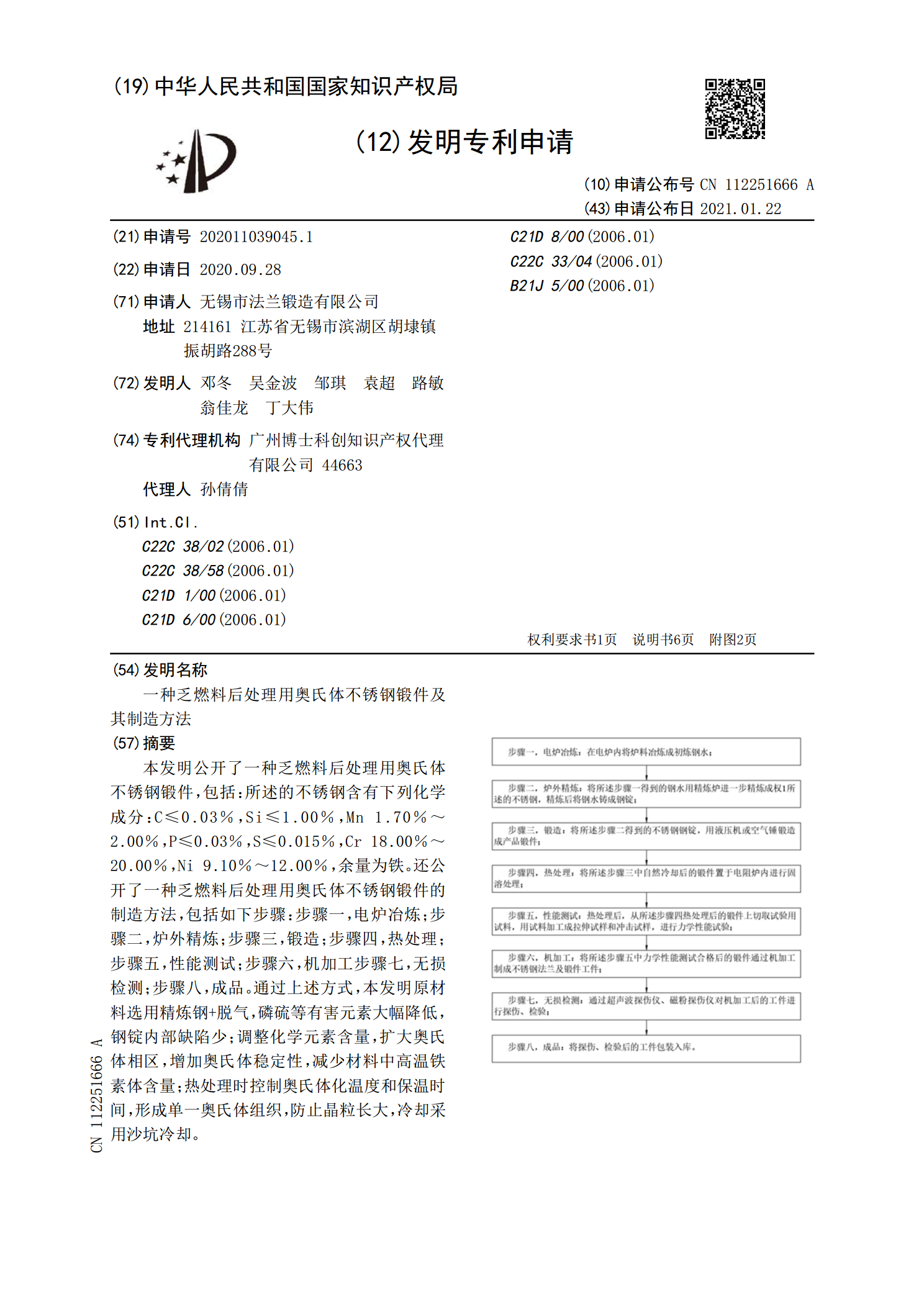
一种乏燃料后处理用奥氏体不锈钢锻件及其制造方法.pdf
本发明公开了一种乏燃料后处理用奥氏体不锈钢锻件,包括:所述的不锈钢含有下列化学成分:C≤0.03%,Si≤1.00%,Mn1.70%~2.00%,P≤0.03%,S≤0.015%,Cr18.00%~20.00%,Ni9.10%~12.00%,余量为铁。还公开了一种乏燃料后处理用奥氏体不锈钢锻件的制造方法,包括如下步骤:步骤一,电炉冶炼;步骤二,炉外精炼;步骤三,锻造;步骤四,热处理;步骤五,性能测试;步骤六,机加工步骤七,无损检测;步骤八,成品。通过上述方式,本发明原材料选用精炼钢+脱气,磷硫等有害
一种控氮奥氏体不锈钢锻件铁素体含量的控制方法.pdf
本发明公开了一种控氮奥氏体不锈钢锻件铁素体含量的控制方法,控制重量百分比:0.025%≤C≤0.030%,0.40%≤Si≤0.50%,1.70%≤Mn≤1.90%,Ni:9.00%~10.00%,Cr:18.50%~20.00%,0.050%≤N≤0.080%,余量为Fe和不可避免的杂质元素,计算铁素体含量在4%~10%,经电炉冶炼、AOD精炼、ESR重熔得到奥氏体不锈钢电渣锭;然后加热,升温速度≤100℃/h,达到1160℃~1200℃保温不少于0.6min/mm,锻造后流动水急冷;升温至1050℃~