
一种热辅助变截面辊弯成型机系统及其方法.pdf

诗文****仙女


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热辅助变截面辊弯成型机系统及其方法.pdf
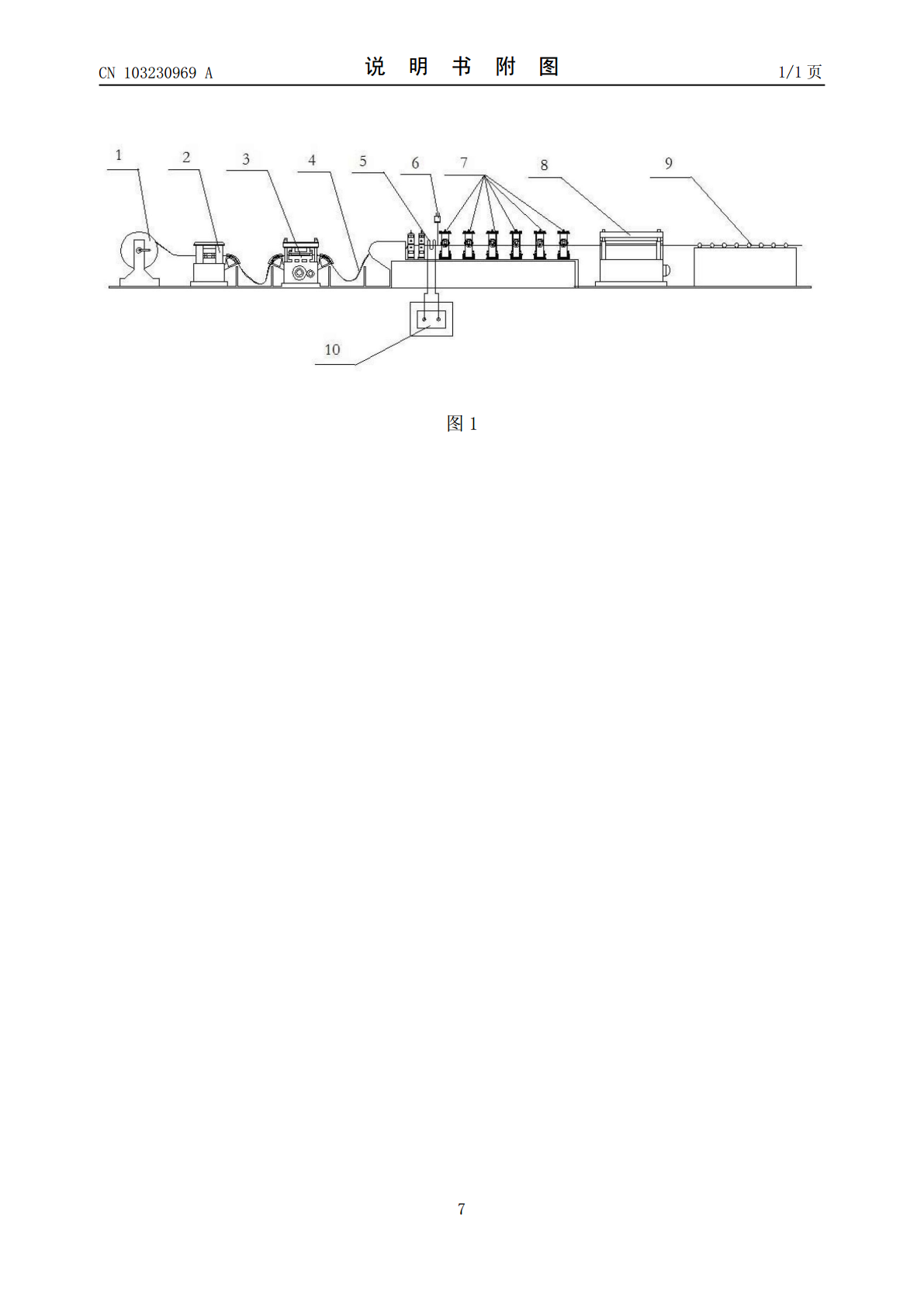
一种热辅助变截面辊弯成型机系统及其方法,其系统中,变截面辊弯成型系统按照板材的加工顺序依次包括开卷机、矫直机、送料机、变截面辊弯成型机组和飞剪机;电磁辅助加热系统包括高频炉和测温传感器;计算机控制系统包括变截面辊弯成型控制系统和电磁辅助加热控制系统;开卷机、矫直机、送料机、变截面辊弯成型机组和飞剪机均连接到变截面辊弯成型控制系统,高频炉和测温传感器均连接到电磁辅助加热控制系统,变截面辊弯成型控制系统和电磁辅助加热控制系统通讯连接。本发明可减轻镁合金、铝合金和高强度钢等板材的加工硬化现象,提高板材的成形极限

