
用于铝蜂窝板芯的稀土铝锰合金箔及其制备方法.pdf

努力****梓颖

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于铝蜂窝板芯的稀土铝锰合金箔及其制备方法.pdf
本发明公开了一种用于铝蜂窝板芯的稀土铝锰合金箔及其制备方法,以Al-Mn系合金为基础,其化学成份的质量分数为:Si:≤0.3%、Fe:≤0.6%、Cu:0.12~0.18%、Mn:1.1~1.4%、La:0.10-0.25%、Mg:≤0.01%、Zn:≤0.03%、Ti:≤0.05%、余量为Al。其制备方法采用连续铸轧法,首先生产铸轧卷,而后将所述铸轧卷进行轧制,采用炉气控温方式退火。本发明提供了一种晶粒均匀、不会产生晶间腐蚀、偏析现象及高强度的稀土铝锰合金箔,其方法通过铸与轧的结合,提高了金属组织的致密
铝蜂窝芯复合防火板及其制备方法.pdf
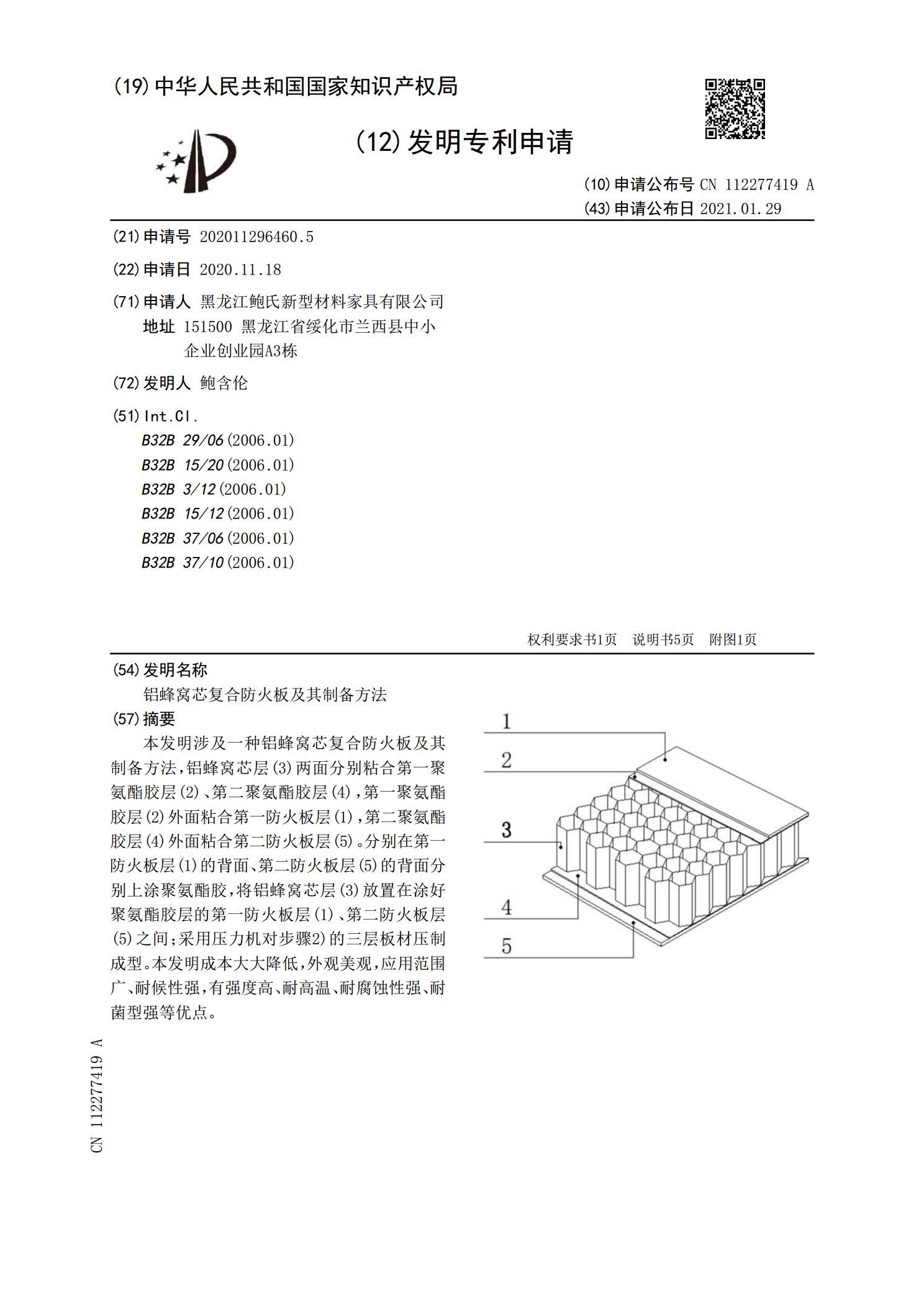
