
一种用于电弧喷涂制备铁基耐腐蚀涂层的粉芯丝材及涂层制备方法.pdf

论文****可爱

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于电弧喷涂制备铁基耐腐蚀涂层的粉芯丝材及涂层制备方法.pdf
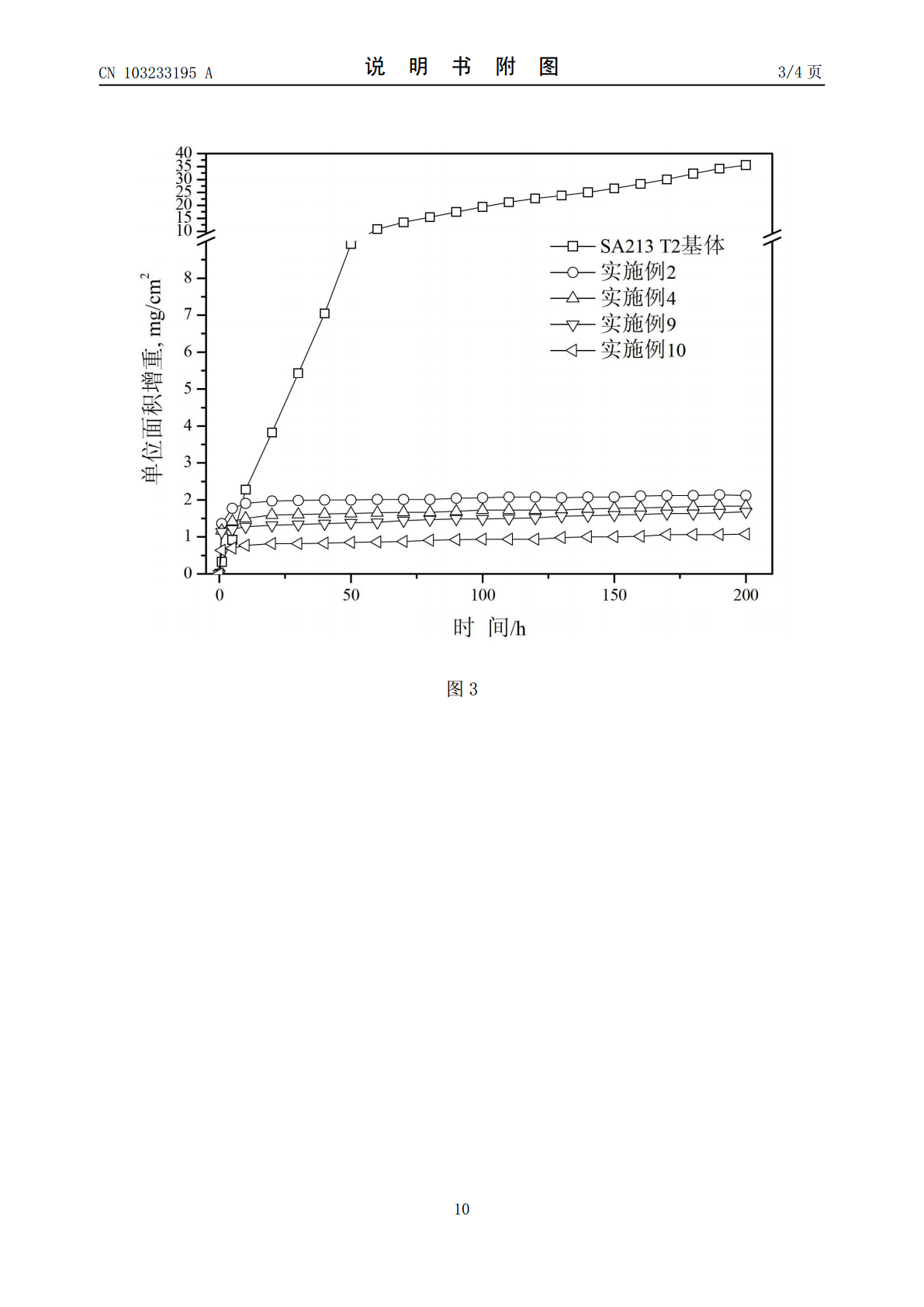
一种用于电弧喷涂制备铁基耐腐蚀涂层的粉芯丝材及涂层制备方法,属于材料加工工程中的热喷涂领域。粉芯丝材外皮所用带材为不锈钢带;粉芯丝材填充率:32-33%;粉芯丝材包括以下各元素百分比为Cr:20-26at.%;B:5-13at.%;Al:4-13at.%。涂层制备方法:基体表面用180目砂纸预磨,60目棕刚玉进行喷砂处理;获得粉芯丝材,采用电弧喷涂工艺制备涂层:电压25-35V;电流180-220A;喷涂距离:200-210mm;压缩空气压力0.4-0.6MPa。本发明所得涂层耐高温氧化和耐腐蚀性能优良,
一种用于电弧喷涂制备铁基耐腐蚀涂层的含硼粉芯丝材及涂层制备方法.pdf
一种用于电弧喷涂制备铁基耐腐蚀涂层的含硼粉芯丝材及涂层制备方法,属于材料加工工程中的热喷涂领域。粉芯丝材外皮为SPCC钢带;粉芯丝材填充率:32-33%;粉芯丝材包括以下各元素质量百分比为Al:5-25wt.%;Si:1-6wt.%;B:1-5wt.%。涂层制备方法:基体表面用180目砂纸预磨,和60目棕刚玉进行喷砂处理;获得粉芯丝材,采用电弧喷涂工艺制备涂层,喷涂工艺参数:电压25-35V;电流180-220A;喷涂距离:200-210mm;压缩空气压力0.4-0.6MPa。本发明所得涂层耐高温氧化和耐
一种制备镍基涂层用的粉芯丝材、涂层的制备方法及应用.pdf
一种制备镍基涂层用的粉芯丝材、涂层的制备方法及应用,属于材料加工工程中的热喷涂领域。药芯成分原子百分比为:Cr:20-35at.%;B:30-55at.%;C:2.5-5.5at.%;Ni:余量;粉芯丝材外皮所用带材为Ni-Cr带;粉芯丝材填充率:32%。用电弧喷涂制备含Cr23C6陶瓷颗粒增强相镍基涂层时,需先对基体进行预处理,喷涂工艺:电压28-34V;电流160-220A;喷涂距离190-210mm;压缩空气压力0.5-0.6MPa。本发明可获得硬度高耐磨性好、耐腐蚀的涂层,提高废弃物资源化WTE垃

粉芯丝材电弧喷涂参数优化及涂层抗高温性能.docx
粉芯丝材电弧喷涂参数优化及涂层抗高温性能1.引言粉芯丝材电弧喷涂是一种重要的表面修复技术和表面涂层技术,已广泛应用于航空、航天、汽车、电子等领域。其中,电弧喷涂技术是一种较为简单的喷涂技术,可以在较低的成本和设备条件下实现高品质涂层的制备。然而,由于电弧喷涂涂层的参数不易控制,在实际应用中容易出现涂层结构不稳定、粘附性差、抗高温性能差等问题,限制了其进一步应用。本论文针对粉芯丝材电弧喷涂技术的参数优化及涂层的抗高温性能进行了研究与探索,旨在为电弧喷涂技术的应用提供技术支持和理论指导。2.粉芯丝材电弧喷涂技

锅炉水冷壁电弧喷涂用铝基粉芯丝材的制备方法及应用.pdf
本发明公开了锅炉水冷壁电弧喷涂用铝基粉芯丝材的制备方法及应用,粉芯包括Ni、Cr、FeB、TiB