单轴变截面辊弯成型机.pdf
本发明公开了一种单轴变截面辊弯成型机,包括对称布置的左机列和右机列,所述左机列和右机列分别包括四架辊弯成型机和一套主轴驱动装置,每架辊弯成型机包括辊系、辊缝调整与平衡装置、轴承座移动装置,辊系包括上轴承座、上主轴、下轴承座、下主轴、轴承座拉杆、弹性支撑套与主轴滑键等;主轴驱动装置包括主驱动电动机、主减速器、主传动齿轮、左下主轴齿轮、下传动齿轮、上传动齿轮、右下主轴齿轮、上传动齿轮、左上主轴齿轮、右上主轴齿轮等。能够实现成型后的型材沿其纵向变截面,更好的满足实际生产的要求,其辊弯成型技术运用的领域更加广泛,

双轴变截面辊弯成型机.pdf
本发明公开了一种双轴变截面辊弯成型机,包括机座、传动箱、滑板箱与底板块组成的成型机整体结构,左机座安装在左传动箱上,右机座安装在右传动箱上;左传动箱安装在左滑板箱上,右传动箱安装在右滑板箱上;左滑板箱和右滑板箱分别设置在滑轨上,并通过伺服电机驱动丝母齿条,丝母齿条与立齿轮轴实现啮合,立齿轮轴带动左滑板箱和右滑板箱运动,进而实现机座的平移和旋转运动,能够实现成型后的型材沿其纵向变截面,更好的满足实际生产的要求,其辊弯成型技术运用的领域更加广泛,可用于汽车、建筑等领域的零件与构件的制作。