本发明涉及一种铝蜂窝芯复合防火板及其制备方法,铝蜂窝芯层(3)两面分别粘合第一聚氨酯胶层(2)、第二聚氨酯胶层(4),第一聚氨酯胶层(2)外面粘合第一防火板层(1),第二聚氨酯胶层(4)外面粘合第二防火板层(5)。分别在第一防火板层(1)的背面、第二防火板层(5)的背面分别上涂聚氨酯胶,将铝蜂窝芯层(3)放置在涂好聚氨酯胶层的第一防火板层(1)、第二防火板层(5)之间;采用压力机对步骤2)的三层板材压制成型。本发明成本大大降低,外观美观,应用范围广、耐候性强,有强度高、耐高温、耐腐蚀性强、耐菌型强等优点。
一种铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在铝箔粘合的不同区域涂覆第一粘合剂和第二粘合剂,第一粘合剂涂布在粘合区域边缘,具有良好的连接强度和耐久性,第二粘合剂涂布在粘合区域的中间大部分区域,第二粘结剂具有良好的界面属性,能够在具有油或水的界面提供良好的粘结力并且具有快速固化的效果,两者共同使用提高了蜂窝芯加工的质量以及蜂窝芯的粘合强度。
一种具有填充材料的铝蜂窝芯及铝蜂窝板的制备方法.pdf
本发明提供了一种具有填充材料的铝蜂窝芯及铝蜂窝板的制备方法,通过制备铝蜂窝芯的过程中,开设通孔以及通槽,从而在蜂窝芯与铝板焊接时,能够充分排出蜂窝芯内的残留空气,避免在高温焊接的过程中蜂窝芯的铝箔被氧化,同时进一步的在蜂窝芯的内部填充有纤维增强以及钎焊剂的发泡树脂材料,在蜂窝芯的内部形成支撑,避免蜂窝芯受到外力塌陷,提高蜂窝芯的结构强度。
一种具有填充材料的铝蜂窝芯及铝蜂窝板的制备方法.pdf
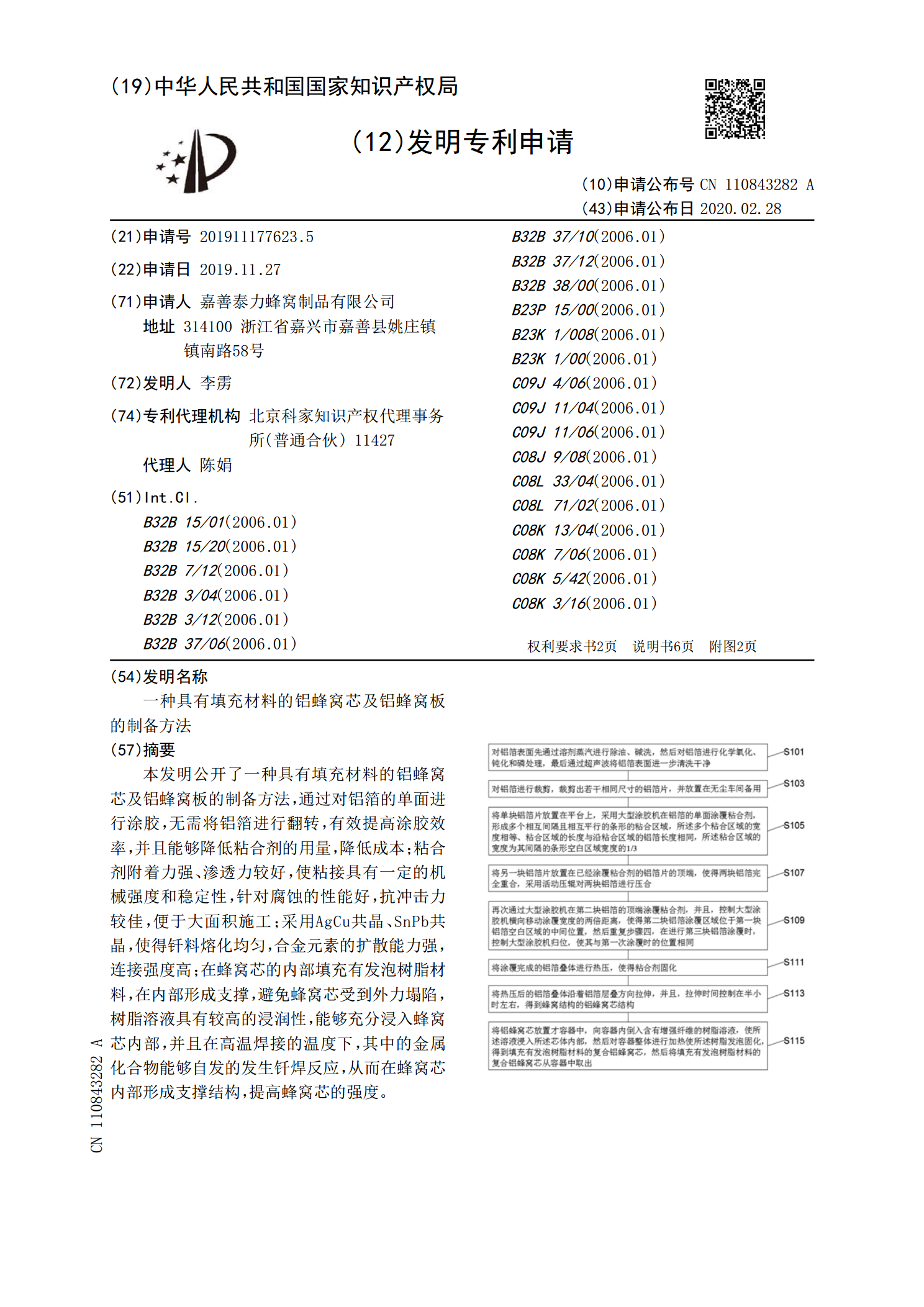
本发明公开了一种具有填充材料的铝蜂窝芯及铝蜂窝板的制备方法,通过对铝箔的单面进行涂胶,无需将铝箔进行翻转,有效提高涂胶效率,并且能够降低粘合剂的用量,降低成本;粘合剂附着力强、渗透力较好,使粘接具有一定的机械强度和稳定性,针对腐蚀的性能好,抗冲击力较佳,便于大面积施工;采用AgCu共晶、SnPb共晶,使得钎料熔化均匀,合金元素的扩散能力强,连接强度高;在蜂窝芯的内部填充有发泡树脂材料,在内部形成支撑,避免蜂窝芯受到外力塌陷,树脂溶液具有较高的浸润性,能够充分浸入蜂窝芯内部,并且在高温焊接的温度下,其中的金