一种变截面弹簧辊锻模的加工方法.docx
一种变截面弹簧辊锻模的加工方法标题:一种变截面弹簧辊锻模的加工方法摘要:弹簧是一种常见的机械零件,广泛应用于各类机械设备和汽车制造等领域。在弹簧的生产过程中,辊锻是一种常用的加工方法,它可以快速高效地生产出高质量的弹簧。然而,传统的辊锻模具设计通常只适用于直线截面的弹簧加工,不能适应较为复杂的变截面弹簧。因此,本文介绍了一种用于变截面弹簧辊锻模的加工方法,通过设计合理的模具结构和优化的工艺参数,实现了变截面弹簧的高效加工。关键词:弹簧;辊锻;变截面;模具;加工方法第一节引言1.1弹簧的作用和种类1.2弹簧
立式液压机的变截面厚度薄板热辊轧成形方法.pdf
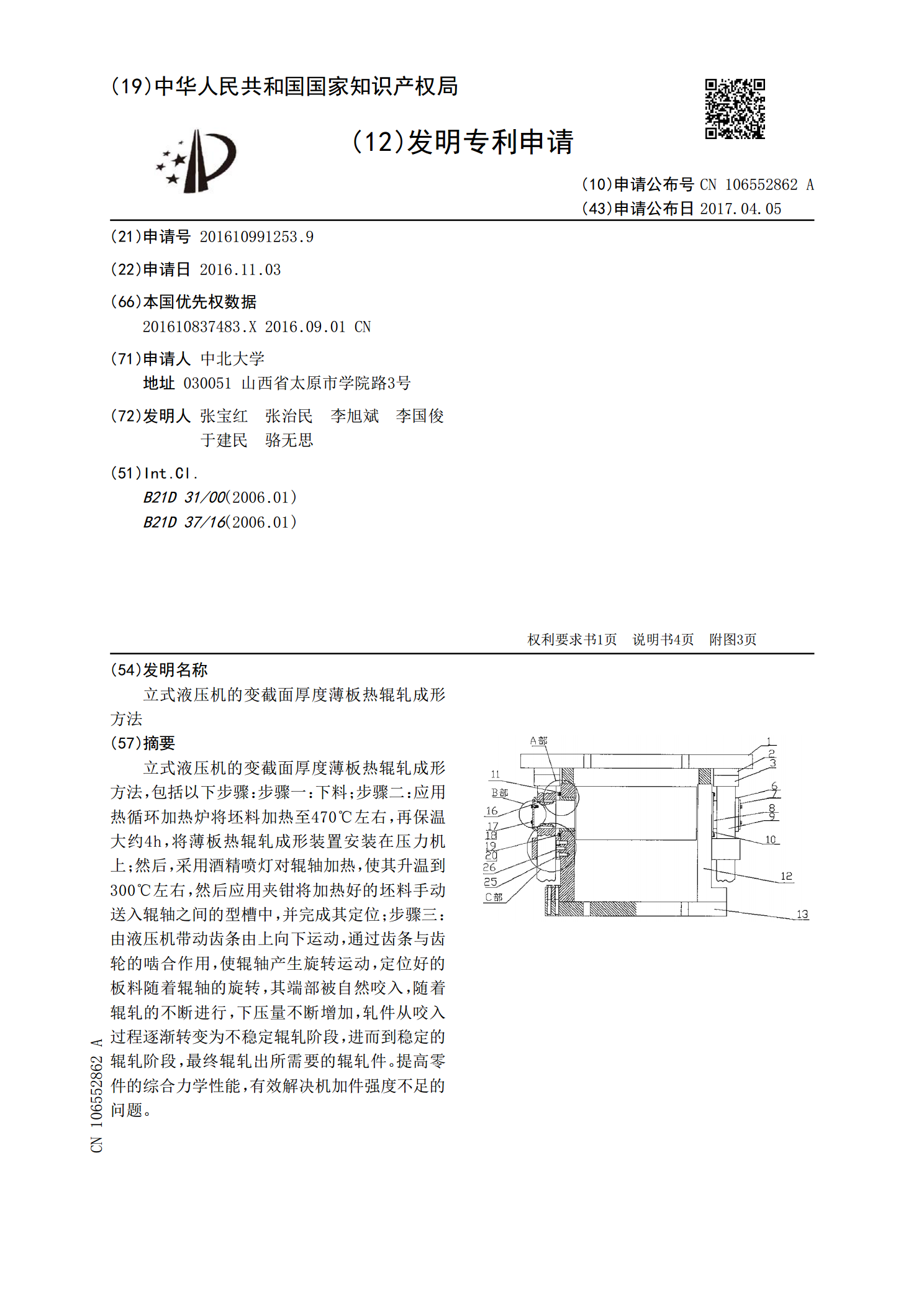
立式液压机的变截面厚度薄板热辊轧成形方法,包括以下步骤:步骤一:下料;步骤二:应用热循环加热炉将坯料加热至470℃左右,再保温大约4h,将薄板热辊轧成形装置安装在压力机上;然后,采用酒精喷灯对辊轴加热,使其升温到300℃左右,然后应用夹钳将加热好的坯料手动送入辊轴之间的型槽中,并完成其定位;步骤三:由液压机带动齿条由上向下运动,通过齿条与齿轮的啮合作用,使辊轴产生旋转运动,定位好的板料随着辊轴的旋转,其端部被自然咬入,随着辊轧的不断进行,下压量不断增加,轧件从咬入过程逐渐转变为不稳定辊轧阶段,进而到稳定的